

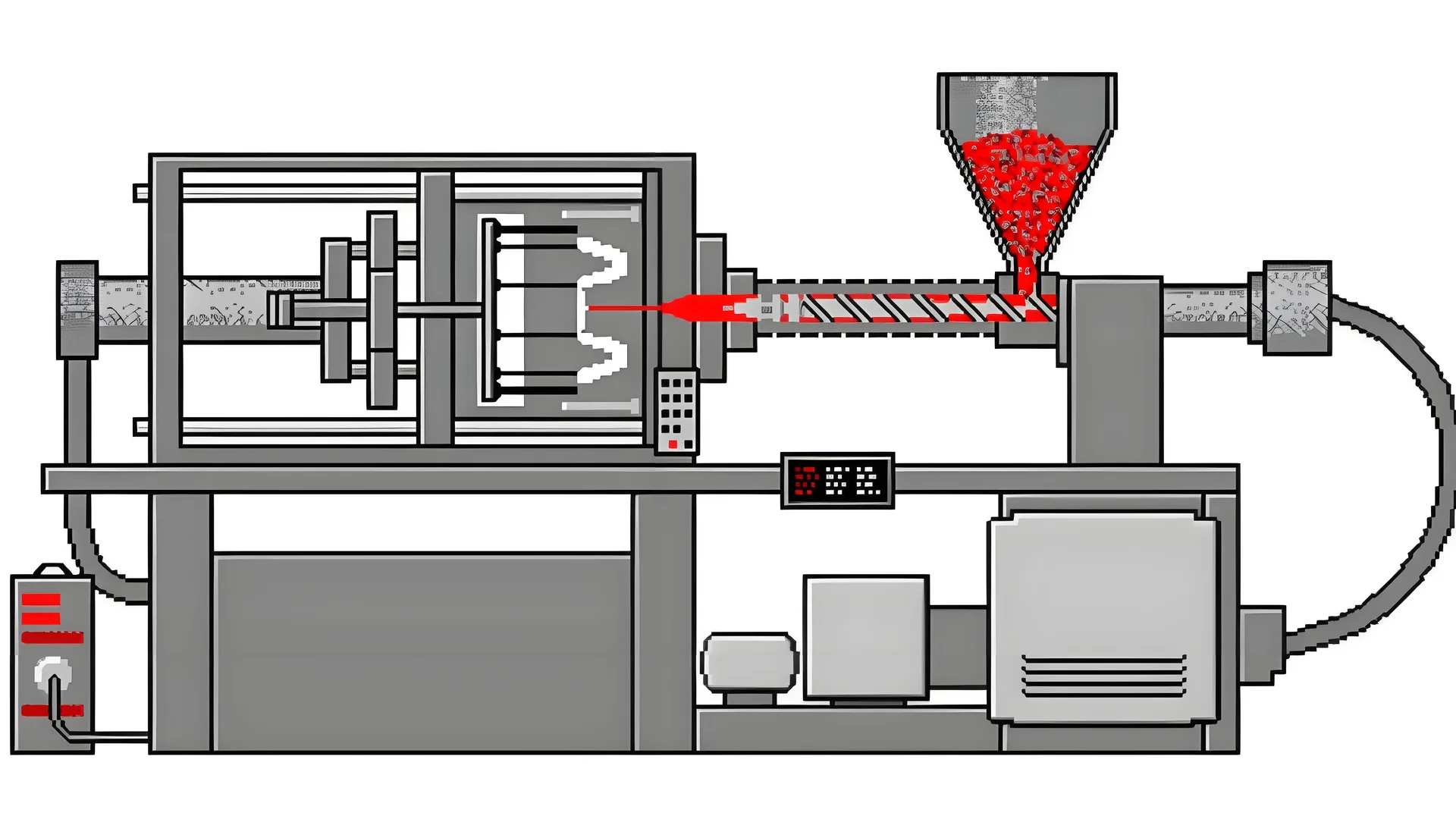
製品を見て、こんなにシンプルに見えるものがどうしてこんなに複雑なのかと不思議に思ったことはありませんか?魅力的な射出成形の世界に飛び込んでみましょう!
射出成形製品の肉厚ムラは、金型設計の不備、金型製造の精度不足、射出圧力の不安定さ、材料選定の不備といった要因によって発生することがよくあります。これを最適化するには、金型設計の改良、プロセスパラメータの安定化、適切な材料選定といった対策が必要です。.
