さて、それでは射出成形について見ていきましょう。
わかった。
それはおそらく毎日やり取りしているものの、実際には考えたことがないものです。
右。
派手な絞り袋を使って完璧な形のチョコレートを作るようなものだと考えてください。
わかった。
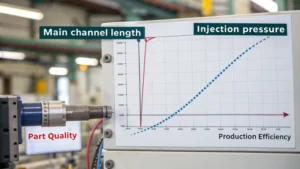
型と滑らかで流れるチョコレートが完成しました。しかし、バッグについているノズルはどうなるのでしょうか?ノズルまたはメイン チャネルの長さと射出成形条件が、最終製品に大きな影響を与えることがわかりました。
はい、それがまさに今日、この一見小さなことに関する技術記事のスタックを使用して解き明かす内容です。
右。
ただし、非常に重要な詳細です。
さて、エンジニアではない人のために。
もちろん。
射出成形とは具体的に何ですか?
うん。
そして、なぜこのメインチャンネルのことを気にする必要があるのでしょうか?
これは本質的に、ほとんどのプラスチック製品の製造方法です。携帯電話のケースから車や飛行機の部品に至るまで、あらゆるものについて話します。
おお。
溶融したプラスチックを高圧で金型に注入します。
わかった。
そして冷えて固まると型の形になります。
メイン チャネルは、溶融プラスチックが金型キャビティに到達する前に通過する重要な経路です。
ああ。したがって、長すぎたり狭すぎたりすると、問題が発生する可能性があります。
最大の問題の 1 つは圧力損失です。
わかった。
濃い液体を細いストローに押し込むのと同じように、流路が長くなるとプラスチックの抵抗が大きくなり、金型を完全に埋めるにはさらに高い圧力が必要になります。
したがって、圧力が高いほど問題も多くなります。そんなに簡単なことなのでしょうか?
必ずしもそうとは限りません。もちろん、より高い圧力向けに設計することもできますが、多くの場合、より強力で高価な射出成形機が必要になります。しかし、本当の課題は、チャネル全体で圧力が一定ではないことです。
つまり、具体的には何が変動するのでしょうか?
紆余曲折を経たウォータースライダーのようなものだと考えてください。わかった。水の流れは、ある部分では速くなり、他の部分では遅くなります。同様に、メイン チャネルが長くなると、圧力分布が不均一になる可能性があります。
さて、これがどうなるかわかりました。
うん。
この不均一な圧力により、最終製品の作成時に混乱が生じる可能性があります。
わかりました。
うん。
不均一な圧力分布は、成形品にあらゆる種類の欠陥を引き起こす可能性があります。
わかった。
これは、部品が意図した形状を保持しない反り、同じ金型からの部品間のサイズのばらつき、および表面仕上げの不均一について話しています。
そうそう。
うん。
それで、記事の1つはハーゲンパウズル法について言及しました。
右。
圧力損失の計算についてです。デザイナーはこれを正しく行う方法を見つけるためにそれを使用しているのでしょうか?
絶対に。
わかった。
この法則は基本的にこの圧力損失を定量化します。これは、エンジニアがチャネルの特定の長さと直径にわたってどれだけ圧力が低下するかを予測するのに役立ちます。
わかった。
その情報を使用して、チャネルの寸法について十分な情報に基づいた決定を下すことができます。
右。
そして必要な射出圧力。
かなり複雑に聞こえます。うん。先ほどエンジニアがシミュレーションを使用しているとおっしゃいましたよね?
はい。
それらのシミュレーションはこのハーゲン・ポワズーのことを考慮に入れているのでしょうか?彼らは、射出成形用に特別に設計されたモールドフローのようなソフトウェアを使用します。シミュレーションでは、これらすべての要素が考慮されます。
おお。
設計者は、金型と射出プロセスの仮想モデルを作成し、シミュレーションを実行して、さまざまなチャネル長やその他の変数が圧力分布と最終部品にどのような影響を与えるかを確認できます。品質。品質。
したがって、実際に金型を作成する前に、基本的にさまざまなデザインをデジタルでテストできます。
はい。
それはとてもクールですね。
そうなんです。このタイプのシミュレーションは、エンジニアが潜在的な問題を早期に特定できるため、非常に価値があります。
わかった。
高価なツールや生産に投資する前に。
理にかなっています。
うん。
記事の 1 つに、このような薄壁のガジェットを製造している会社に関する逸話があります。
右。
そして、メインチャネルの長さを長くしたときに、いくつかの大きな問題に遭遇しました。そこで何が起こったのでしょうか?
