わかりました。ところで、例えばプラスチックのスマホケースを見て、どうやってあんなに精密に作られているのか不思議に思ったことはありませんか?
ええ、その通りです。射出成形でこんなに複雑なディテールを作れるなんて、本当に驚きです。.
そうです。ただプラスチックを金型に流し込むだけではありません。そこには高度なエンジニアリングが詰まっています。今日はその核心、つまり射出成形金型そのものについて深く掘り下げていきます。.
ええ。私たちは、重要な部品を分解して、それらがどのように連携して、私たちが毎日使っているあの完璧な小さなプラスチック製品を作っているのかを深く理解するつもりです。.
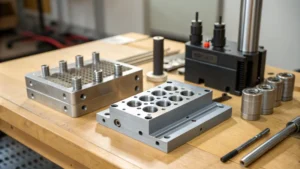
まさにその通り。考えてみてください。スマホケースを手に持った感じ、かなりしっかりしていますよね?そう、すべてはモールドフレームから始まるんです。.
家の基礎みたいなものです。金型のフレームは、溶融プラスチックを注入する際にかかる圧力に耐えられるほど頑丈でなければなりません。基本的に、プロセス全体の根幹を成す部分です。.
分かりました。フレームが丈夫なら、製品も丈夫ですね。分かりました。はい。でも、調査では、大きなゲートや細いゲートなど、フレームの種類が違うと書いてありました。違いは何でしょうか?
これらの用語は、溶融プラスチックが金型に流れ込む開口部を指します。ゲートが大きいほど、プラスチックをより速く射出できるため、よりシンプルで大量生産に適した製品です。例えば、テイクアウト用の容器を思い浮かべてみてください。.
わかった。.
そうですね、たくさん作る必要があります。.
細部を素早くスピードアップ。では、ファインゲートはどうでしょうか?
ファインゲートは、非常に精巧なディテールを表現するのに最適です。例えば、非常に精巧なアクションフィギュアのように、微細な特徴がいくつも備わっていると想像してみてください。こうしたディテールを全て再現するには、よりゆっくりと、より制御されたインジェクションが必要です。そのため、ファインゲートはまさに最適な方法です。.
なるほど、この頑丈なフレームが全てを支えているのを想像していますね。ええ。でも、射出成形中に金型の2つの半分をどうやって完璧に位置合わせするんですか?位置がずれていたら、プラスチックが側面から押し出されてしまうんでしょうか?
いい質問ですね。答えはガイドパーツです。この小さなパーツは精度が命です。金型が左右に動かずスムーズに開閉できるようにしてくれるんです。動けば、部品が壊れてしまう可能性がありますから。.
ガイドパーツの勝利ですね。でも、メモを見ていたら、ガイドピンには16ミリ、20ミリ、25ミリなど、色々なサイズがあるのに気づきました。なぜそんなに細かく指定するのですか?
すべては型の大きさにかかっています。型が大きいほど、すべての位置を揃えて安定させるために、より大きなガイドピンが必要です。まるで四角い釘を丸い穴に押し込もうとするようなものです。大きな型に小さなピンを使えば、トラブルを招くだけです。.
型がずれて、製品が台無しになりました。.
分かりました。フレームとガイドパーツはできましたね。では、プラスチックを注入して形を整えたらどうなるのでしょうか? 製品を壊さずに取り出すにはどうすればいいのでしょうか?
ああ、グランドフィナーレ。ここでエジェクターシステムの出番です。このシステムは製品を金型から優しく押し出します。冷却されて硬化した後、製品が詰まったり損傷したりしないようにします。.
それはまるで、プラスチックのための綿密に計画された脱出経路のようです。.
ほぼそうです。エジェクタピン、プレート、固定プレートなど、これらが連携して製品をスムーズに排出します。そして、ガイドピンと同様に、エジェクタピンのサイズも非常に重要です。.
小さくて繊細な製品に巨大なピンを使用すると悲惨な結果になると思いますか?
ええ。まるで大きなハンマーで木の枝を抜こうとするようなものです。ピンのサイズは製品に合わせて調整する必要があります。なるほど。.
うん。.
さて、ここまででしっかりとしたフレーム、ガイドパーツ、そしてエジェクターシステムが完成しました。しかし、そもそもどうやって溶融プラスチックを金型に送り込むのでしょうか?
素晴らしい質問ですね。そこでゲートシステムが役立ちます。ゲートシステムは基本的に、溶融プラスチックを射出ノズルから金型キャビティへと導くために綿密に設計された経路です。.
つまり、カビとプラスチックの高速道路のようなものです。.
まさにその通りです。高速道路と同じように、道路に穴や迂回路があっては困ります。.
障害物はありません。分かりました。しかし、私たちの調査では異なる種類のゲートについて言及されています。なぜでしょうか?
ええと、細いストローで濃厚なミルクシェイクを注ごうとしたらどうでしょう?うまくいかないでしょう?
ああ、そうだ。.
溶融プラスチックでも同様です。ゲートが小さすぎたり、形状が間違っていたりすると、流動性の問題、エアポケット、欠陥などの問題が発生します。.
