

プラスチック射出成形という複雑な世界では、あらゆる細部が重要になります。特に効率と品質に関してはなおさらです。精度がすべてを左右する充填段階と保持段階をマスターする技術を、さあ探ってみましょう。.
プラスチック射出成形における充填および保持工程を最適化するには、製品の仕様と材料特性に応じて射出速度、圧力、温度を調整します。これらの調整により、メルトフローと冷却を制御し、欠陥を減らし、製品品質を向上させることができます。.
でも、それだけではありません!各パラメータのより深い意味を探り、成形プロセスを真に変革する戦略を見つけ出しましょう。.
射出速度は成形時の表面品質に影響します。.真実
射出速度を調整すると、メルトフローが影響を受け、表面仕上げに影響します。.
射出速度は成形品質にどのような役割を果たしますか?
射出速度は、プラスチック成形品の品質を決定づける重要な要素です。このパラメータの調整は、製品の表面仕上げ、寸法安定性、そして構造の完全性に大きな影響を与える可能性があります。.
射出速度は、溶融プラスチックが金型キャビティに流れ込む様子に影響を与え、表面品質と内部応力に影響を与えます。速度が速いと焼けなどの欠陥が発生し、速度が遅いと充填不良が発生する可能性があります。製品仕様に応じて速度を調整することで、最適な成形品質を確保できます。.
射出速度ダイナミクスの理解
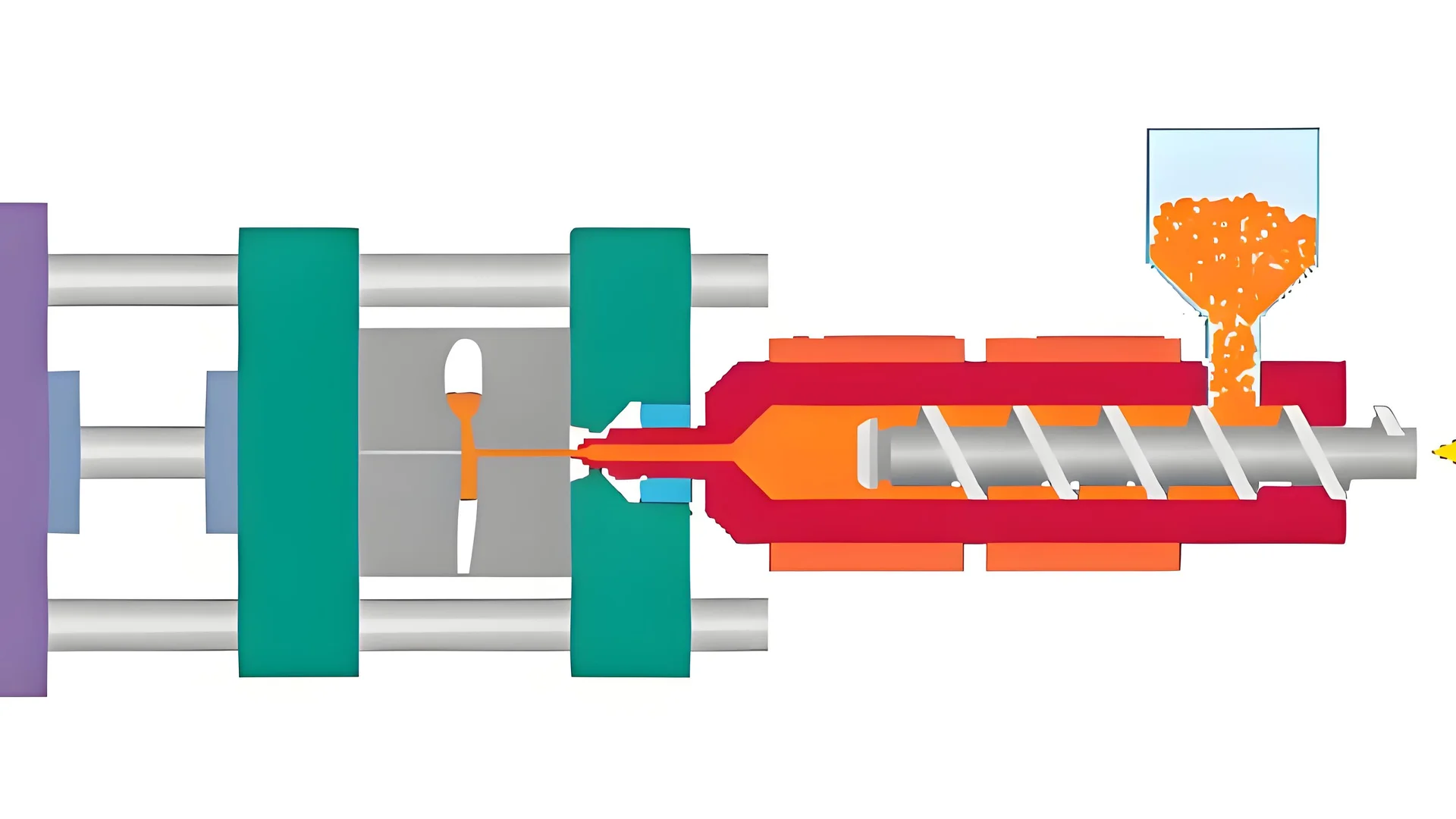
プラスチック射出成形において、射出速度は溶融プラスチックが金型キャビティに押し込まれる速度を決定します。このプロセスは、材料がキャビティにどれだけ良好に充填され、金型の複雑な形状にどれだけ密着するかを左右するため、非常に重要です。.
