わかりました。私たちはいつもプラスチックに囲まれているってご存知ですよね? つまり、周りを見渡せば、どこにでもあるんです。.
そうですね。.
いつも興味があるんです。どうやって、どうやって作られるんだろうって。ええ、実はその多くは射出成形という工程から始まります。基本的には、溶かしたプラスチックを金型に押し込む工程です。.
はい、簡単そうですよね?
まさにその通りです。でも、実際には見た目以上に多くのことが隠されているんです。.
はい、ありますよ。.
それで、今日はそのプロセスの重要な部分を詳しく見ていきたいと思います。.
わかった。.
ご存知のとおり、金型の数、金型内の空洞の数と、実際に製品を作るために必要な圧力との関係です。.
うん。それは面白いね。うん。.
そこで、私たちを導いてくれるさまざまなエンジニアリング ノートや記事があります。その 1 つに、「金型キャビティの数は射出圧力にどのような影響を与えるか」というものがあります。
わかった。.
これが私たちの青写真のようなもので、深く掘り下げた内容です。.
すごい。いいですね。.
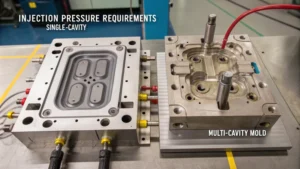
私たちの情報源では、これを主に 2 つのカテゴリに分類しています。.
キャビティ金型とマルチキャビティ金型。これは非常に分かりやすい、運転の例えで説明されます。例えば、シングルキャビティ金型が、まるで広い高速道路を、快適でまっすぐ、スムーズに走っているところを想像してみてください。.
なるほど。.
そして、マルチキャビティ金型はラッシュアワーのような状態になります。.
おお。.
賑やかな街中。.
そうそう。.
複数のルート、交差点。追跡すべきことが山ほどあります。.
はい、確かにもっと複雑です。.
そうです。そして、その複雑さの違いは、必要な圧力に直接反映されます。シングルキャビティ金型は非常にシンプルで、一般的に圧力が低くなります。.
どれくらい低い話をしているのでしょうか?
50~80MPaくらいです。.
わかった。.
しかし、マルチキャビティにすると、追加のチャネルとゲートが必要になるため、さらに多くのものが必要になります。.
うわあ。あといくら?
そうですね、多くの場合、65~120 MPa が必要です。.
つまり、キャビティを追加するだけで 30 ~ 50% 増加することになります。.
ええ、まさに。それは大きな飛躍ですね。.
わあ。それは多いですね。.
では、一体何が起こっているのでしょうか?なぜそんなに余分な圧力がかかるのでしょうか?考えてみてください。マルチキャビティ金型では、プラスチックは全てのキャビティを同時に充填するために、はるかに複雑な経路をたどる必要があります。そして、その流路の複雑さが増すと?つまり、摩擦抵抗が生じます。つまり….
確実にするためにはより高い圧力が必要です。.
隅々まで届きます。.
そうです、その通りです。.
面白い。.
それはまるで、大勢の人々をひとつのドアから通そうとするのを想像するようなものです。.
わかった。.
複数の入り口、より広い入り口を与えるのとは対照的です。.
わかった。そうだね。.
通路が多ければ多いほど、人数が増えても全員が通りやすくなります。.
なるほど。つまり、単にキャビティの数だけの問題ではなく、金型内でどのように配置され、どのように接続されているかということも関係しているんですね。.
まさにその通りです。そして、その重要な要素の一つがランナーシステムです。.
ランナーシステム?
そうです。それがチャンネルのネットワークのようなものです。.
わかった。.
溶融プラスチックを分配します。.
ガッチャ。.
シングルキャビティの金型なら、かなりシンプルです。まるでストレートパイプのようですが、マルチキャビティになっています。おお、すごい。複雑な分岐や曲がりなど、色々な工夫が施されています。.
あらゆる空洞に届きます。.
まさにその通りです。私たちの情報源には、カナダのデザイナー、ジャッキーの名前も載っています。.
ジャッキー?
ええ。どうやら彼は、特に大量生産向けの多数個取り金型の達人らしいですね。.
おお。.
ええ、そうですね。彼は医療機器とかでも、かなり複雑なものを設計したと思います。.
それはすごいですね。.
私は当然知っている?
だから彼は本当に創造力を発揮しなければならないのです。.
