ポリカーボネートを初めて手に取った時のことを覚えています。その強靭さと透明性に驚きました。製造現場で好まれる素材ですが、射出成形でどのように成形するのが最適なのでしょうか?
ポリカーボネートを効果的に射出成形するには、均一な壁厚を確保し、H13 鋼などの適切な金型材料を選択し、正確な乾燥条件を維持し、圧力や速度などの射出パラメータを最適化します。.
このセクションでは簡単な概要を説明しますが、各ステップについて詳しく学ぶことで、ポリカーボネート成形における特定の問題を理解し、解決するのに役立ちます。読み進めて、より良い結果を得るための詳細な情報と専門家のアドバイスをご覧ください。.
ポリカーボネートは ABS よりも耐熱性が高いです。.真実
ポリカーボネートは ABS よりも高い温度に耐えられるため、強度が増します。.
射出成形用ポリカーボネートの主な特性は何ですか?
ポリカーボネートは強度と有用性で知られており、射出成形に最も適しています。しかし、なぜこの方法に最適なのでしょうか?
ポリカーボネートの射出成形における主な特性としては、高い強度と靭性、優れた耐衝撃性、透明性、寸法安定性、優れた耐熱性などがあります。.
高い強度と靭性
ポリカーボネート(PC)は非常に強度と靭性に優れているため、射出成形に非常に適しています。長寿命が求められる部品の製造に最適です。ABS樹脂1、ポリカーボネートははるかに強度が高く、耐熱性にも優れています。ただし、コストが高く、加工が難しいという欠点があります。
透明で透き通る
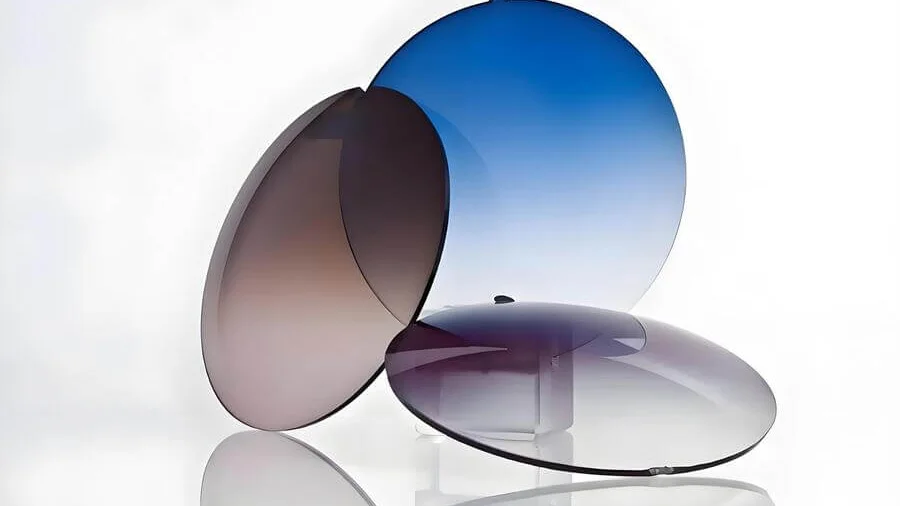
ポリカーボネートはガラスのように非常に透明です。眼鏡のレンズやその他の光学機器に最適です。光を曲げずに透過するため、光学分野2 。
体型維持
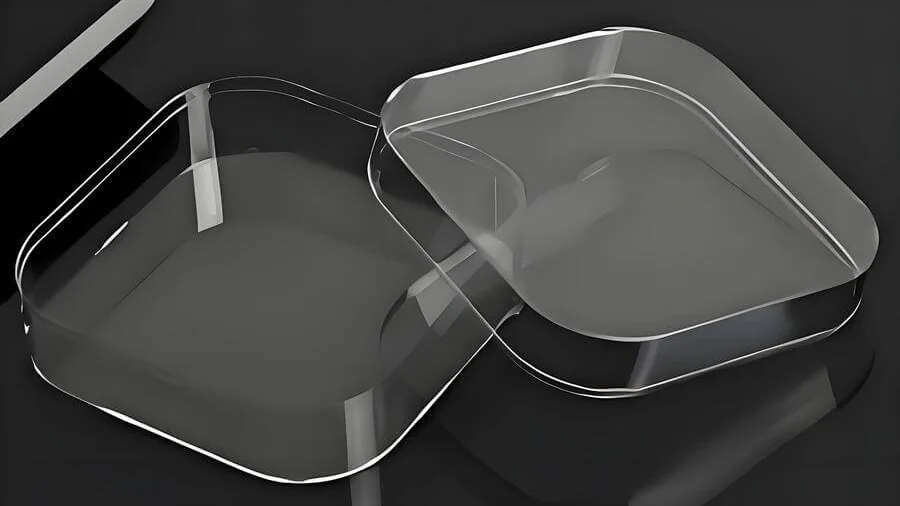
ポリカーボネートは、様々な条件下でも形状とサイズを維持します。この安定性は、携帯電話のカバーやコンピューターの画面など、精度が求められる用途において極めて重要です。.