-
射出速度が速い:射出速度が速すぎると、メルトスプレーや焼けなどの現象が発生する可能性があります。メルトスプレーは材料の分布を不均一にし、外観上の欠陥や構造上の脆弱部につながることがよくあります。一方、薄肉製品の場合、高速射出は冷却が始まる前に溶融樹脂がキャビティを素早く充填できるため、有利です。
-
射出速度が遅い:逆に、射出速度が遅すぎると、ショートショット(金型への充填が不十分)やフローマークなどの問題が発生する可能性があります。これらの欠陥は、最終製品の美観と機能の両方を損ないます。
| 射出速度 | 利点 | デメリット |
|---|---|---|
| 速い | 薄壁のクイック充填 | 焼け跡、溶融スプレー |
| 遅い | 複雑な形状の塗りつぶしを制御 | ショートショット、フローマーク |
アプリケーションベースの速度調整
射出速度の調整は、製品の設計と材料特性に合わせて行う必要があります。
-
薄肉製品:一般的に、射出速度を高くすることが望ましいです。この方法により、溶融樹脂がキャビティを迅速に充填し、充填完了前に固化してしまう可能性のある冷却時間を最小限に抑えることができます。
-
厚肉製品:成形後の反りや割れの原因となる内部応力を低減するため、低速成形は多くの場合有利です。充填速度を制御することで、肉厚と密度の均一性を維持できます。
製品品質への影響
射出速度を適切に調整することは、表面の美観に影響を与えるだけでなく、構造の完全性を維持する上で重要な役割を果たします。例えば、適切に調整された速度設定は、金型の損傷1 、製品のバリ、さらには使用中の故障につながる可能性のある過度の内部応力を防ぎます。
さらに、適切な速度を選択すると、サイクルタイムと製品品質のバランスをとるのに役立ち、最終的には生産効率とコスト効率に影響を与えます。
結論
射出速度は射出成形における数多くのパラメータの一つに過ぎませんが、その役割は紛れもなく重要です。射出速度が温度や圧力といった他の要因とどのように相互作用するかを理解することで、メーカーはプロセスを最適化し、製品品質を向上させることができます。.
注入速度が速いと焼け跡が残る場合があります。.真実
速度が速いと摩擦と温度が上昇し、焼け跡が残ります。.
注入速度を遅くすると、すべての欠陥が排除されます。.間違い
速度が遅いと、ショートショットやフローマークなどの欠陥が発生する可能性があります。.
さまざまなプラスチックに対して射出圧力を最適化するにはどうすればよいでしょうか?
射出圧力は成形品質に極めて重要ですが、プラスチックの種類によって異なります。射出圧力を適切に調整することで、効率と製品の完全性の両方が向上します。.
射出圧力を最適化するには、プラスチックの流動性、製品設計、肉厚に基づいて調整する必要があります。適切な調整により、欠陥を最小限に抑え、金型の充填効率を最大化できます。.
射出圧力の役割を理解する
射出圧力は、溶融プラスチックの金型キャビティへの流れに影響を与える重要なパラメータです。この圧力を最適化することで、メーカーは複雑な形状への効率的な充填を確保し、バリやショートショットなどの潜在的な欠陥を最小限に抑えることができます。理想的な射出圧力は、使用するプラスチックの種類、製品の寸法、肉厚など、さまざまな要因によって決まります。.