ああ、そうだね。圧力のバランスが取れていて、すべての空洞が正しく充填されているか確認するためだよ。.
特に、複雑なマルチキャビティ金型の場合に当てはまります。.
そうですね、圧力を正しくかけないと本当に頭痛の種になります。.
何が問題になるのでしょうか?
そうですね、一部の空洞は過剰に充填され、他の空洞は充填不足になる可能性があります。.
なんてこった。.
無駄な材料がたくさん使われ、無駄な時間も使われます。.
やれやれ。.
そうですね。課題といえば、私たちの情報源は流動抵抗についても話していますね。.
流れに強い。.
ええ。基本的に、キャビティを増やすほど、プラスチックが金型に充填される際の抵抗が大きくなります。.
ふーん。もっと狭い場所を通り抜けないといけないんだ。.
まさにその通り。それぞれの空洞が別の障害物コースのようです。.
わかった。.
そして、障害が多ければ多いほど、それを乗り越えるにはより大きなプレッシャーが必要になります。.
なるほど。.
ソースには、この概念全体を説明する表さえあります。.
ああ、すごい。何て書いてあるの?
シングルキャビティ金型の場合、圧力は通常50~80MPa程度です。フローパスも比較的シンプルです。ところが、マルチキャビティになると圧力は65~120MPaに跳ね上がり、フローパスははるかに複雑になります。.
つまり、指数関数的に複雑になります。.
まさにその通り。こんなかっこいいイラストもあるんだ。.
イラストですか?
ええ、これは流体システムの図解みたいなものですね。プラスチックがこの複雑な流路をどうやって進むのか、実際に目で見てわかるんです。すごいですね。.
かっこいい。.
マルチキャビティセットアップの場合。.
つまり、公園でゆっくり散歩する代わりに。.
右。.
それは混雑した街を通るマラソンのようなものです。.
まさにその通り。それで今考えてみたんだけど、一体どうやってこのクレイジーなマルチキャビティ金型の圧力をコントロールしてバランスを取ればいいんだろう?流体力学の博士号とか必要なのかな?
まあ、基本を理解することは間違いなく役立ちますよね?
右。.
しかし、熟練したデザイナーは、長年の経験を通じて技術や戦略を開発してきました。.
ああ、わかりました。.
これらの課題に取り組むためです。.
どのような?
そうですね、重要なアプローチの 1 つは、ランナー システムの設計を最適化することです。.
つまり、基本的には、プラスチック用の高速道路が適切に設計されていることを確認することになります。.
まさにその通りです。重要なのは、それぞれの空洞に適切なタイミングで適切な圧力がかかるようにすることです。.
わあ。わかりました。.
長さが等しいというだけではないのです。.
他に誰がいますか?
まあ、ゲートの配置も考慮する必要があります。.
門ですか?
はい、そこが各キャビティへのプラスチックの入り口です。.
ああ、そうだ。わかった。.
つまり、それは本当にバランスを取る行為なのですね?
はい、とても繊細に聞こえます。.
そうです。.
そこで、ゲート サイズの調整などが重要になると思います。.
その通り。.
つまり、ゲートのように、プラスチックが各キャビティに入るための出入り口と、その出入り口のサイズのようなものです。.
流量と圧力分布に影響を与える可能性があります。.
右。.
したがって、ゲートを広くする必要があるかもしれません。.
ああ、なるほど。.
主な注入ポイントから離れた空洞の場合は確認が必要です。.
ちゃんと埋まります。.
まさにその通りです。流れを微調整することが大事です。.
そうです。そうすれば均一な充填が可能になり、欠陥を防ぐことができます。.
その通り。.
しかし、圧力と多数個取り金型の管理に関しては、これは氷山の一角にすぎません。.
ああ、まだあるの?
ああ、そうだ、もっとずっと。.
そうだ、クイック。.
そうですね、シーケンシャルバルブゲーティングのようなものがあります。.
シーケンシャルバルブゲーティング?
そうです。そこでタイミングをコントロールできるんです。.
それぞれの空洞に対する注射の。.
ええ。超ハイテクなものですね。.
それはハイテクですね。すごいですね。.
こういった単純なプラスチック部品を作るのは、結局それほど単純ではないということに気づき始めています。.
いいえ、全然違います。.
舞台裏では、さまざまなエンジニアリングと材料科学が行われています。.
それは隠された世界です。.
本当にそうだよ。.
そして、材料特性自体も役割を果たしているようです。.
