デザインにおいて、プロトタイプではなく、本物を実際に作らなければならないという段階に達したことはありますか?
うん。.
さて、射出成形を計画している場合、壁の厚さはあなたの最大の味方であると同時に最大の頭痛の種にもなります。.
右。.
そこで、この記事「射出成形で許容される最大壁厚とは?」を詳しく見ていきましょう。これは、優れた設計と実際に製造可能な設計の違いを生む、あらゆる判断の指針となるでしょう。.
面白いのは、多くの人がその上限にこだわるから。つまり、それは絶対的な限界みたいなもの。.
右。.
でも、厳密に制限することではありません。むしろ、全ての要素がどのように組み合わさるのかを理解することが重要なのです。例えば、材料の特性やデザインの選択などです。それらがどのように連携するのでしょうか?
わかりました。この記事は、一般的なガイドライン、つまりほとんどの熱可塑性プラスチックの場合3~4ミリメートルという数値から始まります。.
うん。.
でも、これは単なる基礎をはるかに超えた話のように思えます。そうですよね?
うん。.
そのルールを無視してしまうようなことは何でしょうか?
つまり、材料の選択は大きな要素です。.
わかった。.
それではポリオレフィンを取り上げましょう。.
わかった。.
分子量が低く、分子間力が弱いことで知られています。つまり、粘度が低いということです。.
わかった。.
非常に流動性が高く、複雑な金型キャビティの隅々まで充填できます。他の材料ほど射出成形時の抵抗が少ないため、肉厚を厚くしても問題ありません。.
つまり、これは単に材料がバターのようであるということだけではありません。ある材料が他の材料よりもなぜよりよく反応するのかという、その根底にある科学的な問題なのです。.
その通り。.
それは本当に助かります。でも、もう少し頑固な素材で困った場合はどうすればいいですか?反対に、もっと頑固な素材の場合はどうですか?
まあ、エンジニアリングプラスチックはそういうことで悪名高いです。.
わかった。.
より複雑な分子構造を持ち、分子間の結合が強い傾向があります。つまり、粘度が高くなります。そして、非常に厚い部分にそれらを押し通そうとするのは、ストローで蜂蜜を絞り出そうとするようなものです。.
そうそう。.
時間がかかるので、型を完全に満たせない可能性があります。.
ああ、なるほど。それで、エンジニアリングプラスチックの薄肉化の推奨が出てくるんですね。.
右。.
これは単なる恣意的なルールではありません。欠陥を避けるためのものです。.
まさにその通りです。材料がどれだけ流れやすいか、そして金型に入れた後どれだけ早く冷えるかについてもお話しました。これも大きな役割を果たします。.
熱特性についてお話しましたが、ということは、単に温度を上げて流れを良くすることはできないということですか?
ええ、可能ですが、特に熱たわみ温度の高い材料には注意が必要です。高強度エンジニアリングプラスチックなどです。.
わかった。.
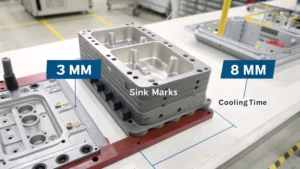
厚い部分は冷却速度が遅くなります。そして、冷却が不均一になると、反りや内部応力が生じる可能性があります。.
ええ。だから、壁が薄い方が強度的には良い場合もあるんです。直感に反するように見えるかもしれませんが。.
そうですね。特に反りやすい素材を扱う場合はそうです。必要な強度と射出成形工程で実際に扱える強度のバランスを見つけることが重要です。.
これにより、すでにいくつかのデザインを再考するようになりました。.
うん。.
もはや見た目だけの問題ではありません。実際に製造できるかどうかを確認することが重要です。しかし、その点について深く掘り下げる前に、この記事では部品の設計自体が壁厚の決定に大きな影響を与える可能性があることにも触れています。.
うん。.
そこで注意すべきことは何でしょうか?危険信号とは何でしょうか?
そうですね、均一な壁の厚さはかなり簡単そうです。.
もちろん。.
しかし、より大きな部品やより複雑な形状を扱う場合、その均一性は実際には逆効果になる可能性があります。.
本当に?
ええ。考えてみてください。広い範囲を均一な厚さで充填しようとすると、流動抵抗が増大します。まるで巨大な風船を一気に膨らませようとするようなものです。かなりの圧力がかかり、最終的には弱点ができてしまうかもしれません。.
分かりました。では、どうすればそれを回避できるのでしょうか?風船が割れるというシナリオをご存知ですか?
ここでリブとガセットが役に立ちます。.
わかった。.