射出圧力に影響を与える要因
1. 塑性流動性
- 流動性の低いプラスチック:これらのプラスチックは、金型への完全な充填を確保するために、より高い射出圧力を必要とします。例えば、ポリカーボネート(PC)は粘度が高いため、多くの場合、より高い圧力が必要になります。
- 流動性に優れたプラスチック:低圧力で成形できるため、金型の損傷や過剰なバリの発生リスクを軽減できます。優れた流動性で知られるポリプロピレン(PP)は、この好例です。
2. 製品設計の考慮事項
- 複雑な形状:高圧は複雑な形状の充填に役立ちます。これは、微細な形状や薄肉の製品など、固化を防ぐために迅速なキャビティ充填が必要な製品にとって非常に重要です。
- よりシンプルな設計:圧力設定を下げることができるため、エネルギーを節約し、金型の寿命を延ばすことができます。
| プラスチックタイプ | 推奨圧力範囲(MPa) |
|---|---|
| ポリカーボネート | 80-150 |
| ポリプロピレン | 40-90 |
圧力と他のパラメータのバランスをとる
射出速度:特定のシナリオでは、特に充填時間が短いことで早期冷却が防止される薄肉部品の場合、射出速度を上げることで低い圧力を補うことができます。
バレル温度:適切な温度を設定することで流動性が向上し、高圧の必要性が軽減される可能性があります。例えば、結晶性プラスチックの場合、粘度を効果的に下げるにはより高い温度が必要になる場合があります。
実用的な応用
- 自動車部品のケーススタディ:自動車部品の製造では、材料の特性と部品の機能 (ダッシュボードと内部ブラケットなど) に応じて射出圧力を調整することで、生産効率と部品の品質を大幅に向上できます。
これらの変数を理解することで、メーカーは射出圧力を戦略的に調整、多様な成形シナリオにおいて最適な結果を得ることができます。この適応型アプローチは、品質だけでなく、廃棄物の削減と設備寿命の延長によるコスト効率の向上も実現します。
ポリカーボネートにはポリプロピレンよりも高い射出圧力が必要です。.真実
ポリカーボネートは粘度が高いため、金型充填にはより高い圧力が必要です。.
製品設計がシンプルになればなるほど、より高い射出圧力が必要になります。.間違い
多くの場合、よりシンプルな設計では圧力が低くて済むため、エネルギーと金型の寿命が節約されます。.
射出成形において温度制御が重要な理由
温度制御の精度は、射出成形製品の品質を左右します。なぜそれが重要なのか、ここで説明します。.
射出成形における温度制御は、適切なメルトフローを確保し、反りなどの欠陥を防ぎ、製品全体の品質を向上させます。材料特性と製品設計に基づいてバレル、金型、冷却温度を調整することは、一貫した高品質の生産に不可欠です。.

バレル温度の役割
バレル温度はプラスチック溶融物の流動性に大きな影響を与えます。このパラメータを調整することで、メーカーは溶融粘度を制御し、金型キャビティへの充填を効果的に行うことができます。例えば、結晶性プラスチックは、適切な流動性を得るために、非晶質プラスチックよりも高いバレル温度を必要とする傾向があります。.
バレル温度4を正確ことで、プラスチックの分解を防ぎながら流動性を維持できます。温度が高すぎると材料の劣化を招き、最終製品の強度と外観に影響を与える可能性があります。一方、温度が低すぎると充填が不完全になり、ショートショットが発生する可能性があります。
金型温度の最適化
金型温度は製品の冷却速度に直接影響し、構造の完全性と表面仕上げに極めて重要です。金型温度5表面品質が向上し、内部応力が低減しますが、脱型工程が複雑になる可能性があります。一方、金型温度を低くするとサイクルタイムは短縮されますが、表面仕上げが悪化し、残留応力が増加する可能性があります。
結晶性プラスチックの場合、製品の所望の結晶化度を達成するには、金型温度を高く維持することが不可欠です。一方、非晶質プラスチックの場合は、不要な応力の発生を防ぐため、金型温度を低く抑えることが重要です。.
冷却時間の考慮
冷却段階では、プラスチック部品の形状が固まります。冷却を適切に制御することで、製品寸法のばらつきにつながる反りや収縮を防止できます。冷却時間6が重要です。
厚肉製品では、部品全体に均一な冷却を確保するために、通常、より長い冷却時間が必要です。薄肉製品の場合は、より短い冷却時間で十分ですが、変形を避けるための注意が必要です。.
温度、圧力、時間のバランス
充填段階と保持段階の両方において、温度調整は圧力と時間設定と密接に関連しています。最適な結果を得るには、特定の材料と製品設計要件に基づいて、これら3つのパラメータをすべて調整する必要があります。この包括的なアプローチにより、成形品が一貫して品質基準を満たすことが保証されます。.
要約すると、射出成形における綿密な温度制御は、製品の品質を向上させるだけでなく、欠陥を最小限に抑え、生産バッチ間の一貫性を確保することで製造効率を最適化します。.
バレル温度は射出成形における溶融粘度に影響します。.真実
バレル温度を調整することでプラスチックの流動性が制御され、金型への充填が確実になります。.
金型温度が低いとサイクル時間は短縮されますが、応力は増加します。.真実
温度が低いとサイクルは速くなりますが、表面仕上げが悪くなる可能性があります。.
ホールディング段階における一般的な課題は何ですか?