耐熱性
ポリカーボネートは120~130℃までの高温にも耐え、強度を保ち、熱ストレス下でも変化しません。ガラス転移温度は約145~150℃です。.
他のプラスチックと比較
| 財産 | ポリカーボネート | ABS | PP | PVC |
|---|---|---|---|---|
| 強さ | 高い | 適度 | より低い | 低い |
| 耐熱性 | 素晴らしい | 適度 | 低い | 低い |
| 透明性 | 素晴らしい | 適度 | 低い | 低い |
| 環境への影響 | 無毒 | 様々 | 様々 | 環境に優しくない |
- PP と比較すると、ポリカーボネートはより強く、より頑丈で、より透明ですが、より密度が高く、より高価です。
- PVC と比較すると、ポリカーボネートは毒性がなく、耐熱性と強度に優れています。
用途
ポリカーボネートは、その有用な特性により、さまざまな用途に使用されます。
- エレクトロニクス:携帯電話ケースや電気部品に最適です。
- 自動車:ランプカバーやバンパーなどに使用されます。
- 構造: サンルームやカーテンウォールによく使用されます。
- 光学:レンズやその他の光学ツールに最適です。
これらすべての用途は、ポリカーボネートの特殊な特性から恩恵を受けています。これらの詳細を理解することで、メーカーは成形作業においてポリカーボネートをより効果的に活用し、優れた成果を達成できる可能性があります。.
ポリカーボネートは ABS プラスチックよりも強度が高くなります。.真実
ポリカーボネートはABSよりもはるかに高い強度を持っています。.
ポリカーボネートはPVCよりも透明性が低いです。.間違い
ポリカーボネートは PVC よりも優れた非常にクリアな視認性を提供します。.
射出成形用にポリカーボネートをどのように準備しますか?
ポリカーボネートを射出成形用に準備するには、いくつかの重要なステップがあります。適切な樹脂の選択は不可欠です。適切な乾燥条件の設定も非常に重要です。これらのプロセスの各段階は、優れた製品品質にとって非常に重要です。.
ポリカーボネートを射出成形用に準備するには、適切な PC 樹脂を選択し、水分を 0.02% 未満に下げるために徹底的に乾燥させ、品質を維持するために材料を乾燥した涼しい環境に保管する必要があります。.

適切なポリカーボネート樹脂の選び方
まず、射出成形に適したポリカーボネート(PC)を選びましょう。用途に合わせて、汎用タイプ、難燃性タイプ、光学用タイプなど、用途に合わせて最適なものを検討してください。それぞれの種類には、電子機器や自動車など、様々な業界に適した特性があります。.
たとえば、光学タイプは、眼鏡のレンズのように、優れた透視品質が求められるものに最適です。.
適切な乾燥条件
水分は、射出成形で製造されるポリカーボネート製品の品質に悪影響を及ぼす可能性があります。そのため、樹脂を乾燥させて水分を除去することが極めて重要になります。乾燥温度は120~130℃で4~6時間維持します。この工程で水分を0.02%以下にまで下げることで、気泡や強度低下などの問題を防ぐことができます。.
乾燥エリアをコントロールすることで、安定した結果が得られます。乾燥機を使用すると、温度と湿度を一定に保つのに役立ちます。.
ポリカーボネート樹脂の保管と取り扱い
ポリカーボネート樹脂は、水分の吸収による劣化を防ぐため、涼しく乾燥した場所を保管する必要があります。適切な保管場所とは、20~30℃の温度で相対湿度が60%以下の場所です。適切な保管は、材料の寿命を延ばし、加工に適した状態を保つのに役立ちます。.
設備と金型の準備
成形を始める前に、すべての機械と金型が清潔で汚れがないことを確認してください。耐熱性と強度に優れているため、H13鋼製の金型が推奨されます。金型の定期的な清掃や点検などのメンテナンスは、最終製品の美しい仕上がりにとって非常に重要です。.