これらは補強材として機能し、戦略的なエリアに厚みを持たせることができます。また、流路を分割することで、より均一に冷却されます。.
つまり、物質がより容易に流れるように仕向けているわけです。.
その通り。.
戦略的に配置された厚い部分を与えることによって。.
そうです。外側の特徴だけではありません。ボスやインサートといった内側の特徴も、溶融プラスチックのボトルネックになる可能性があります。.
ああ、そうだね。それが流れを乱すのは分かるよ。.
右。.
では、そのエリアの周りの壁を超薄くする必要があるのでしょうか?
これらの特徴の近くの壁を薄くすることは、間違いなく一般的な戦略です。.
わかった。.
こうすることで、材料が障害物を迂回して流れるようになり、空洞やヒケのリスクを軽減できます。しかし、他にも活用できる設計上の工夫がいくつかあります。.
ああ、例えば何?面白くなってきた。.
うん。.
しかし、すべての秘密を漏らしてしまう前に、ここで少し立ち止まってみましょう。.
わかった。.
すぐに戻ってこれらの設計上のトリックを詳しく調べ、壁の厚さのルールを破っても実際に問題ないケースを検討します。.
いいですね。賢いテクニックの一つは、通気口機能を使うことです。.
金型の小さな通気孔のような通気口ですか?
うん。.
それは物事を台無しにしませんか?
正しく設計されていれば問題ありません。通常は非常に小さく、空気が閉じ込められるような場所に設置されます。.
わかった。.
プラスチックを注入するときに空気を逃がすので、空洞ができなくなり、材料がスムーズに流れます。.
つまり、空気が詰まって問題が起こらないように、空気を逃がす道を作るようなものです。.
その通り。.
かなり賢いですね。でも、ルールを破るといえば、記事には、壁の厚さに関するガイドラインを曲げたり、場合によっては破ったりすることも、自分が何をしているか分かっていればできると書いてありました。.
右。.
それは本当ですか?
ええ、その通りです。先ほどお話しした高強度プラスチックを覚えていますか?PEEKやPPSといった素材は、全く別のカテゴリーに分類されるんです。.
わかった。.
非常に高い熱変形温度を誇り、厳しい条件にも対応できます。.
つまり、彼らはプラスチックのスーパーヒーローのようなものです。.
まさにその通りです。分子構造が非常に密集しているため、驚異的な強度と剛性を備えています。そのため、他の素材よりも厚い壁でも問題なく使用できる場合が多いのです。.
それは本当に興味深いですね。でも、まだいくつか注意点があるようですね。そうですね。厚さに関しては、無茶なことはダメですね。.
そうですね。冷却プロセスには依然として注意が必要です。厚い部分は冷却に時間がかかります。また、部品の表面と中心部の温度差が大きすぎると、反りや内部応力が発生する可能性があります。.
バランスを取るのが大事です。それから、確かに強度も必要ですが、冷却方法には特に注意が必要です。.
分かりました。.
では、ルールを破っても大丈夫な場合が他にもあるのでしょうか?
確かに、アプリケーション自体がより厚い壁を要求する場合もあります。.
わかった。.
パイクフィッティングや圧力容器など、外部からの大きな圧力に耐えなければならないものを想像してみてください。そのような場合、壁を厚くすることで、負荷に耐える強度が得られます。.
つまり、材質だけが重要なのではなく、その部品が現実世界で何をしなければならないかが重要なのです。.
その通り。.
なるほど。でも、壁を厚くする必要がある場合でも、欠陥を最小限に抑えるコツはあると思います。.
おっしゃる通りです。それでこの記事では「トリフェクタ・アプローチ」と呼んでいるものに辿り着きました。.
トリフェクタ?それは何ですか?
材料の選択、部品の設計、処理条件はすべて関連していることを認識することです。.
わかった。.
一つだけに集中して、他のものを無視することはできません。三本脚のスツールのようなものです。それぞれの脚が全体を支えるために強くなければなりません。.
トリフェクタアプローチとは、全体像を見ることです。しかし、あなたの経験では、デザイナーが最も苦労するのはこの3つの柱のうちどれですか?
ご存知のとおり、処理部分は設計段階で見落とされがちです。.
本当に?
そうですね。デザイナーは完璧な素材を選んで、美しいデザインを生み出すかもしれません。.
右。.
しかし、射出成形プロセスが正しく設定されていない場合、機能しない部品ができてしまう可能性があります。.
ですから、デザインを正しくするだけでは十分ではありません。どのように作られるかまで考えなければなりません。.
まさにその通りです。壁が厚くなると、処理はさらに重要になります。.
わかった。.
