

プラスチック射出成形の複雑な世界では、特に効率と品質に関しては、あらゆる細部が重要です。精度がすべての違いを生む、充填および保持の段階をマスターする技術を見てみましょう。
プラスチック射出成形における充填および保持段階を最適化するには、製品仕様と材料特性に応じて射出速度、圧力、温度を調整します。これらの調整は、メルトの流れと冷却を制御し、欠陥を減らし、製品の品質を向上させるのに役立ちます。
しかし、そこで止まらないでください!各パラメータのより深い意味を調査し、成形プロセスを真に変革する戦略を明らかにしましょう。
射出速度は成形時の表面品質に影響を与えます。真実
射出速度を調整するとメルト フローに影響があり、表面仕上げに影響します。
射出速度は成形品質にどのような役割を果たしますか?
射出速度はプラスチック成形品の品質を決定する極めて重要な要素です。このパラメータを調整すると、製品の表面仕上げ、寸法安定性、構造の完全性に大きな影響を与える可能性があります。
射出速度は、プラスチック溶融物が金型キャビティにどのように流れ込むかに影響を与え、表面品質と内部応力に影響を与えます。速度が速いと焼き跡などの欠陥が生じる可能性があり、速度が遅いと充填が不完全になる可能性があります。製品仕様に応じたバランス速度により、最適な成形品質が保証されます。
射出速度のダイナミクスを理解する
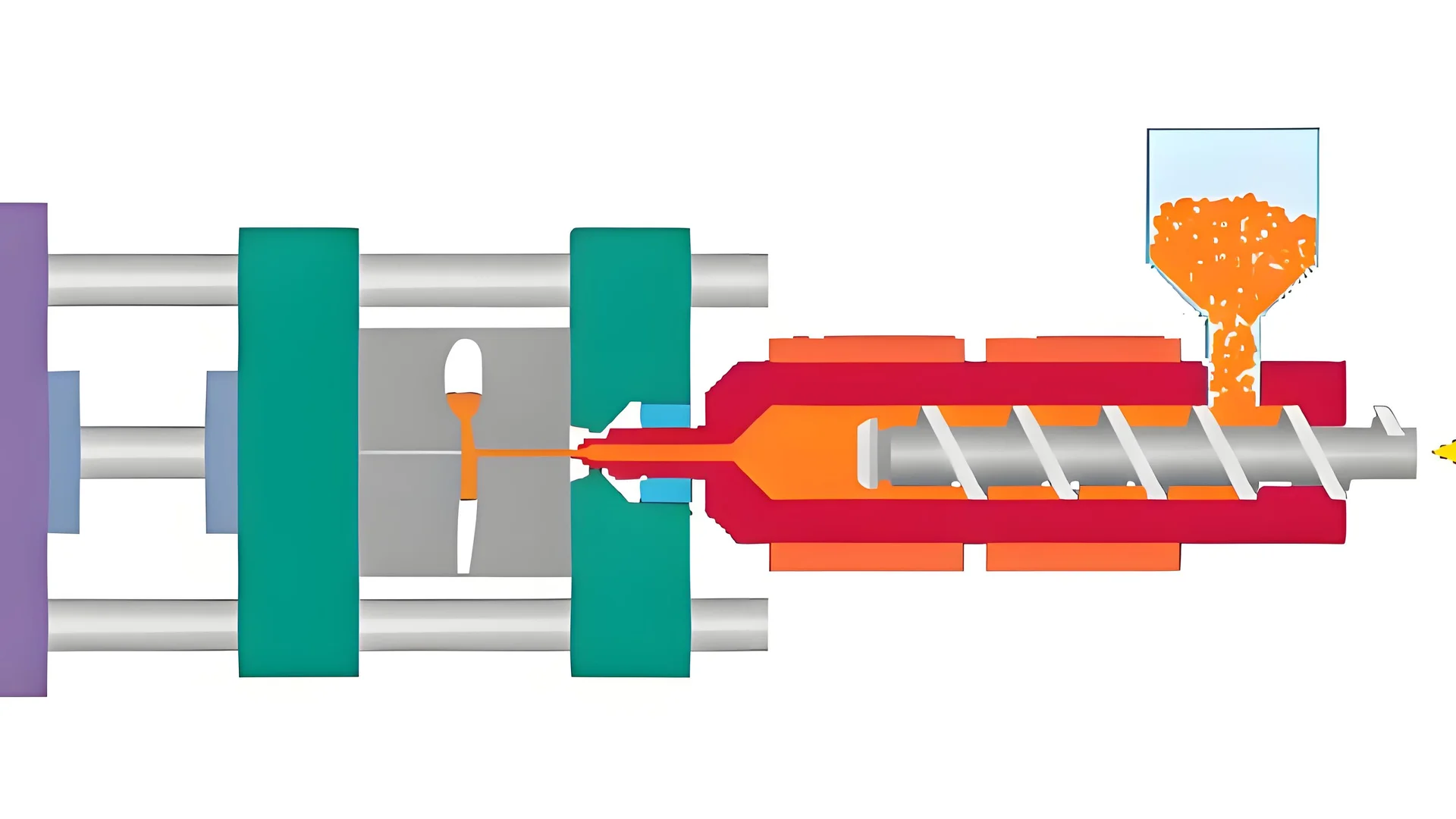
プラスチック射出成形では、射出速度によって、溶融プラスチックが金型キャビティに押し込まれる速度が決まります。このプロセスは、材料がキャビティをどの程度うまく満たし、金型の複雑な部分に密着するかを決定するため、非常に重要です。
-
射出速度が速い:射出速度が速すぎると、溶射や焼き付きなどの現象が発生する可能性があります。溶融スプレーは材料の不均一な分布を引き起こし、多くの場合、外観上の欠陥や構造領域の弱体化を引き起こします。一方、薄肉の製品には高速が有利であり、冷却が始まる前に溶融物がキャビティを素早く満たすことができます。
-
射出速度が遅い: 逆に、射出速度が遅すぎると、金型が完全に充填されないショート ショットやフロー マークなどの問題が発生する可能性があります。これらの欠陥は、最終製品の美的側面と機能的側面の両方を損ないます。
| 射出速度 | 利点 | 短所 |
|---|---|---|
| 速い | 薄い壁の素早い充填 | 焼け跡、溶射 |
| 遅い | 複雑な形状の制御された塗りつぶし | ショートショット、フローマーク |
アプリケーションベースの速度調整
射出速度の調整は、製品の設計および材料特性と密接に調整する必要があります。
-
薄肉製品: 一般に射出速度は高い方が好ましいです。このアプローチにより、溶融物がキャビティに急速に充填され、完全に充填される前に固化する可能性がある冷却時間を最小限に抑えることができます。
-
厚肉製品: 成形後の反りや亀裂につながる可能性のある内部応力が軽減されるため、速度を低くすると有利なことがよくあります。充填速度を制御することにより、メーカーは壁の厚さと密度の均一性を維持できます。
製品の品質への影響
射出速度を適切に調整することは、表面の美しさに影響を与えるだけでなく、構造の完全性を維持する上でも重要な役割を果たします。たとえば、適切に調整された速度設定は、金型の損傷1 、製品のバリ、さらには使用中の故障につながる可能性のある過度の内部応力を防ぎます。