この概要では、肉厚の不均一性の原因と解決策を概説していますが、製造プロセスを効果的にトラブルシューティングし、最適化するには、より深い理解が不可欠です。射出成形の成果を向上させるための詳細な戦略については、以下をお読みください。.
金型の設計は壁の厚さの均一性に影響します。.真実
金型設計は、キャビティ設計とゲートの位置を通じて壁の厚さに影響します。.
金型設計は壁の厚さにどのように影響しますか?
金型設計は、射出成形製品の肉厚均一性を決定する上で極めて重要であり、精度と最適化が求められます。.
金型設計は、キャビティ設計、ゲート位置、製造精度といった要素を通じて、肉厚に影響を与えます。最適化されていない金型は、肉厚のばらつきを引き起こし、製品品質に影響を与える可能性があります。.

キャビティ設計の影響
キャビティ設計は金型設計の基本であり、最終製品の肉厚に直接影響します。キャビティの肉厚が不均一に設計されている場合、製品の一部が厚すぎたり薄すぎたりする可能性があります。これは、複雑な形状の製品でよく発生し、特定の領域に必要以上に材料が設計されてしまうことがあります。.
前流動シミュレーションソフトウェアを活用して金型設計を最適化する。これにより、製品全体の肉厚が均一になり、欠陥の発生確率が低減します。
ゲートの位置の重要性
溶融樹脂が金型キャビティに流入するゲートの位置も重要な要素です。ゲートの位置が不適切だと、材料の分布が不均一になる可能性があります。例えば、ゲートが特定の部分に近すぎると、その部分が先に充填され、厚みが増してしまう可能性があります。.
複数のゲートや潜在ゲートを使用することで、キャビティ全体にわたる樹脂の流れを均衡させ、より均一な分布を実現できます。このアプローチにより、材料の過剰または不足領域を最小限に抑えることができます。.
製造精度が重要
正確な製造は、均一な肉厚を維持するために不可欠です。金型製作工程において、工具の摩耗や組立精度の不正確さなど、あらゆる誤差がキャビティ寸法の偏差につながる可能性があります。こうした小さな誤差が蓄積され、最終製品の肉厚が不均一になることがあります。.
高精度CNC工作機械を導入し、金型の整合性を定期的にチェックすることで、これらの問題を軽減できます。さらに、金型組立時に厳しい公差を確保することで、製品品質の安定化にも貢献します。.
結論
要約すると、金型設計は、キャビティ設計、ゲート位置、製造精度など、様々な要因を通じて肉厚に複雑に影響を与えます。高品質な製品を実現するには、各部品を綿密に設計・製造する必要があります。これらの領域に重点を置くことで、メーカーは射出成形の成果を大幅に向上させることができます。.
キャビティ設計は壁の厚さの均一性に影響します。.真実
キャビティ設計は材料の流れを決定することで壁の厚さに直接影響を及ぼします。.
ゲートの位置は壁の厚さに影響しません。.間違い
ゲートの配置が不適切だと、材料の分布が不均一になる可能性があります。.
射出圧力は壁面均一性にどのような役割を果たすのでしょうか?
射出圧力は、成形品の肉厚の均一性を決定する重要な要素です。.
射出圧力は、金型キャビティ内の樹脂流動に影響を与えることで、壁面の均一性に影響を与えます。圧力が高いと過充填や肉厚の増加につながる可能性があり、圧力が低いと充填不足や肉薄のリスクがあります。圧力を一定に保つことで、材料の均一な分布が確保されます。.
射出圧力の理解
射出圧力とは、射出成形機が溶融プラスチックを金型キャビティに押し込むために発揮する力です。この圧力の一貫性は、均一な肉厚を実現するために不可欠です。.
