

射出成形は現代の製造業の基礎ですが、最適な効率を達成するのは依然として課題です。.
ランナー設計は、溶融プラスチックの金型への流れを最適化することで、射出成形の効率向上に重要な役割を果たします。適切に設計されたランナーは、サイクルタイムの短縮、廃棄物の最小化、製品品質の安定化を実現し、最終的には成形プロセス全体の効率向上につながります。.
ランナー設計の基本原則を理解することは不可欠ですが、詳細な戦略とベストプラクティスを探求することで、射出成形工程を大幅に改善することができます。製造効率を劇的に向上させる具体的なランナー設計手法について、さらに詳しく見ていきましょう。.
ホットランナーシステムは射出成形における材料の無駄を最小限に抑えます。.真実
ホットランナーはプラスチックを溶融状態に保ち、固化した廃棄物を排除して効率を高めます。.
ホットランナーシステムとコールドランナーシステムの主な違いは何ですか?
ホットランナーシステムとコールドランナーシステムは成形において極めて重要であり、それぞれ異なる用途に独自の利点を提供します。.
ホットランナーシステムは、金型内でプラスチックを溶融状態に保つことで、無駄を省き、サイクルタイムを短縮します。一方、コールドランナーシステムでは、サイクルごとに固化したランナーを排出する必要があるため、材料の無駄は増えますが、初期コストは低くなる傾向があります。.
ホットランナーシステムの探求
ホットランナーシステムは、プラスチック材料がランナーを通って金型キャビティに流れ込む間、高温かつ液体状態を維持するように設計されています。このシステムは、いくつかの利点により、大規模生産において非常に効率的です。
- 廃棄物の削減: 各サイクルごとに排出する固化したランナーがないので、材料の廃棄物が最小限に抑えられます。
- サイクル タイムの改善: ホット ランナーは一定の温度を維持することで冷却フェーズを短縮し、全体的なサイクル タイムを短縮します。
- 一貫した品質: 安定した溶融温度により、製造される各部品の均一性が保証されます。
たとえば、バンパーなどの大型自動車部品の製造では、ホットランナーシステムによりプロセス全体にわたって最適なメルトフローが維持され、効率と製品品質の両方が向上します。.
コールドランナーシステムの理解
コールドランナーシステムは一般的により単純で、金型に切り込まれたシンプルな流路から構成され、溶融樹脂をキャビティに導きます。ランナーは成形品と共に固化し、各サイクルの最後に排出されます。主な特徴は以下のとおりです。
- 初期コストの低減: コールドランナー金型はシンプルなため、一般的に製造コストが低くなります。
- 材料使用の柔軟性: コールドランナーは、ホットランナーに比べて、より広範囲の材料と互換性があります。
- 設計の最適化: 短い直線ランナーを使用したり、最適な断面形状を選択したりして設計を最適化すると、効率を大幅に向上できます。
キャップやボタンなどの小さなプラスチック製品を製造するシナリオを考えてみましょう。コールドランナーシステムを使用すると、ランナーの設計を改良することで妥当な効率を達成しながらコスト効率を高めることができます。.
比較分析:ホットランナーシステムとコールドランナーシステム
| 特徴 | ホットランナーシステム | コールドランナーシステム |
|---|---|---|
| 材料廃棄物 | 最小限(存在する場合はスプルーのみ) | 高(ランナーは無駄) |
| 初期費用 | 高等(複雑系) | 下側(よりシンプルなデザイン) |
| サイクルタイム | より高速(固体ランナーを冷却する必要がない) | 遅い(ランナーはクールダウンする必要がある) |
| 材料の適合性 | 高温に耐えられる熱可塑性プラスチックに限定 | 幅広い熱可塑性プラスチック |
| メンテナンス | ヒーターとマニホールドシステムにより複雑化 | よりシンプルでメンテナンスの手間が少ない |
最終的に、ホットランナーシステムとコールドランナーシステムのどちらを選択するかは、生産量、材料の選択、コストの考慮といった要因によって決まります。高い効率と廃棄物の最小化が求められる大規模な生産では、ホットランナーが好まれることが多いです。一方、コールドランナーは、小規模な生産ロットや初期コストを最小限に抑える必要がある場合に最適な選択肢となります。これらの違いを、メーカーはプロセスをより適切に調整し、最適な効率を実現できます。
ホットランナーシステムは、固体ランナーを排除することで材料の無駄を削減します。.真実
ホットランナーはプラスチックを溶融状態に保ち、固形ランナーの無駄を防ぎます。.