さらに、適切な速度を選択することは、サイクル タイムと製品品質2、最終的には生産効率と費用対効果に影響を与えます。
結論
射出速度は射出成形における多くのパラメータの 1 つにすぎませんが、その役割は間違いなく重要です。温度や圧力などの他の要因とどのように相互作用するかを理解することで、メーカーはプロセスをより適切に最適化し、製品の品質を向上させることができます。
射出速度が速いと火傷が生じる可能性があります。真実
速度が速いと摩擦と温度が上昇し、火傷の原因となります。
射出速度を遅くすると、あらゆる欠陥が排除されます。間違い
速度が遅いと、ショートショットやフローマークなどの欠陥が発生する可能性があります。
さまざまなプラスチックに合わせて射出圧力を最適化するにはどうすればよいですか?
射出圧力は成形品質に極めて重要ですが、プラスチックの種類によって異なります。正しく調整すると、効率と製品の完全性の両方が向上します。
射出圧力の最適化には、プラスチックの流動性、製品設計、肉厚に基づいて圧力を調整することが含まれます。適切なキャリブレーションにより、欠陥が最小限に抑えられ、金型の充填効率が最大化されます。
射出圧力の役割を理解する
射出圧力は、金型キャビティへの溶融プラスチックの流れに影響を与える重要なパラメータです。この圧力を最適化することで、メーカーはフラッシングやショートショットなどの潜在的な欠陥を最小限に抑えながら、複雑な形状を効率的に充填することができます。理想的な射出圧力は、使用するプラスチックの種類、製品の寸法、壁の厚さなどのさまざまな要因によって決まります。
射出圧力に影響を与える要因
1. 塑性流動性
- 流動性の低いプラスチック:金型を完全に充填するには、より高い射出圧力が必要です。たとえば、ポリカーボネート (PC) は粘度が高いため、多くの場合、圧力を上げる必要があります。
- 流動性の良いプラスチック:より低い圧力で十分であり、金型の損傷や過剰なバリのリスクが軽減されます。優れた流動特性で知られるポリプロピレン (PP) がその例です。
2. 製品設計の考慮事項
- 複雑な形状:より高い圧力により、複雑なデザインを充填するのに役立ちます。これは、固化を防ぐためにキャビティを迅速に充填する必要がある、詳細な機能や薄壁を備えた製品にとって非常に重要です。
- よりシンプルな設計:これにより、減圧設定が可能になり、エネルギーが節約され、金型の寿命が延長されます。
| プラスチックタイプ | 推奨圧力範囲(MPa) |
|---|---|
| ポリカーボネート | 80-150 |
| ポリプロピレン | 40-90 |
圧力と他のパラメータのバランスをとる
射出速度:射出速度が速いと、特定のシナリオ、特に充填時間が速いことで早期冷却が防止される薄肉部品の場合、低い圧力を補うことができます。
バレル温度:適切な温度を設定すると流動性が向上し、高圧の必要性が軽減される可能性があります。たとえば、結晶性プラスチックでは、粘度を効果的に下げるためにより高い温度が必要になる場合があります。
実用的なアプリケーション
- 自動車部品のケーススタディ:自動車部品の製造では、材料の特性や部品の機能 (ダッシュボードと内部ブラケットなど) に応じて射出圧力を調整することで、生産効率と部品の品質を大幅に向上させることができます。
これらの変数を理解することで、メーカーは射出圧力を戦略的に3 、さまざまな成形シナリオで最適な結果を達成できます。この適応的なアプローチにより、無駄を削減し、機器の寿命を延ばすことで、品質だけでなくコスト効率も保証されます。