面倒なようですね。.
可能です。ですから、作業に適したゲートを選ぶ必要があります。エッジゲート、トンネルゲート、ファンゲートなどがあり、それぞれ異なる製品の形状や材質に合わせて設計されています。.
重要なのは、プラスチックにとって正しい道を見つけることです。.
分かりました。.
すごいですね。まるでパズルみたいで、すべてのピースが完璧にはまらなければなりません。さて、プラスチックがゲートを通って金型に流れ込んでいますね。次はどうなるのでしょう?
さて、次は冷却です。プラスチックが固まるのをただ待つだけではありません。しっかりと固まるように、温度を注意深く管理する必要があります。.
冷却してるんだね?何か問題あるの?
さて、熱いフライパンを冷たい水に入れると何が起こるか考えてみましょう。.
ああ、歪んでる。.
まさにその通りです。プラスチックでも同じことが起こります。冷却が速すぎたり、不均一だったりすると、部品が歪んだり、寸法が不揃いになったり、製品に弱い部分ができたりすることがあります。.
したがって冷却は非常に重要です。.
そうです。金型から熱を除去し、温度を安定に保つように設計された冷却チャネルとコンポーネントのシステム全体が関係しています。.
冷却チャネルですね?詳しく教えてください。.
金型冷却材の中を流れる小さな水路網を想像してみてください。通常、水はこれらの水路を流れ、高温のプラスチックから熱を吸収し、金型を適切な温度に保ちます。まるでミニチュアの配管システムのように、熱が均等に分散されるようにするのです。.
つまり、これらのチャネルは戦略的に配置されているということですか?
ええ、その通りです。配置サイズや冷却水パイプのジョイントのネジサイズなど、すべてが金型の冷却性能に影響を与えます。.
ちょっと待って。ネジのサイズ?冷却チャネルの接続部分のことですよね?
ええ、まさにその通りです。接続部のサイズは、冷却剤の流量に影響するので重要です。パイプの直径が大きいほど、冷却剤の流量が増え、冷却が速くなります。.
つまり、適切なバランスを見つけることが重要です。.
そうですね。金型を効率的に冷却するには十分な流量が必要ですが、問題を引き起こすほど多くは必要ありません。.
驚きました。どんな些細なことでも大切なんです。.
本当にそうです。まだウォーターバッフルについての話もしていません。.
ウォーターバッフル?それは何ですか?
冷却システム内の小さな交通警官のような存在です。冷却剤の流れを制御し、金型全体の温度を一定に保ちます。.
つまり、彼らは冷却システムの立役者のような存在ということですか?
これらは、熱い部分を防ぎ、プラスチックが均一に冷えるようにするために非常に重要だと言えます。.
さて、フレーム、ガイドパーツ、エジェクターシステム、ゲートシステム、そして冷却システムについて説明しました。すごいですね。それぞれのパーツがそれぞれの役割を持ち、それらが連携して機能しているのが素晴らしいですね。.
本当に信じられないですよね?まるでエンジニアリングの完璧な振り付けのダンスのようです。.
ようやく全体像が見えてきました。でも、何か驚いたことはありますか?
正直言って、その精度の高さは驚異的だと思います。ガイドPピンのサイズから冷却パイプの直径まで、あらゆる細部が重要です。.
信じられない。まるで、私たちが存在すら知らなかった精密の世界が広がっているみたい。.
精度について言えば、もう 1 つ話し合う必要がある側面があります。それは、これらすべてのコンポーネントと成形プロセスの効率との関係です。.
効率性。わかりました。聞いています。.
したがって、冷却システムが効率的でない場合は、プラスチックが固まるのに時間がかかり、サイクルタイムが長くなり、多くの製品を製造できなくなります。.
つまり、優れた冷却システムは、より多くの製品をより速く生産することを意味します。.
まさにその通りです。ウォーターバッフルが本当に役立つのはまさにそこです。でも、それについては後ほど詳しく説明します。まずは、エジェクター部品とその設計がサイクルタイムにどう影響するかを詳しく見ていきましょう。.
やってみよう。もっとやる準備はできている。.
はい、素晴らしいですね。エジェクターの話に逸れる前に、効率を上げるために冷却がいかに重要かという話をしましたね。.
そうです。製品の冷却が早ければ早いほど、より早く生産量を増やすことができます。.
まさにその通りです。先ほどお話ししたウォーターバッフルが真価を発揮するのはまさにそこです。いわば航空管制官のように、すべてがスムーズに流れるように監視する役割を担っていると言えるでしょう。しかし、今回の場合は、金型内の冷却剤の流れをコントロールしているのです。.
つまり、単に冷たい水を与えるだけではなく、水が適切な場所に確実に届くようにすることが重要です。.
そうです。バッフルを適切な位置に配置した、適切に設計された冷却システムは、最終製品の反りや弱点といった多くの問題を防ぎます。.
なるほど、なるほど。では、エジェクタシステムに戻りましょう。金型から製品を取り出すためにエジェクタが重要であることは先ほどお話ししましたね。設計する際には、どのような点に留意すべきでしょうか?