圧力が壁の厚さに与える影響
-
射出圧力が高い場合:圧力が高すぎると、樹脂の流動速度が速すぎて、オーバーフィル(過剰充填)につながる可能性があります。これにより、ゲート付近の材料が流入する部分の肉厚が増加する可能性があります。時間が経つと、反りやストレスマークなどの欠陥が発生する可能性があります。
-
射出圧力が低い:逆に、圧力が不十分だとキャビティが完全に充填されず、肉厚が薄くなったり、部品が不完全になったりする可能性があります。これは最終製品の構造的完全性を損なう可能性があります。
射出圧力の安定化
-
監視システム:圧力センサーなどのリアルタイム監視システムを組み込むことで、注入プロセス全体を通して圧力を一定に保つことができます。これらのシステムは圧力変動を検知し、即座に調整することができます。
-
油圧システムのメンテナンス:機械の油圧システムを定期的にメンテナンスすることで、正しく機能することが保証され、圧力低下や急上昇のリスクが最小限に抑えられます。
実例:射出圧力の校正
目標壁厚 2mm のプラスチックケースを製造するシナリオを考えてみましょう。
| ステップ | アクション | 期待される結果 |
|---|---|---|
| 1 | 材料の仕様に基づいて初期圧力を設定します。. | 空洞の初期充填。. |
| 2 | センサーを使用して圧力の一貫性を監視します。. | 変動を検出して調整します。. |
| 3 | 壁の厚さの測定値に基づいて圧力を段階的に調整します。. | 部品全体で目標の均一性を実現します。. |
射出圧力のさらなる探究2
射出圧力が温度や金型設計などの他の変数とどのように相互作用するかを詳しく調べることで、射出成形プロセスを微調整するための追加の洞察が得られます。.
射出圧力を理解して制御することで、製造業者は製品の品質を大幅に向上させ、すべての製品が正確な仕様を満たし、確実に機能することを保証できます。.
射出圧力が高くなると、過充填が発生します。.真実
過度の圧力によりプラスチックが急速に押し出され、過剰充填につながります。.
低い射出圧力により厚い壁が確保されます。.間違い
圧力が不十分だと充填不足となり、壁が薄くなります。.
壁の厚さを一定に保つために材料の選択が重要なのはなぜですか?
適切な材料を選択することは、射出成形で一貫した壁厚を実現する上で極めて重要であり、製品の信頼性と性能に直接影響します。.
射出成形プロセスにおいて、材料によって流動性と収縮率が異なるため、均一な肉厚を得るには材料選定が不可欠です。適切な特性を持つ材料を選択することで、均一な流動と冷却が確保され、肉厚のばらつきが最小限に抑えられます。.

物質の流動性を理解する
材料の流動性は、金型キャビティへの充填のしやすさを決定します。流動性の高い材料は、複雑な形状にも均一に材料を行き渡らせ、壁厚の不均一化3。逆に、流動性の低い材料は、金型のあらゆる部分への材料の行き渡りが悪く、厚みが不均一になる可能性があります。
例えば、ABS(アクリロニトリル・ブタジエン・スチレン)などの非晶質プラスチックは、PP(ポリプロピレン)などの半結晶性プラスチックに比べて一般的に高い流動性を有します。製品設計に最適な流動性を持つプラスチックを選択することで、よりスムーズな流動と均一な壁面分布が確保されます。.
材料収縮の役割
材料によって冷却時の収縮率は異なります。この特性を金型設計や材料選定の際に考慮しないと、肉厚に大きな影響を与える可能性があります。収縮率が最小限の材料を選択することで、成形後の変形を防ぎ、製品全体にわたって均一な肉厚を確保できます。.
例えば、ナイロンのような材料はポリスチレンよりも収縮率が高いです。したがって、均一な肉厚を維持するためには、候補となる材料の収縮特性を理解することが不可欠です。.
水分含有量とその影響
プラスチック材料内の水分は成形中に蒸発し、気泡やボイドなどの欠陥を引き起こし、肉厚の均一性を損なう可能性があります。ポリカーボネートやナイロンなどの材料は、射出成形前に適切な乾燥を行うことで、最終製品の完全性と均一性を維持することが不可欠です。.
改質プラスチックの活用
標準的なプラスチックが肉厚の均一性に関する特定の要件を満たさない場合、改質プラスチックの使用が効果的です。強化プラスチックや難燃性プラスチックは、性能と安定性を向上させることができます。特殊な特性が求められる製品の場合、これらの改質により、肉厚の均一性を損なうことなく必要な特性を得ることができます。.
適切な材料を選択するには、流動性、収縮率、耐湿性、そして特定の性能要件といった要素を考慮する必要があります。サプライヤーとの協議や材料試験などを通じてこれらの特性を徹底的に分析することは、射出成形プロセスにおいて均一な肉厚を実現するために不可欠です。.