コールドランナーシステムは、ホットランナーシステムよりもメンテナンスコストが高くなります。.間違い
コールドランナーはホットランナーよりもシンプルで、メンテナンスの必要性が少なくなります。.
ランナーサイズは射出成形の効率にどのように影響しますか?
ランナーのサイズは射出成形において極めて重要であり、効率と製品品質の両方に影響を及ぼします。.
ランナーサイズを調整すると、流動抵抗と材料使用量のバランスが取れ、射出成形効率が向上します。最適なランナーサイズは、圧力損失を最小限に抑え、材料の流れを効率化することで、サイクルタイムを短縮し、製品の安定性を向上させます。.
ランナー直径の影響を理解する
ランナー径は、射出成形プロセス2。適切に選択されたランナー径は、プラスチックの流動を最適化し、高い効率を達成するために不可欠です。
- 小径ランナー:小型部品や流動性に優れたプラスチックに最適で、材料の無駄を最小限に抑えます。ただし、慎重に選択しないと流動抵抗が増加し、サイクルタイムに影響を与える可能性があります。
- 大口径ランナー:大型部品や流動性の低いプラスチックに適しています。流動抵抗は低減しますが、大きすぎると材料の無駄が生じる可能性があります。
たとえば、携帯電話ケースのような小さなアイテムを製造する場合、直径 2 ~ 4 mm のものが求められることが多いですが、自動車のバンパーのような大きなアイテムを製造する場合、直径 10 mm 以上が必要になることがあります。.
ランナーの長さの重要性
圧力損失を減らし、プラスチックの早期冷却を防ぐために、ランナーの長さを最小限に抑える必要があります。.
- ショートランナー:流動時間を短縮するため効率的であり、迅速なサイクルを必要とする部品にとって重要です。
- ロングランナー:キャビティを充填する前にプラスチックが固化して、品質と効率に影響する可能性があります。
マルチポイント注入方式を実装すると、ランナーの長さを効率的に短縮できます。.
効率性を高めるランナーレイアウトの最適化