射出成形パラメータの設定
射出設定の調整は、成形を成功させる上で非常に重要です。ポリカーボネートの流動性や特性に応じて、射出圧力、速度、スクリュー回転数を調整する必要があります。通常は、低い設定から始めて徐々に上げていくのが良いでしょう。そうすることで、成形品に負担をかけたり、成形不良を起こしたりすることなく、良好な結果が得られます。.
特定の目的に適したポリカーボネート樹脂の選択3と金型設定の改善について詳しく学ぶことはおそらく役立つでしょうから、製造目標に適した情報源を探し続けてください。
ポリカーボネート樹脂の乾燥は120℃~130℃で4~6時間かかります。.真実
乾燥条件が良好であれば水分含有量は 0.02% 未満となり、欠陥を回避できます。.
光学グレードのポリカーボネートは自動車部品に最適です。.間違い
光学グレードのポリカーボネートは、レンズなど高い透明度が求められる状況に適しています。.
ポリカーボネートの理想的な射出成形パラメータは何ですか?
ポリカーボネートの高品質な射出成形には、成形設定の精密な制御が不可欠です。これらの設定には、材料特性と製品設計に適した射出圧力、速度、温度が含まれます。.
ポリカーボネートの理想的な射出成形パラメータは、射出圧力を 100 ~ 150 MPa、射出速度を 30 ~ 80 mm/秒、スクリュー速度を 30 ~ 60 rpm に維持することで、最適な製品品質と最小限の欠陥を保証します。.
ポリカーボネートの特殊性を理解する
ポリカーボネート(PC)は、優れた耐衝撃性、透明性、熱安定性で知られており、電子機器、自動車、建設など、様々な業界で好んで使用されています。しかし、その独特な特性を最大限に引き出すには、射出成形パラメータに細心の注意を払う必要があります。.
射出圧力
ポリカーボネートの射出圧力は通常100~150MPaに設定されます。この範囲であれば、特に複雑な形状や厚肉の製品において、樹脂が金型に完全に充填されます。複雑な設計の場合、材料の流動性が低いため、より高い圧力が必要になる場合があります。.
射出速度
射出速度もまた、精密な調整が必要な重要なパラメータです。ポリカーボネートの場合、30~80mm/秒の射出速度が推奨されます。外観品質が重視される部品では、フローマークや融着線の発生を防ぐため、低速で射出することがよくあります。逆に、シンプルな設計では、高速で射出することで完全な充填を確保できます。.
スクリュー速度
スクリュー回転数は30~60rpmの範囲に維持する必要があります。この設定は、混合効率と熱劣化リスクのバランスをとるのに役立ちます。スクリュー回転数が高すぎると、ポリマーの過熱と劣化を引き起こし、最終製品の機械特性に影響を与える可能性があります。.
金型温度
適切な金型温度を維持することは、内部応力を低減し、良好な表面品質を確保する上で非常に重要です。ポリカーボネートの金型温度は通常80℃から110℃の範囲です。均一な金型温度は、反りや残留応力などの欠陥を最小限に抑えるのに役立ちます。.
冷却時間
寸法安定性を確保し、収縮を抑えるには、適切な冷却時間が不可欠です。冷却時間は肉厚と製品設計に依存しますが、サイクルタイムを過度に長くすることなく均一な凝固を可能にするために最適化する必要があります。.
表: ポリカーボネートの理想的な射出成形パラメータ
| パラメータ | 理想的な範囲 |
|---|---|
| 射出圧力 | 100~150MPa |
| 射出速度 | 30~80 mm/秒 |
| スクリュー速度 | 30~60回転 |
| 金型温度 | 80℃~110℃ |
| 冷却時間 | 厚さによります |
これらの理想的なパラメータを順守することで、製造業者は4 の射出成形、欠陥が最小限に抑えられ、生産コストが削減された高品質の製品を生み出すことができます。
ポリカーボネートの射出圧力は100~150MPaです。.真実
ポリカーボネートを金型にうまく充填するには、このレベルの圧力が必要です。.
ポリカーボネートの冷却時間は常に 10 分です。.間違い
冷却時間は壁の厚さや設計によって異なります。.
ポリカーボネートを使用する場合、一般的な射出成形欠陥をどのように回避できますか?
ポリカーボネートの射出成形における欠陥を防ぐには、材料の準備から金型の設計まで、多くの要素を正確に管理する必要があります。.