最も大きな課題の 1 つは、厚い部分が完全に満たされていることを確認することです。.
右。.
射出圧力が低すぎると、ショートショットが発生し、材料が金型の奥まで届かなくなります。.
だから、圧力を強めなければなりません。.
できます。ただし、トレードオフがあります。圧力を高くすると金型にかかる負担が大きくなり、バリ(余分な材料が押し出される現象)が発生する可能性があります。.
したがって、適切なバランスを見つける必要があります。.
まさにその通りです。部品を充填するのに十分な圧力ですが、他の問題を引き起こすほど強くはありません。.
ゴルディロックスのように。.
そうです。圧力だけではありません。冷却時間も非常に重要です。特に厚い部分の場合は重要です。速すぎると反りが生じ、遅すぎると機械が動かなくなってしまいます。.
まるで綱渡りをしているようだ。.
そうです。.
部品の品質は重要ですが、プロセスがスムーズに実行されることも重要です。.
そうです。そこで経験とプロセスを本当に理解していることが役に立ちます。.
この 3 つのアプローチは、本当に目を見張るものでした。.
うん。.
壁の厚さについては、私が考えていた以上に多くのことが関係していることに気づき始めています。.
それは単なる単純なルールに従うことではありません。.
そうです。材料、デザイン、そして加工がどのように連携して機能するかを理解することです。.
分かりました。.
しかし、締めくくりの前に、この記事にはこれらのアイデアが実際に実行されている実例がありますか?
そうです。高性能ドローンの部品を設計している企業に関するケーススタディが紹介されています。.
ドローンパート。了解、聞いてます。.
そのため、強度があり、軽量で、複雑な形状のものが必要でした。.
そうですね、それは難しそうですね。つまり、複雑な形状でありながら、強くて軽量なものが必要だったということですか?
そうです。最初は標準的なエンジニアリングプラスチックの使用を試みました。.
わかった。.
壁の厚さが均一だと。当然の選択だと思った。.
右。.
しかし、彼らはすぐに問題に直面しました。.
さて、何が起こったのですか?
部品は冷えると歪んでしまいました。.
なんてこった。.
そして、重くしすぎずには必要な強度を得ることができませんでした。.
ああ。まるで四角い釘を丸い穴に押し込もうとしているみたいだ。.
ええ。彼らは設計図からやり直さなければなりませんでした。結局、高強度で軽量な熱可塑性プラスチックに切り替えました。PPS、そう呼ばれています。.
わかった。.
熱たわみ温度が非常に高いため、必要な場所に厚い壁を使用することができます。.
分かりました。それで彼らは三位一体の物質的な部分を処理しました。.
右。.
デザインはどうですか?それも変更する必要があったのですか?
そうだったよ。ああ。.
彼らは何をするのでしょうか?
彼らはその部品を再設計しました。.
わかった。.
補強と冷却効果を高めるためにリブとガセットを追加しました。.
わかった。.
コアバック成形という技術も使われました。.
コアバック成形。聞いたことないですね。.
基本的には部品の内部に中空部分を作成するため、強度を損なうことなく重量を軽減できます。.
それで軽量部品が得られたわけです。.
そうです。冷却時間も短縮されます。.
そして反り返ります。.
そして反り返ります。その通りです。.
そこで彼らは適切な材料を選び、部品を再設計し、さらに加工条件も微調整しました。.
分かりました。.
うまくいきましたか?
そうですね。壁の厚さを理解することが、革新的な解決策を生み出すのにどれほど役立つかを示す素晴らしい例ですね。.
ええ。あのケーススタディは、全てを一つにまとめてくれました。単なる理論ではなく、現実の問題を解決することなのです。.
まさにその通りです。ここで重要なのは、最大壁厚は必ずしも決まった数値ではなく、むしろ設計上の課題であるということです。.
あなたが克服できる挑戦。.
そうですか?その通りです。トレードオフを理解し、あらゆる要素を考慮すれば大丈夫です。素材、デザイン、そして加工。.
三冠王。.
まさに三拍子ですね。ですから、次に射出成形プロジェクトに取り組むときは、限界を少し押し広げたら何ができるか自問してみてください。つまり、既成概念にとらわれずに考えるということです。.
それは大きな挑戦であり、本当に重要なのは創造性を発揮して解決策を見つけることです。.
よく言った。.
まあ、これは本当に素晴らしい掘り下げでした。壁の厚さについてたくさん学んだ気がします。.
それは嬉しいです。.
本日はご参加いただきありがとうございます。.
どういたしまして。.
次回はデザインの世界を深く掘り下げて、