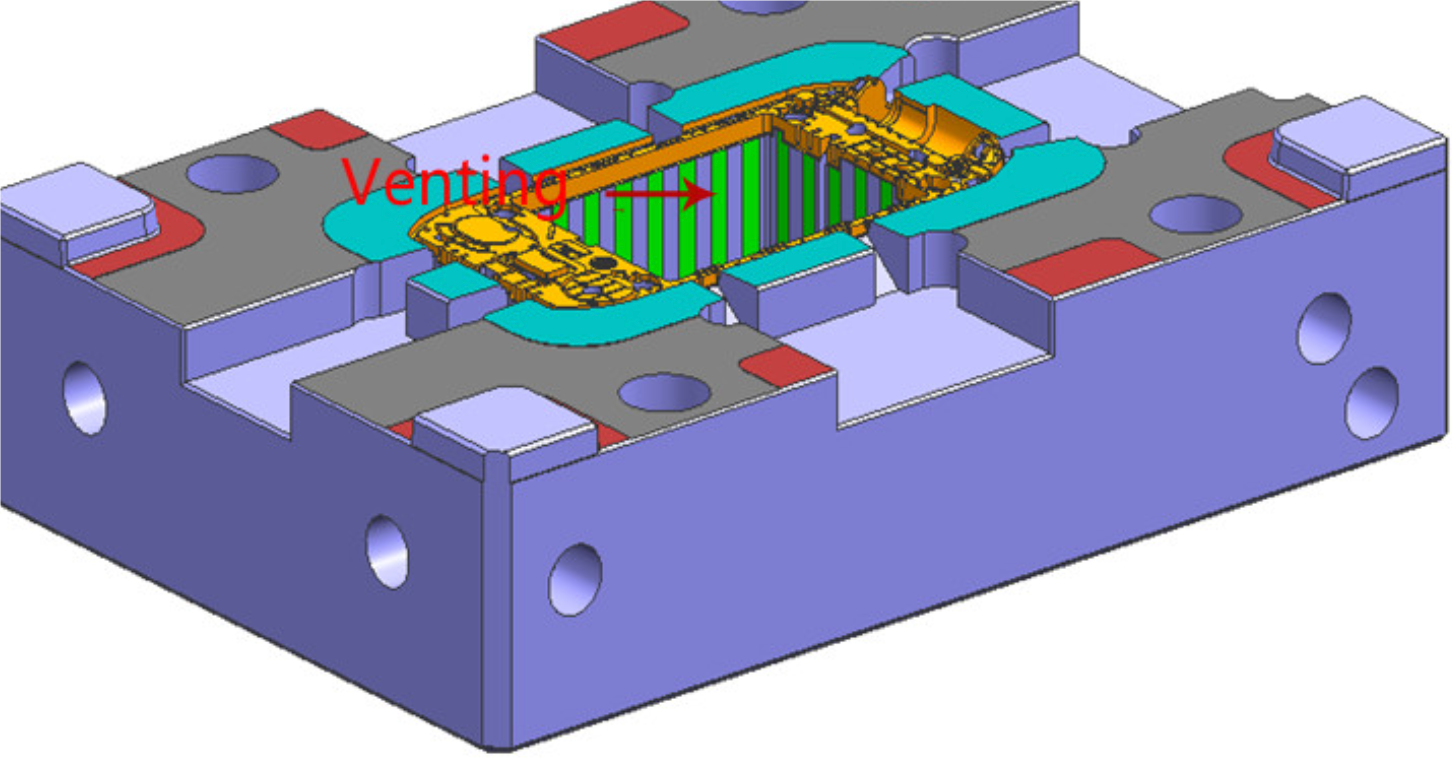
ランナーレイアウトを適切に計画すると、充填バランスが確保され、流動抵抗が最小限に抑えられ、効率が大幅に向上します。.
- バランスランナー設計:このアプローチにより、キャビティ全体に均等な圧力分散が保証され、過剰充填や充填不足を回避できます。
- スムーズな流路:ランナー設計における曲がり角やコーナーを減らすことで抵抗が最小限に抑えられ、流量が向上します。
ランナーバランスソフトウェア3を使用すると、理想的なレイアウトを実現できます。
材料特性の評価
流動性や収縮などの材料特性は、ランナーサイズの決定に大きく影響します。.
- 流動性の考慮:流動性の高いプラスチックには小さいランナーを使用できますが、流動性の低いプラスチックには効率を維持するために大きいサイズのランナーが必要です。
- 収縮係数:収縮率の高い材料では、成形後の寸法安定性を確保するためにランナー設計の調整が必要になる場合があります。
これらの要素を考慮すると、選択したランナー サイズが最適な射出成形結果をサポートすることが保証されます。.
ランナーが小さいほど、射出成形時の材料の無駄が減ります。.真実
ランナーが小さいと材料の使用量は最小限に抑えられますが、流動抵抗が増加する可能性があります。.
ランナー径が大きいほど、射出成形の効率が常に向上します。.間違い
ランナーが大きいと抵抗は減りますが、大きすぎると材料が無駄になる可能性があります。.
一貫した品質を保つためにバランスの取れたランナーレイアウトが不可欠なのはなぜですか?
射出成形における一貫した品質の確保は、ランナーレイアウトのバランスにかかっています。.
射出成形において、均一な品質を維持するためには、バランスの取れたランナーレイアウトが不可欠です。ランナーレイアウトは、キャビティへの均一な充填を保証し、充填不足や充填過多といった欠陥を防止し、成形品の品質を安定させます。ランナーレイアウトを最適化することで、メーカーはより高い効率と優れた製品安定性を実現できます。.