これは、一見小さな変化がいかに大きな影響を与える可能性があるかを示す完璧な例です。うん。この場合、同社は射出圧力と射出速度に一定のパラメーターを使用していました。右。元のチャンネルの長さでは問題なく機能しましたが、チャンネルを長くすると、それらのパラメーターは適切ではなくなりました。
おお。
圧力損失が非常に大きかったため、金型に適切に充填できませんでした。なんてこった。彼らは、既存の設備に損傷を与える可能性がある射出圧力を大幅に高めるか、より強力な機械に完全に投資するかのどちらかを検討する必要がありました。
そのため、一見小さな設計の微調整が、最終的にはコストと生産プロセス全体に大きな影響を与えることになりました。
その通り。そして、それは、射出保持におけるこれらすべての変数の相互関連性を理解することと、慎重な計画の重要性を強調しています。
さて、長いメインチャンネルのマイナス面について話しました。
右。
しかし、概要では、より長いチャンネルが最良の選択となる場合があると述べています。
もちろん。
それはどのように機能するのでしょうか?
実際のところ、すべてはトレードオフです。場合によっては、特定の金型設計に対応したり、最終製品に有利な特定のフロー パターンを実現したりするために、より長いチャネルが必要になる場合があります。
それでは、より長いチャネルが避けられない場合に、圧力要件の増加と欠陥のリスクに対処するための戦略は何でしょうか?
うん。これまで説明したように、1 つのオプションは、より高い圧力定格の射出成形機を使用することです。
わかった。
そうすれば、過労になることなく、長いチャネルからの需要の増加に対処できます。
わかりました、それは理にかなっています。
うん。
しかし、先ほどもおっしゃいましたが、そうすると全体の制作費がかさんでしまうのではないでしょうか?
右。
機械が大きくなると、より多くのエネルギーが使用されます。そもそも、射出成形によるコスト削減の利点の一部が無効になるように思えます。
まさにその通りです。それはバランスをとる行為です。
うん。
まったく新しい機械を必要としないもう 1 つのアプローチは、射出速度を調整することです。プロセスを遅くすることで、金型を完全に充填するのに必要な圧力を下げることができる場合があります。
したがって、この場合は遅い方が良いのです。それは直観に反しているように思えます。
直感に反するかもしれませんが、効果的です。
わかった。
そして、あなたは正しいです。欠点もあります。射出速度が遅いほど、サイクルタイムが長くなります。それぞれの部品を作るのにかかる時間の合計です。
右。
そして製造業においては、時間はお金に等しいのです。右。
右。つまり、ゴルディロックスゾーンを見つけようとするようなものです。
その通り。
速すぎず、遅すぎず。
右。
ただ、ただ。右。これらの競合する要素のバランスをとるために、デザイナーはプロセスのあらゆる側面について戦略的に考える必要があるようです。
そうします。そして、そこで経験と専門知識が非常に重要になります。
うん。
チャネル長の最適化に関する記事では、圧力損失を相殺するためにより広いチャネル直径を使用することや、より均一な流れを確保するために溶融プラスチックの入口点であるゲートを戦略的に配置することなど、他にもいくつかの興味深い戦略について言及しています。
ああ、ゲートの配置を見ると、溶けた金属を複雑な型に流し込んで彫刻を作るビデオを思い出します。
うん。
注ぎ口の配置がわかります。右。金属がどのように流れて金型に充填されるかに大きく影響します。
それは非常によく似た概念です。
うん。
すべては圧力分散の考え方に遡ります。
右。
溶融プラスチックが金型のすべての領域にスムーズかつ均一に流れるようにする必要があり、ゲートの配置はそれを達成する上で重要な役割を果たします。
わかった。それで、プロセス中のマシンの調整について話しました。
うん。
しかし、素材自体はどうなのでしょうか?
右。
使用されているプラスチックの種類はこれらすべてに影響を及ぼしますか?