そうそう。.
プレッシャーがすべてに影響を及ぼすという大きな事実。.
そうですね。使用するプラスチックの種類によって、射出成形に必要な圧力は大きく変わります。.
本当に?
そうです。そして重要な要素の一つは粘度です。.
粘度?
ええ、液体がどれだけ抵抗して流れるかみたいなものですね。蜂蜜と水を比較してみてください。.
ああ、そうだ。.
蜂蜜は濃厚で、ねっとりとしている。粘度が高い。.
水は簡単に流れます。.
まさにその通り。粘度が低い。.
したがって、水のようなプラスチックを注入するよりも、蜂蜜のようなプラスチックを注入する方が、より大きな圧力が必要になります。.
そうです。ですから、プラスチックに適した粘度を選ぶことが重要です。.
それは分かりました。.
粘度が高すぎると、金型に充填するのに非常に高い圧力が必要になり、欠陥が生じたり、成形機が損傷したりするおそれがあります。.
ああ、すごい。わかりました。.
すべてはバランスを見つけることです。.
素材のスイートスポット、まさにそれです。.
つまり、それはほんの一部に過ぎないのです。.
材料特性にはさらに他にも多くのものがあります。.
ああ、そうだ。もっとたくさんあるよ。.
それでは、それはまた別の機会に取っておきます。.
そうですね。でも、この深掘りの最初の部分では、まだ表面を少し触れたに過ぎません。.
そうだね。.
私たちはまだ、持続可能性などについて話し合う必要があります。.
はい、それは重要です。.
射出成形の世界で起こっている他のクールな出来事も待ちきれません。引き続き様々なことを探求していきますので、パート2もどうぞお楽しみに。.
良い。.
さあ、射出成形の深掘りパート2へようこそ。前回の続きから、身近なプラスチック製品の製造にかかわる、とんでもない工程の数々についてお話します。.
ちょうどいいところだったよ。そうか。そうだ。.
例えば、マルチキャビティ金型。圧力のバランスを取ったり、全てのキャビティを確実に埋めたりといった課題が山積みです。.
確かに繊細なダンスを正しく踊りました。.
ランナーシステムの最適化について話し合いました。.
ええ。プラスチックがスムーズに流れるように、ゲートのサイズを調整するんです。プラスチックが各キャビティに流れ込むための小さな出入り口みたいな。.
まさにそうです。でも、他に何かコツはあるのでしょうか?
そうそう。.
圧力の分散を正確に行うためにデザイナーが使用するものはたくさんあります。.
まさにその通りです。最も素晴らしい進歩の一つはシーケンシャルバルブゲーティングです。.
シーケンシャルバルブゲーティング。.
うん。.
前回簡単に触れましたね。.
そうです。ある程度のコントロールが可能になります。.
わかった。.
それは数十年前には不可能でした。.
もう少し詳しく説明していただけますか? どのような仕組みですか?
はい。通常の多数個取り金型では、すべてのゲート、つまり入口が同時に開きます。.
わかった。.
しかし、それは圧力の問題を引き起こす可能性があります。.
なるほど。.
特に、いくつかの空洞が遠くにある場合。.
そうですね。だからプラスチックが足りないのかもしれませんね。.
まさにその通り。庭に水をやるようなものです。.
おお。.
ホースは 1 本ですが、スプリンクラーは複数あります。.
はい、わかりました。.
植物によっては、場所に応じて他の植物よりも多くの水を必要とするものがあります。.
そうですね。一理ありますね。.
ただし、シーケンシャルバルブゲーティングを使用します。.
うん。.
各ゲートが開くタイミングを制御できます。.
ああ、つまりスプリンクラーごとに個別のバルブがあるようなものですね。.
まさにそうです。それぞれの植物に与える水の量を正確に制御できます。.
それはかなりクールですね。.
したがって、すべてを一度に行うのではなく、注入プロセスを段階的に行うことができます。.
したがって、各空洞に適切な量が与えられます。.
適切なタイミングでプレッシャーをかける。.
それははるかに正確に聞こえます。.
そうです。そして、大きな利点がいくつかあります。まず、先ほどお話しした圧力変動を補正できます。そうです。まず、遠くの空洞のゲートを開けることで補正できるのです。.
おお。.
彼らが十分なプラスチックを得られるようにしてください。.
近くの駐車場が埋まり始める前に。.
まさにその通り。だからすべてがうまく均衡している。.