ランナーレイアウトの役割を理解する
ランナーレイアウト4は、射出成形プロセス中に溶融樹脂が各キャビティに均一に充填されることを保証するため、非常に重要です。この均一な充填は、一部のキャビティが過充填または過充填になった場合に発生する可能性のあるショートショット、バリ、反りなどの欠陥を回避するために不可欠です。一貫したランナーレイアウトは、すべてのキャビティにわたって安定した圧力と温度分布を可能にし、各成形品が必要な品質基準を満たすことを保証します。
バランスを実現するためのテクニック
-
ランナーバランスソフトウェア
ソフトウェアツールを活用することで、バランスの取れたランナーシステムの設計に役立ちます。これらのプログラムは、ランナーシステム内の樹脂の流れをシミュレーションし、設計者がサイズとレイアウトを調整して、均一な充填時間と圧力を実現するのに役立ちます。.
-
経験則
経験豊富な設計者は、最適なランナー寸法を計算する際に、しばしば経験則に頼ります。これらの計算では、キャビティ数、プラスチックの粘度、必要なサイクルタイムといった要素が考慮されます。.
-
枝の角度と長さを調整する
マルチキャビティ金型では、分岐の角度と長さを調整することで、樹脂を均一に分配することができます。具体的には、各キャビティに均等な量の材料が同期して供給されるように、ランナーの形状を微調整します。.
課題と解決策
課題:ランナーのバランスが崩れるとキャビティ充填にばらつきが生じ、部品の品質が一定しなくなる可能性があります。
解決策:合理化されたフロー チャネル5を使用してバランスの取れたランナー レイアウトを実装すると、圧力損失が最小限に抑えられ、サイクル時間が短縮されます。
ケーススタディ:バランスランナーによる効率向上
自動車部品用の複雑なマルチキャビティ金型を製造しているメーカーを例に挙げてみましょう。当初、ランナーレイアウトのアンバランスが原因で製品品質にばらつきが生じるという問題に直面していました。ソフトウェアシミュレーションと経験に基づく調整を含むバランスの取れた設計アプローチを採用することで、均一なキャビティ充填を実現しました。その結果、サイクルタイムが15%短縮され、部品の一貫性が大幅に向上しました。.
要約すると、バランスの取れたランナーレイアウトは、射出成形プロセスの効率を高めるだけでなく、各製品が厳格な品質基準を満たすことも保証します。.
バランスのとれたランナーレイアウトにより、射出成形の欠陥を防止します。.真実
バランスのとれたレイアウトにより均一な充填が保証され、反りなどの欠陥を防ぐことができます。.
アンバランスなランナーは成形プロセスのサイクル時間を短縮します。.間違い
ランナーのバランスが崩れると充填が不均一になり、サイクル時間が長くなる可能性があります。.
材料特性はランナー設計の決定にどのように影響しますか?
材料特性はランナー設計に直接影響し、最適な効率を得るためのフローチャネルのサイズとレイアウト調整を決定します。.
プラスチックの流動性や収縮といった材料特性は、ランナーの設計決定に大きな影響を与えます。ランナーのサイズとレイアウトを調整することで、これらの特性に対応し、スムーズな流れを確保し、無駄を削減し、製品品質を維持できます。これらの材料特性を理解することは、射出成形の効率を高めるために不可欠です。.
塑性流動性の理解
プラスチック材料の流動性は、射出成形プロセスにおけるランナーシステム内の流動性に影響します。例えば、ポリエチレンやポリプロピレンなどの材料は流動性が高く、ランナーサイズを小さくすることができます。これらの材料はランナーを通過するのに必要な力が小さいため、サイクルタイムとエネルギー消費量を削減できます。.
逆に、ポリカーボネートやポリフェニレンエーテルなど流動性の低いプラスチックの場合は、適切な流動を促進するためにランナーサイズを大きくする必要があります。この調整は、欠陥を防ぎ、溶融プラスチックが金型のあらゆる部分に効率よく行き渡るようにするために不可欠です。.
さらに、ランナーの長さも重要な要素となります。流動性の高いプラスチックの場合、圧力損失を最小限に抑え、早期冷却を防ぐため、短いランナーが推奨されます。流動性の低い材料の場合は、長いランナーが必要になる場合もありますが、流動全体にわたって十分な熱と圧力を維持できるよう、慎重に設計する必要があります。.