プラスチック射出成形における保持段階の進行には、製品の品質と製造効率に影響を及ぼす可能性のある明確な課題があります。.
プラスチック射出成形における保圧段階における一般的な課題には、過度の内部応力、収縮痕、脱型困難などがあります。これらの問題は、保圧、保圧時間、金型温度の設定が不適切であることから発生するため、最適な結果を得るには、製品特性に基づいた正確な調整が必要です。.

保持圧力の役割を理解する
保圧は、充填後にキャビティ内に追加の溶融樹脂を注入することで冷却収縮を補うため、非常に重要です。保圧が高すぎると、内部応力が過剰になり、脱型が困難になる可能性があります。逆に、保圧が低すぎると、収縮痕や寸法の不安定さが生じる可能性があります。.
これらの課題を解決するには、製品の形状、サイズ、そして肉厚を考慮することが不可欠です。通常、製品が大きく厚い場合は高い保持圧力が必要になりますが、小さく薄い場合は低い圧力の方が効果的です。保持圧力7を効果的に調整することで、製品の品質に大きな影響を与えることができます。
時間を保持することの重要性
保持時間とは、プラスチック溶融物が保持圧力下に保持される時間を指します。保持時間が長すぎると過度の応力が生じ、生産サイクルが長くなる可能性があります。一方、保持時間が短いと、寸法が不安定になり、収縮が生じる可能性があります。.
最適な保持時間は製品の寸法によって異なります。大型または厚みのある製品には、より長い保持時間が必要です。望ましい結果を得るには、保持時間を適切に理解し、調整することが重要です。.
| 製品タイプ | 推奨保管時間 |
|---|---|
| 大きな壁/厚い壁 | より長い |
| 小さい/薄い壁 | 短い |
金型温度:バランスの取れた動作
金型温度は製品の品質を決定づける上で重要な役割を果たします。高温は型離れを困難にし、変形を引き起こす可能性があります。一方、低温は表面品質の低下や内部応力の増加につながる可能性があります。.
金型温度の調整には、プラスチックの種類、製品の形状、サイズを考慮する必要があります。結晶性プラスチックの場合は一般的に温度が高い方が望ましいですが、非晶性プラスチックの場合は温度を下げることをお勧めします。金型温度8欠陥を最小限に抑え、仕上がり品質を向上させるために不可欠です。
これらの要素を批判的に検討することで、メーカーは一般的な保管段階の課題を軽減し、効率を向上させて優れた製品結果を得ることができます。.
保持圧力が高いと過度のストレスが発生します。.真実
保持圧力が高くなると内部応力が増加し、型から取り出すのが難しくなります。.
金型温度が低いため表面品質が向上します。.間違い
金型温度が低いと表面品質が低下する可能性があります。.
結論
射出速度、圧力、温度を最適化することは、プラスチック射出成形における品質と効率を向上させる鍵となります。これらの知見を心に留め、実験を重ねることで、生産性の向上を実現しましょう。
-
正しい速度設定による金型の損傷の回避について学習します。: 一般的に、同じ射出速度では、射出圧力が高いほどプラスチックの流動性が向上し、寸法精度が向上します。 ↩
-
品質を維持しながらサイクル タイムを最適化する戦略を検討します。: 射出速度、圧力、冷却時間の間の適切なバランスを維持することは、高品質で欠陥のない成形品を実現するために重要です。 ↩
-
効率的な射出圧力の最適化のための高度なテクニックを学びます。: 射出成形プロセス最適化の手順 · 1. ツールの機能検査 · 2. ショート ショット テスト · 3. ゲート シールの研究 · 4. サンプル部品の評価/データ… ↩
-
正確なバレル温度が溶融粘度と製品品質にどのように影響するかを学びます。: ここでは、ノズル本体とチップとともに、適切に設定する必要がある射出成形機の 4 つの基本的なバレル ゾーンを示します。. ↩
-
金型温度が表面仕上げと応力レベルにどのように影響するかを確認します。: ABS やポリカーボネートなどの非晶質ポリマーでは、金型温度が高いほど成形時の応力が低くなり、結果的に成形性が向上します。 ↩
-
製品の一貫性を高めるために冷却時間を調整するための戦略を検討します。: 射出成形サイクル時間または冷却時間は、射出成形プロセスの効率を向上および維持するための主要な要素の 1 つです。. ↩
-
成形における最適な保圧設定のための戦略をご覧ください。保圧と速度は通常、上側射出圧力と速度の50%~65%です。つまり、保圧は約0.6~0.8… ↩
-
金型温度の精密制御が品質に不可欠な理由をご覧ください。安定した金型温度は成形収縮の変動を抑え、寸法安定性を向上させます。結晶性プラスチックの場合、高温金型温度は… ↩