ポリカーボネートの一般的な射出成形欠陥を回避するには、壁の厚さを均一にし、金型の冷却を最適化し、圧力や速度などの射出パラメータを調整します。.

ポリカーボネートの材料特性を理解する
ポリカーボネート(PC)は、その強度と光学的透明性が高く評価されており、電子機器の筐体から光学レンズまで、幅広い用途に適しています。しかし、流動性が低いため(5) は高い温度と圧力が必要となり、適切に管理しないと欠陥につながる可能性があります。
均一な壁厚の設計
欠陥を回避する上で最も重要な要素の一つは、均一な肉厚を維持することです。ポリカーボネート部品は、収縮や内部応力といった問題を防ぐため、理想的には1~5mmの肉厚にする必要があります。複雑な設計の場合、応力集中を軽減するために、異なる肉厚を段階的に変化させることが不可欠です。.
適切な金型材料の選択
ポリカーボネートは成形温度が高いため、金型材料は高い耐熱性が必要です。強度と耐熱性から、H13やS136などの鋼種が推奨されます。これらの材料は、寸法安定性6と表面品質の維持に役立ちます。
| 鋼種 | プロパティ |
|---|---|
| H13 | 優れた耐熱性 |
| S136 | 高い研磨性と耐腐食性 |
金型冷却システムの最適化
効率的な冷却システムは、反りや不均一な収縮などの欠陥を防ぐために不可欠です。冷却水路は対称的に配置し、直径は8~12mmとする必要があります。金型温度を均一に保つことで、生産性と品質を大幅に向上させることができます。.
射出成形パラメータの微調整
射出圧力や射出速度などのパラメータを調整することで、フローマークや充填不足などの問題を軽減できます。一般的な設定は以下の通りです。
- 射出圧力: 100 – 150 MPa
- 射出速度: 30~80 mm/秒
- スクリュー速度: 30~60 rpm
溶融線や応力亀裂などの欠陥を防ぐために、各パラメータは部品の複雑さとサイズに応じて調整する必要があります。.
一般的な欠陥への対処
よくある射出成形の欠陥には次のようなものがあります。
- 充填不足:射出圧力と速度を上げ、ゲート サイズを確認します。
- 収縮:冷却時間と金型温度を最適化します。
- フローマーク:射出速度を下げ、金型温度を上げます。
- フュージョン ライン:ゲート設計を最適化し、温度の一貫性を向上させます。
これらの要因の相互作用を理解することで、製造業者はポリカーボネートの射出成形における欠陥を効果的に最小限に抑え、高品質で耐久性のある製品を保証できます。.
均一な壁厚によりポリカーボネートの収縮を防ぎます。.真実
均一な壁の厚さにより応力が均等に分散され、収縮が減少します。.
H13鋼は耐熱性が低いため、ポリカーボネートの金型には適していません。.間違い
H13 鋼は、強力な耐熱性を備え、効果的に熱に耐えるため、最適です。.
結論
ポリカーボネートの射出成形を学ぶことで、製品の品質と性能が向上します。これらの手法を活用して、プロジェクトでより良い結果を実現しましょう。.
-
ABS プラスチックに対するポリカーボネートの優れた強度についてご覧ください。: ポリカーボネートと ABS: 物理的特性 … ポリカーボネートは、引張強度、熱たわみ温度、柔軟性が高く、… ↩
-
ポリカーボネートの透明性が光学用途にどのように役立つかをご覧ください。: 光学グレードのポリカーボネートの用途にはどのようなものがありますか? · アフターマーケット自動車部品 · 建築用グレージング (医療施設、小売店、政府機関など) ↩
-
さまざまな用途に適した樹脂グレードの選択について理解を深めます。: 用途に適した樹脂を選択する際には、環境条件、潜在的なリスク、および製品の物理的要件を明確に理解する必要があります。 ↩
-
圧力、速度、温度の最適な設定を見つけます。: 射出圧力: ポリカーボネートの推奨射出圧力は通常 70 ~ 100 MPa ですが、サイズによって異なる場合があります。 ↩
-
ポリカーボネートの流動性が射出成形プロセスに影響を及ぼす理由を探ります。: PC の技術的特性には、溶融 PC の粘度はせん断速度にはそれほど敏感ではなく温度に左右される、明確な融点がない、などがあります。 ↩
-
寸法安定性によって一貫した製品品質がどのように確保されるかを学びます。: 成形部品が冷却時にどの程度収縮するかは、処理される材料の組成によって大きく異なります。. ↩