材料の収縮に関する考慮事項
収縮はランナー設計に影響を与えるもう一つの重要な要素です。ABS樹脂など、収縮率の高い材料を使用する場合は、ランナーの寸法を慎重に検討する必要があります。冷却時に材料が収縮する性質を補うために、ランナーの直径を大きくする必要がある場合もあります。また、設計に収縮マージンを設けることで、最終製品の寸法精度の低下を防ぐことができます。.
ランナーシステムのレイアウトも、収縮特性に基づいて調整する必要があります。適切に設計されたレイアウトは、収縮傾向にもかかわらず材料が金型に均一に充填されることを保証し、製品の均一性と品質を維持します。.
説明のために、材料特性とそれに対応するランナー設計への影響の比較を見てみましょう。
| 材料 | 流動性 | 収縮率 | ランナーサイズの提案 |
|---|---|---|---|
| ポリエチレン | 高い | 低い | 小さい |
| ポリカーボネート | 低い | 高い | 大きい |
| ポリプロピレン | 高い | 適度 | 小さい |
| ABS | 適度 | 高い | 大きい |
材料特性に合わせたランナー設計
様々な材料の固有の特性をランナー設計に組み込むには、緻密なアプローチが必要です。流動性や収縮率に加え、熱伝導率や耐薬品性といった要素も、最適な設計特性を決定する上で重要な役割を果たします。.
例えば、一部の材料では、プロセス全体を通して一定の温度を維持し、早期固化のリスクを最小限に抑えるためにホットランナーシステム6大量生産におけるコスト効率を最適化したコールドランナーシステム7
最終的には、材料特性を理解して活用することで、メーカーは射出成形プロセスを最適化し、廃棄物を削減し、サイクルタイムを改善し、高品質の出力を確保することができます。.
流動性の高いプラスチックには、より小さなランナーを使用します。.真実
流動性の高い材料は流動するのに必要な力が少なくて済むため、ランナーを小さくすることができます。.
ABS プラスチックは収縮率が低いです。.間違い
ABS プラスチックは収縮率が高いため、より大きなランナー設計が必要となります。.
結論
ランナー設計の最適化は、射出成形の効率向上に不可欠です。これらの知見を活用することで、メーカーはサイクルの高速化、無駄の削減、そして優れた製品品質を実現できます。.
-
ホットランナーシステムとコールドランナーシステムのどちらを選ぶべきか、詳細な情報をご覧ください。:ホットランナーシステムは、一般的にコールドランナーシステムよりもサイクルタイムが大幅に短縮されます。ランナーが不要になることで、… ↩
-
ランナー径が成形効率と品質にどのように影響するかを説明します。: ランナー径は重要な役割を果たします。ランナー径が小さすぎると、固化が速すぎて、充填するには有効なフロー チャネルが小さすぎる可能性があります。 ↩
-
ソフトウェアがランナーレイアウトの効率的な最適化にどのように役立つかを学びます。: Moldex3D Flow のパワーにより、メルトフロー挙動を明確に観察し、潜在的なウェルドラインを正確に検出し、ショートショットやエアトラップの問題などを検出できます。. ↩
-
均一な充填が欠陥のない成形に不可欠な理由を学びます。: この設計では、各キャビティで材料の流れがバランスよく保たれ、同時に充填されることが保証されます。たとえば、放射状ランナー、直線ランナー、Y 字型ランナーなどです。 ↩
-
圧力損失の低減がサイクル タイムを改善する仕組みについて説明します。: このブログ投稿では、カスタム射出成形を利用してプラスチック部品プロジェクトを効率化するための最適なアプローチを作成する 6 つの確実で繰り返し可能な手順について説明します。. ↩
-
ホット ランナーが温度の一貫性を向上させ、無駄を減らす仕組みについて説明します。: また、ホット ランナー システムでは、通常、より低い射出圧力を使用できるため、金型とプラテンのたわみが減り、フラッシュが抑えられます。 ↩
-
大量生産におけるコスト効率の高いメリットについてご紹介します。:コールドランナー金型は、メーカーにとって設計・製造コストがはるかに低く、はるかにシンプルです。これにより、金型コストとリードタイムの削減に役立ちます。 ↩