つまり、すべてはバランスの問題なのです。.
いつも。.
それによって部品の品質も大きく変わるのではないでしょうか?
ああ、そうだね、大きな違いだね。.
欠陥が少ないとか。.
まさにその通りです。ショートショットやショートショックといったものを減らす必要があります。そうすることで、空洞が完全に埋まらないのです。.
ああ、そうだ。.
また、時々見られる小さなへこみであるヒケを最小限に抑えることもできます。.
ああ、そうだね、それには気づいたよ。.
これらは、空洞が急速に冷えすぎると発生します。.
面白いですね。シーケンシャルバルブゲーティングですね。まさにゲームチェンジャーですね。.
それは精度と効率のためです。.
事態はさらに複雑になると思います。.
そうですね。もっと洗練されたコントロールが必要ですね。.
わかった。.
そしてオペレーターは自分が何をしているのかを知る必要があります。.
右。.
しかし、通常はその追加の労力を上回るメリットが得られます。.
したがって、部品の品質が向上し、結果の一貫性が高まり、材料の節約にもつながります。.
それはかなり印象的ですね。.
常に進化する射出成形。.
そうですね。新しいテクノロジーがどんどん登場しています。.
ちょうど。.
常に何か新しいことを学ぶ必要があるようですね。.
それが楽しい部分です。そう。.
かなりかっこいいですね。.
そうです。.
新しいことを学ぶことと言えば、さまざまなプラスチックがそれぞれ異なる特性を持っていることについて話しました。.
うん。.
これらの特性は射出成形プロセスにどのような影響を与えるのでしょうか? 設計者はプラスチックを選ぶ際に何を考慮する必要がありますか?
素材の選択肢は豊富です。見た目や手触りだけではありません。.
それだけではありません。.
ああ、そうだね。プレッシャーを受けた時にどう反応するかを考えないといけないね。.
わかった。.
そして熱。.
つまり、一つの用途に最適なプラスチックです。.
右。.
他の何かにとって完全な災害となる可能性があります。.
その通り。.
一見似ているように見えても。.
一見、もっと深く見なければなりません。.
では、どのような特性について話しているのでしょうか?
そうですね、粘度は大きな要素です。.
粘度ですね。そのことについては話しました。.
流体が流れに抵抗する度合いです。.
蜂蜜と水のような関係。.
その通り。.
蜂蜜は濃厚で粘性が高く、水は扱いやすく、粘度が低いです。.
だから、蜂蜜を作るにはもっと圧力が必要なんだ。プラスチックみたいに。.
右。.
なるほど。.
そして粘度が高すぎる場合。.
うん。.
かなりの圧力が必要かもしれません。.
それは機械を損傷する可能性があります。そうでしょうか?
その通り。.
だから、その甘いものを見つけなければなりません。.
流れは良いが、流れ過ぎない、ちょうど良いゾーンを見つけてください。.
他には何がありますか?
温度は大きな要素です。.
温度。OK。.
一般的に、プラスチックが高温になると流れやすくなります。.
したがって、より低い圧力を使用することができます。.
その通り。.
でも、熱くなりすぎてはいけません。.
いいえ。素材が劣化する可能性があります。.
ああ、なるほど。.
それを燃やしても。.
つまり、再びバランスが重要になります。.
完璧な温度を見つける。.
デザイナーが注意を払う必要があるその他の特性は何ですか?
そうですね、収縮や反りがあります。.
収縮と反り。わかりました。.
それはプラスチックが冷えて固まるときに起こります。.
ああ、そうだ。.
プラスチックの種類によって、収縮や反り方も異なります。.
そのため、最終的な部品は設計したとおりのサイズにならない可能性があります。.
まさにその通り。もう少し小さくて、少し歪んでいてもいいかもしれません。.
それは問題になるかもしれません。.
ああ、そうだね。気をつけないと、部品がダメになるかもしれないよ。.
一緒にフィットしないと動作しない可能性があります。.
設計者はコンピューターシミュレーションを使用して、プラスチックがどのように動作するかを予測します。.
そうすることで、デザインを調整することができます。.
まさにその通り。とても重要です。.
材料科学は工学と同じくらい重要そうですね。そして射出成形も。.
まさにその通りです。そして、これは常に進化し続けている分野です。.
常に新しい素材が登場します。.
はい。バイオベースのプラスチックがあります。.