非晶質プラスチックは半結晶性プラスチックよりも流動性が高くなります。.真実
ABS のような非晶質プラスチックは、PP に比べて金型内での流動性が向上します。.
材料の収縮は壁の厚さの一貫性に影響しません。.間違い
収縮率が異なると、成形後の壁の厚さが不均一になる可能性があります。.
プロセス調整によって壁の厚さの一貫性をどのように改善できますか?
射出成形において一貫した壁厚を実現することは、製品の品質と信頼性を維持するための鍵となります。.
射出圧力の安定化、射出速度の最適化、保圧時間と圧力の調整といったプロセス調整は、射出成形製品の肉厚均一性を向上させる上で非常に重要です。これらの調整は、材料の流れと冷却を制御し、製品全体の均一性を確保するのに役立ちます。.

射出圧力の影響
均一な肉厚を実現するには、射出圧力の安定化が不可欠です。圧力変動は材料の流れを不均一にし、肉厚のばらつきにつながる可能性があります。油圧システムを定期的に点検することで、安定性を確保できます。圧力センサーを使用することで、リアルタイムのモニタリングが可能になり、金型全体にわたって均一な充填を維持するためのタイムリーな調整が可能になります。.
- 薄壁セクションでは、圧力を適度に下げることで、過剰充填を防ぐことができます。.
- 厚い部分では、適切な充填を確保するために圧力を高める必要がある場合があります。.
射出速度の最適化
材料を金型に射出する速度は、その分布と冷却に大きな影響を与えます。最適化された速度は、プラスチックの均一な流れを確保し、スプレーやボイドなどの欠陥のリスクを最小限に抑えます。.
- 高速にすると薄肉製品の流動性が向上しますが、厚い部分ではスプレーなどの問題を防ぐために低速が適しています。.
- 多段階の速度制御を実装することで、成形プロセスのさまざまな段階でカスタマイズされた流動ダイナミクスが可能になります。.
保持時間と圧力の調整
成形の冷却段階における保持時間と圧力の設定は非常に重要です。適切な調整を行うことで、収縮や過充填による不良を防ぐことができます。.
- 製品の寸法と材料の収縮率に基づいて最適な保持時間を決定するための実験を実施します。.
- 冷却中に徐々に保持圧力を下げることで、過剰充填を回避し、正確な壁の厚さを確保できます。.
材料の選択と処理の利点
プロセス調整が主な焦点となりますが、材料の選択も均一性を実現する上で補助的な役割を果たします。流動性に優れた材料を選択し、成形前に適切に乾燥させることが不可欠です。.
- 製品の要件に最適なものを選択するには、材料サプライヤーの技術データシート4を参照してください
- 湿気により壁の厚さが不均一になる可能性があるため、ナイロンなどの吸湿性素材から湿気を除去するには、乾燥機またはオーブンを使用します。.
射出圧力を安定させることで壁の厚さを均一にすることができます。.真実
一定の圧力により不均一な流れを防ぎ、均一な厚さを実現します。.
より厚い部分の場合は、より速い注入速度が理想的です。.間違い
厚い部分の場合は欠陥を避けるために速度を遅くする方がよいでしょう。.
結論
要約すると、金型設計は、キャビティ設計、ゲート位置、製造精度など、様々な要因を通じて肉厚に複雑に影響を与えます。これらの領域に重点を置くことで、メーカーは射出成形の成果を大幅に向上させることができます。.
-
均一な壁厚を実現するためのツールとテクニックをご紹介します。: 厚い部分を防ぐために特別な冷却装置を設計するよりも、部品の形状を変更して厚い部分をなくす方が効果的です。 ↩
-
圧力と材料流動の相互作用を理解し、金型設計を改善しましょう。3つ目は、高い射出圧力によって金型がパーティングラインで強制的に開く可能性があることです。これにより部品にバリが発生しますが、さらに重要なのは… ↩
-
射出成形において材料の流動性が製品の一貫性にどのように影響するかを学びます。: プラスチック成形材料の流動性とは、プラスチック製品の製造において射出成形金型内でプラスチック材料が流れる能力を指します。. ↩
-
製品ニーズに適した材料をお選びいただくために、詳細な仕様をご確認ください。標準材料データシートは、ほぼ全て室温で測定された性能特性で構成されています。さらに、性能… ↩