絶対に。
わかった。
プラスチックが異なれば粘度も異なります。
わかった。
基本的に、それらは融点で流動しにくいです。
右。
つまり、粘性の高いプラスチックで、厚くてネバネバしたもののようなものです。
うん。
チャネルを通過するにはより高い圧力が必要になります。
わかった。
特に長いものは低粘度のプラスチックに比べて流れやすくなります。
メインチャンネルの長さはパズルの 1 ピースにすぎないことに気づき始めています。
うん。
そしてすべては相互につながっています。
確かに複雑なシステムです。
うん。
また、射出成形の材料選択に関する記事では、設計者が直面するいくつかの課題について詳しく掘り下げています。たとえば、材料の流動性だけでなく、強度、柔軟性、耐熱性など、最終製品の用途に応じたあらゆる種類の特性も考慮する必要があります。
右。なぜなら、プラスチックのフォークには、たとえば携帯電話のケースや自動車の部品とは異なる特性が必要だからです。
その通り。次に、金型の材料そのもの、溶融プラスチックの温度、冷却時間などを考慮します。これらすべての変数が影響し、最終結果に影響を与えます。
どれだけのエンジニアリングが行われているかを考えると、ちょっとびっくりします。
うん。
私たちが使用するあらゆるプラスチック製品に含まれています。
そうです。
日常の物体を全く新しい視点で見始めているような気がします。
それは、この分野で働く人々の創意工夫と問題解決スキルの証です。
うん。
彼らはこの素晴らしい素材を利用して、現代世界を構成するオブジェクトを形作っています。
さて、これまでに学んだことを要約しましょう。
わかった。
メインチャネルの長さは射出成形において一見重要な要素であり、使用される機械から最終製品の品質に至るまですべてに影響します。
右。
チャネルが長いと、圧力損失や不均一な流れに関連する問題が発生する可能性があります。
うん。うん。
潜在的な欠陥。
右。
しかし、これらの課題は、さまざまな設計やプロセスの調整を通じて解決できます。
絶対に。
これらのトレードオフを理解し、情報に基づいた意思決定を行うことが重要です。
素晴らしいまとめですね。
行く。
そして、これは重要なポイントを浮き彫りにしていると思います。それは、射出成形には万能のソリューションはないということです。
うん。
デザイン、機能性、効率性の間でスイートスポットを見つけることが重要です。
そして、スイートスポットは製品ごとに異なると思います。
うん。
材質、ご希望の特性等に応じて異なります。
正確に。だからこそ、この分野はとても魅力的なのです。それは科学、工学、創造性の絶え間ない相互作用です。
右。さて、この深く掘り下げたことで、ペットボトルやおもちゃのような一見単純なものを作る複雑さに対する全く新しいレベルの敬意を私に与えてくれたのは間違いありません。
うん。
あなたはどうですか?これらの記事の中で特に目立った点や驚いたことはありますか?
私が本当に衝撃を受けたのは、その薄壁の機器を成形しようとしている会社についての逸話でした。
うん。
これは、メインチャネルの長さの調整など、一見些細な設計変更が、雪だるま式に予想外のコストをかけて一連の課題に発展する可能性があることを浮き彫りにしています。
完全に。これは、エンジニアリングにおいて孤立した決定などというものは存在しないことを思い出させてくれます。
右。
すべてはつながっています。
その通り。そして、これらすべての変数を常に調整し、複雑な問題に対する創造的な解決策を見つけているエンジニアの専門知識を高く評価することができます。
確かに。さて、この詳細な説明を終える前に、ここでリスナーに示唆に富む質問があると思います。歯車を本当に回転させるためのもの。
さて、これまで説明してきたことをすべて考慮して、あなたが射出成形金型を設計していると想像してください。
わかった。
可能な限り最高の製品を確実に作成するために、メイン チャネルの長さ以外に考慮する必要がある要素は何ですか。
ああ、いいですね。
うん。
これは、私たちがこの 1 つの変数に焦点を当ててきたことを強調していますが、それははるかに大きなパズルの 1 ピースにすぎません。
右。プラスチックの種類、金型の材質、温度、冷却時間などを考慮してください。これらすべての決定は、最終製品の品質、機能性、さらには持続可能性に貢献します。
したがって、単に機能する製品を作るだけではありません。それは、うまく、効率的に、そして責任を持ってそれを作ることです。
絶対に。そして、この深い掘り下げが、リスナーに射出成形の複雑な世界とそれを実現する人々に対する新たな認識を与えてくれることを願っています。
私はたくさんのことを学んだことを知っています。
わかった。
私たちが触れるすべてのプラスチック製品がこの信じられないほど複雑なプロセスを経ていると考えると驚くべきです。
うん。
溶けたプラスチックの小さな液滴がその主要なチャネルを通って移動し、私たちの手にある最終的な物体に至るまで、それは実際にあります。
そして次にプラスチック製品を手に取るときは、まったく新しい視点でそれを見るかもしれません。
そうすることはわかっています。このディープなダイビングにご参加いただきありがとうございます。さて、次まで