ポリカーボネートはポリプロピレンよりも高い射出圧力を必要とします。真実
ポリカーボネートは粘度が高いため、金型の充填にはより大きな圧力が必要です。
よりシンプルな製品設計には、より高い射出圧力が必要です。間違い
より単純な設計では、多くの場合、より低い圧力が必要となり、エネルギーと金型の寿命が節約されます。
射出成形において温度管理が重要なのはなぜですか?
温度制御の精度は、射出成形製品の品質を左右します。それが重要な理由は次のとおりです。
射出成形における温度制御により、適切なメルトフローが確保され、反りなどの欠陥が防止され、製品全体の品質が向上します。材料特性や製品設計に基づいてバレル、金型、冷却温度を調整することは、一貫した高品質の生産には不可欠です。

バレル温度の役割
バレル温度は、溶融プラスチックの流動性に大きな影響を与えます。このパラメータを調整することで、メーカーは溶融粘度を制御し、溶融粘度が金型キャビティに効果的に充填されるようにすることができます。たとえば、結晶性プラスチックは一般に、適切な流動性を得るために非晶質タイプと比較してより高いバレル温度を必要とします。
正確に管理されたバレル温度4により、プラスチックの流動性を維持しながら、プラスチックの分解を防ぎます。過度の温度は材料の劣化を引き起こし、最終製品の強度や外観に影響を与える可能性があります。一方、温度が低すぎると充填が不完全になり、ショートショットが発生する可能性があります。
金型温度の最適化
金型温度は製品の冷却速度に直接影響し、これは製品の構造的完全性と表面仕上げにとって重要です。金型温度 5 を高くすると、表面品質が向上し、内部応力が軽減されますが、脱型プロセスが複雑になる可能性があります。ただし、温度が低いとサイクルタイムは早まりますが、表面仕上げが悪くなり、残留応力が増加する可能性があります。
結晶性プラスチックの場合、製品に望ましい結晶化度を達成するには、高い金型温度を維持することが不可欠です。逆に、非晶質プラスチックは金型温度を低くすることで不要な応力を防ぐことができます。
冷却時間の考慮事項
冷却ステージはプラスチック部品の形状を固めます。制御された冷却により、製品寸法の不一致につながる反りや収縮が防止されます。部品の肉厚とサイズに応じて冷却時間を調整する6 こと
肉厚の製品では、部品全体を均一に冷却するために、通常、より長い冷却時間が必要になります。薄肉の製品の場合、冷却時間は短くても十分ですが、歪みを避けるように注意する必要があります。
温度と圧力および時間のバランスをとる
温度調整は、充填段階と保持段階の両方での圧力および時間の設定と密接に関連しています。最適な結果を得るには、特定の材料および製品設計要件に基づいて 3 つのパラメータすべてを調和させる必要があります。この総合的なアプローチにより、成形部品が一貫して品質基準を満たしていることが保証されます。
要約すると、射出成形内の細心の温度制御は、製品の品質を向上させるだけでなく、欠陥を最小限に抑え、生産バッチ全体での一貫性を確保することにより、製造効率を最適化します。
バレル温度は射出成形における溶融粘度に影響を与えます。真実
バレル温度を調整することでプラスチックの流動性を制御し、金型への充填を確実にします。
金型温度を低くするとサイクル時間は短縮されますが、応力は増加します。真実
温度が低いとサイクルは早くなりますが、表面仕上げが悪くなる可能性があります。
開催段階での共通の課題は何ですか?