そうですね。それについて話しました。.
より持続可能。.
しかし、他にも興味深い新素材が登場しているのでしょうか?
ああ、そうだね、クレイジーなのもあるよ。.
どのような?
自己治癒コラム。想像してみて。.
自己治癒力。つまり、自分自身を修復できるのです。.
ええ。もし傷がついたら。.
それはすごいですね。.
形状記憶合金もございます。.
形状記憶?
温度に応じて形が変わります。.
おお。.
導電性プラスチックもあります。.
導電性?つまり電気を通せるということですね。.
ええ。プラスチックから電子部品を作ることができます。.
それはすごいですね。.
射出成形は、構造部品の製造だけにとどまらない可能性を秘めています。.
スマートな素材が使えるようになるとか。.
まさに。すごい。.
しかし、これらの新しい材料はおそらく新たな課題も生み出すのではないでしょうか?
ああ、もちろんです。.
どのように形作るかを考えるようなものです。.
まさにそうです。異なる温度、異なる圧力が必要になるかもしれません。.
そして、型自体も異なるものが必要になるかもしれません。.
そうです。全く新しいゲームです。.
ここで熟練したデザイナーの出番となります。.
人々はジャッキーが好きです。.
そうです。彼らは全てをうまく機能させる方法を見つけ出さなければなりません。.
それらは材料科学と射出成形の架け橋です。.
これらすべてに人間の創意工夫がどれだけ込められているかは驚くべきことです。.
そうですよね?
私たちはあらゆる技術、あらゆる新素材を手に入れましたが、それをすべて実現するには賢い人々が必要です。.
彼らなしではできなかったでしょう。.
では、持続可能性はこれらすべての中でどこに当てはまるのでしょうか?
それは素晴らしい質問ですね。.
プラスチック廃棄物に関するあらゆる懸念とともに。.
それは確かに懸念事項です。.
射出成形業界はどのように反応していますか?
ええ、まず第一に、リサイクルプラスチックが以前よりずっと一般的になりつつあります。ああ、技術が格段に進歩したんです。.
つまり、リサイクルされたプラスチックは新しいプラスチックと同じくらい優れているのです。.
そうですね。そして、それらは様々な製品に使用できます。.
したがって、常に新しいプラスチックを使用する代わりに、古いプラスチックに.
新しい命を、埋め立て地に捨てずに。.
それは素晴らしいことです。.
それは双方にとって有利です。.
エネルギー消費はどうでしょうか?
それは物事が改善しつつあるもう一つの分野です。.
わかった。.
メーカーはより効率的な暖房システムに切り替えています。.
そのため、全体的なエネルギー消費量は少なくなります。.
まさにその通り。少しでも助けになれば。.
業界は持続可能性を真剣に受け止めているようです。.
そうです。ますます重要になってきています。.
さて、私たちが話題にしているバイオベースのプラスチックについてはどうでしょうか?
植物から作られたもの?ええ、間違いなく人気が出てきていますね。.
それらは従来のプラスチックの良い代替品でしょうか?
彼らには大きな可能性があります。まだかなり新しいですが。.
わかった。.
そして通常より高価です。.
ああ、そうだ。コストは常に考慮しなければならない要素だが、.
需要が増加すれば、価格は下がるはずです。.
それは理にかなっています。.
そうすれば、彼らはもっと競争力を持つようになるでしょう。.
そのため、これらのバイオベースのプラスチックは、最終的に埋め立て地に捨てられるのではなく、自然に分解される可能性があります。.
まさに。土に戻る。.
それは本当にすごいですね。.
そうです。そして研究は急速に進んでいます。.
常に新たな展開あり。.
ええ。包装材や消費財にはすでに使われています。.
おお。.
車の部品もあります。.
これらすべてを見ると本当に励まされます。.
より持続可能な未来に向けて推進するイノベーション。.
しかし、まだ課題はあると思います。.
ああ、確かに。コストは大きな問題ですね。.
そうです。バイオベースのプラスチックは従来のプラスチックよりもまだ高価なので、メーカーが切り替えるのが難しいのです。.
ええ。彼らは常にコスト削減を考えていますが。.
生産量が拡大するにつれて価格が下がることを期待します。.
まさにその通りです。そうなれば、バイオベースのプラスチックがさらに増えるでしょう。.
射出成形の将来は良い方向に向かっているようですね。.
そうです。より持続可能で、より革新的です。.