プラスチック射出成形における保持段階の操作には、製品の品質と製造効率に影響を与える可能性のある明確な課題が存在します。
プラスチック射出成形の保持段階における一般的な課題には、過剰な内部応力、収縮マーク、脱型の困難などが含まれます。これらの問題は保持圧力、保持時間、金型温度の設定が不適切なことから発生するため、最適な結果を確保するには製品特性に基づいた正確な調整が必要です。

圧力を保持することの役割を理解する
保圧は、充填後にキャビティに追加のプラスチック溶融物を注入することで冷却収縮を補償するため、非常に重要です。設定値が高すぎると、内部応力が過剰になり、脱型が困難になる可能性があります。逆に、圧力が低すぎると、収縮跡が生じたり、サイズが不安定になったりする可能性があります。
これらの課題を解決するには、製品の形状、サイズ、壁の厚さを考慮することが重要です。より大きな製品やより厚い製品には通常、より高い保持圧力が必要ですが、より小さな製品やより薄い製品は圧力を下げると有利になります。保持圧力7 を効果的に調整すると、製品の品質に大きな影響を与える可能性があります。
保持時間の重要性
保持時間とは、プラスチック溶融物が保持圧力下に維持される時間を指します。保持時間が長すぎると過剰な応力が生じ、生産サイクルが長くなる可能性がありますが、保持時間が短いとサイズが不安定になったり、収縮したりする可能性があります。
最適な保持時間は製品の寸法によって異なります。より大きなアイテムや厚いアイテムの場合は、より長い時間が必要になります。望ましい結果を達成するには、保持時間を理解し、適切に調整することが重要です。
| 製品タイプ | 推奨保持時間 |
|---|---|
| 大きい/厚い壁 | より長い |
| 小さい/薄い壁 | 短い |
金型温度: バランスを取るための手段
金型温度は製品の品質を決定する上で極めて重要な役割を果たします。高温では脱型が複雑になり、変形が生じる可能性がありますが、低温では表面品質が低下し、内部応力が増加する可能性があります。
金型温度を調整するには、プラスチックの種類、製品の形状、サイズを考慮する必要があります。結晶性プラスチックの場合、一般に温度が高い方が優れています。非晶質プラスチックの場合は、温度を下げることをお勧めします。金型温度8 の、欠陥を最小限に抑え、仕上げ品質を向上させるために不可欠です。
これらの要因を批判的に検討することで、メーカーは保持ステージの一般的な課題を軽減し、効率の向上と優れた製品の結果につながることができます。
保持圧力が高いと過度の応力が発生します。真実
保持圧力が高いと内部応力が増大し、脱型が困難になります。
金型温度が低いため、表面品質が向上します。間違い
金型温度が低いと、表面品質が低下する可能性があります。
結論
射出速度、圧力、温度を最適化することは、プラスチック射出成形の品質と効率を向上させる鍵となります。これらの洞察を心に留めて実験し、生産が改善されるのを観察してください。
-
正しい速度設定による金型の損傷の回避について学びましょう。: 一般に、同じ射出速度では、射出圧力が高いほどプラスチックの流動能力が向上し、寸法精度が向上します。 ↩
-
品質を維持しながらサイクル タイムを最適化する戦略を検討します。: 高品質で欠陥のない成形品を実現するには、射出速度、圧力、冷却時間の適切なバランスを維持することが重要です。 ↩
-
効率的な射出圧力の最適化のための高度なテクニックを学びます。: 射出成形プロセス最適化へのステップ · 1. ツールの機能検査 · 2. ショート ショット テスト · 3. ゲート シールの検討 · 4. サンプル部品の評価/データ … ↩
-
正確なバレル温度が溶融粘度や製品の品質にどのような影響を与えるかを学びましょう。 ここでは、ノズル本体とチップとともに、適切にセットアップする必要がある射出成形機の 4 つの基本的なバレル ゾーンを示します。 ↩
-
金型温度が表面仕上げと応力レベルにどのような影響を与えるかを確認します。: ABS やポリカーボネートなどの非晶質ポリマーでは、金型温度が高いほど、成形時の応力レベルが低くなり、その結果、成形品の品質が向上します。 ↩
-
製品の一貫性を高めるために冷却時間を調整する戦略を検討します。: 射出成形サイクル タイムまたは冷却時間は、射出成形プロセスの効率を向上および維持するための主要な要素の 1 つです。 ↩
-
成形時に最適な保持圧力を設定するための戦略を見つけてください。保持圧力と速度は通常、最高射出圧力と速度の 50% ~ 65% です。つまり、保持圧力は約100ppmである。 0.6 ~ 0.8 … ↩
-
正確な金型温度制御が品質にとって重要である理由を学びましょう。金型温度が安定すると、成形収縮の変動が減少し、寸法安定性が向上します。結晶性プラスチック、高モールド用… ↩