それは皆にとって良いニュースです。.
絶対に。.
そして、それはすべてこれらすべてのおかげです。.
素晴らしい人々、デザイナー、エンジニアが努力しています。.
可能性の限界。.
これに加わることができてとても興奮しています。.
本当にそうだよ。.
では、射出成形の今後はどうなるのでしょうか?
将来はどうなるのでしょうか?
さて、最後の部分です。.
わかった。.
最先端の技術を掘り下げていきます。3Dプリントみたいなクールなものですね。.
3Dプリント。.
そして、それが射出成形の状況をどう変える可能性があるのか。.
本当に面白くなってきました。.
そうです。未来は可能性に満ちています。.
もっと詳しく聞きたいです。.
パート3もぜひご覧ください。.
射出成形の深掘り最終回へようこそ。本当に長い道のりでしたね。
本当にそうですね。シングルキャビティとマルチキャビティの違いから、圧力や材料の役割まで、幅広い内容をカバーしてきました。.
そうです。さて、私たちは未来へと足を踏み入れます。3Dプリンティングと新素材、そしてそれらが業界にどのような革命をもたらすかについてお話しましたね。.
ええ、本当に驚くべきものです。.
本当にそうですね。では、3Dプリンティングは射出成形業界にどのような変化をもたらすとお考えですか?
ええ、2つの強力な技術をお持ちですね。そうです。射出成形、大量生産の王様。何千個もの同一部品を迅速かつ効率的に製造するのに最適です。.
右。.
そして、カスタマイズの達人である 3D プリントでは、ユニークなデザインや非常に複雑な形状を作成できます。.
そして、それらはとても異なっているように見えます。.
ええ。でも、もしそれらを組み合わせることができたらどうでしょう?
ああ、面白いですね。ハイブリッドなアプローチですね。.
まさにその通りです。実際、すでにそのような現象が起きています。.
ああ、本当ですか?どういうことですか?
そうですね、3D プリントを使って自社で金型を作成している企業もあります。.
すごいですね。従来の金属の型を使う代わりに、3Dプリントで作っているんですね。.
ええ、特に非常に複雑な形状の部品の場合はそうです。従来の金型では簡単には作れないようなものですね。.
それは理にかなっています。.
内部に空洞がある部品や非常に複雑な曲線がある部品を想像してみてください。3D プリントならそれを処理できます。.
つまり、まったく新しいデザインの可能性の世界が開かれるのです。.
まさにその通り。そして、プレッシャーのかけ方も変わるかもしれません。.
どうして?
そうですね、3D プリントされた金型を使えば、従来の射出成形に必要な超高圧は必要なくなるかもしれません。.
なるほど。型自体がすでに精密で細かいですからね。.
そうですね。つまり、より小型でエネルギー効率の高い機械を使用できる可能性があるということですね。.
だからより持続可能でもあるのです。.
まさにその通り。エネルギーも無駄も減る。まさにwin-winです。.
イノベーションが持続可能性につながるのは素晴らしいことだと思います。.
私もです。それから、先ほどお話した新しい素材もあります。.
ああ、そうだ。自己修復ポリマー、形状記憶合金、導電性プラスチック。まるでSF映画みたいだね。.
そうですよね?これらの素材を使って何が作れるのか考えると、本当に驚きます。.
しかし、いくつかの課題もあるはずですよね?
ええ、もちろんです。まず、どうやって成形するかを考える必要があります。異なる温度、異なる圧力、異なる金型の設計が必要になるかもしれません。.
そうすると、同じ古い方法を使うことはできません。.
いいえ。適応しなければなりません。そこにこそ真のスキルが求められるのです。.
そうですね。すべてを理解するにはかなりの専門知識が必要です。.
そうですね、でもだからこそ面白いんです。まるでパズルみたいで。.
そして、常に新しいことを学んでいます。.
まさにその通りです。将来どんな素晴らしい製品が作れるようになるか、誰にも分かりません。.
考えてみると本当に驚きです。射出成形の世界を探求する素晴らしい旅でした。.
ええ、そうです。基礎から最先端まで。素晴らしいプロセスです。.
そして、この深い探求に参加してくださった皆様に感謝します。.
何か学んでいただければ幸いです。.
確かにそうでした。もしかしたら、あなたも射出成形の世界を探検したくなるかもしれません。.
可能性は無限です。.
そうです。次回まで、探索を続けてください。