ええ、最も重要なことの一つは、エジェクタピンの速度と力です。動きが遅すぎると、サイクル全体が遅くなります。しかし、強すぎると、特に繊細な製品の場合は、製品に損傷を与える可能性があります。.
つまり、それはゴルディロックスの状況のようになるはずです。.
まさにその通りです。速すぎず、遅すぎず、ちょうどいい具合です。まさにその通り。そして、速度と力だけの問題ではありません。エジェクタピンの数と配置も重要です。片手で動かなくなった窓を開けることを考えてみてください。両手で均等に押した方がずっと楽です。まさにその通り。製品を取り出す時も同じです。損傷を防ぐには、複数のピンが均等に押し込まれるようにする必要があります。.
それはチームの努力です。.
ハハハ。そうですね。エジェクタシステム自体の設計もサイクルタイムに影響することがあります。製品を押し出した後に非常に速く引き込まれるスプリング式のピンを使用しているシステムもあります。.
それは賢いですね。つまり、貴重な数秒を節約することがすべてなのです。.
特に数千または数百万のユニットを製造している場合は、1 秒ごとに意味が変わります。.
そうですね。では、こうした技術的な要素は実際にメーカーにどのようなメリットをもたらすのでしょうか?
いい質問ですね。先ほどお話ししたスマホケースを作っているとしましょう。エジェクターシステムを微調整することで、サイクルごとにたった1秒でも短縮できれば、大したことではないように思えるかもしれませんが、積み重なれば大きな成果になります。間違いなく大きな効果があります。その1秒を100万ユニット分掛け合わせれば、かなりの時間節約になります。時は金なり、そうでしょう?
その通りです。つまり、より優れたエジェクターシステムは、より多くの製品をより早く生産し、無駄を減らすことを意味します。.
正解です。双方にとってメリットのあることです。そして、小さな変化でさえ、全体のプロセスに大きな違いをもたらすことができるということを示しています。.
まさにその通りです。では、ガイドピンについてもう一度お話ししましょう。型を揃えるにはサイズが重要だと先ほど言いましたが、間違ったサイズを使ったらどうなるのでしょうか?
ガイドピンが小さすぎると、位置ずれが生じてバリが発生します。バリとは、金型の隙間から余分な樹脂が押し出されることです。.
ぴったり合わないパズルのピースのようなものです。
まさにその通りです。そして、その余分な作業によって、やり直しが必要になったり、場合によってはバッチ全体を廃棄しなければならないこともあります。.
ヤンキース。それは良くない。.
いいえ。つまり、小さすぎるガイドピンは大きな問題ですね。大きすぎるピンの場合はどうでしょうか?
うーん。それも良くないと思う。.
そうですね。大きなピンを無理やり型に押し込むと、型自体が損傷する可能性があります。.
修理費が高額。.
ええ。本当にめちゃくちゃになるんです。だから、ガイドピンに関しては精度がすごく重要なんです。.
そうですね。プロセス全体がこうした細かい点にかかっているような気がします。.
本当にそうですね。さて、少しゲートシステムに戻りましょう。ゲートの種類とそれがプラスチックの流れにどのような影響を与えるかについてお話ししましたね。
うん。プラスチックの配管。もっと欲しい。.
さて、ホースで庭に水を撒いているところを想像してみてください。口径の広いノズルを使えば、水は優しく噴出します。しかし、口径の狭いノズルを使えば、水は勢いよく噴出します。.
なるほど。.
ゲートシステムも同様です。ゲートのサイズと形状によって、プラスチックが金型に流れ込む方法が制御されます。.
つまり、製品ごとにゲートが異なります。.
はい。小さくて複雑な部品には小さなゲートが必要になるかもしれませんが、大きくてかさばる部品には広いゲートが必要になるかもしれません。.
仕事に最適なツール。.
その通り。.
うん。.
さて、ゲートが適切に設計されていない場合はどうなるでしょうか?
ああ、大変そうですね。.
そうなる可能性はあります。よくある問題の一つはショートショットです。つまり、プラスチックが金型に完全に充填されない状態です。.
なんてこった。.
うん。.
つまり、半分完成した製品になってしまいます。.
ほぼそうです。大抵はゲートが小さすぎるか、流路が塞がれているのが原因ですね。.
それはイライラするでしょうね。.
そうです。材料が無駄になってしまいます。もう一つの問題はエアトラップです。.
エアートラップ?
すると、金型内に空気が閉じ込められ、最終製品に気泡や空洞が生じます。.
つまり、製品が弱体化するのです。.
そうですね。見た目も悪くなる可能性があります。.
うん。.
つまり、すべてがスムーズに流れるようにするために、ゲーティング システムは非常に重要です。.
分かりました。先ほどおっしゃった牽引棒についてはどうですか?あれは何をするのですか?
牽引ロッド?ゲートシステムの縁の下の力持ちみたいなものです。プラスチックが冷えて固まると、ゲート内に小さな塊ができます。.
下駄みたいな?
はい、基本的にはそうです。.
うん。.
そして、次のプラスチック射出成形の前にその詰まりを取り除く必要があるので、引き抜きロッドを使って詰まりを取り除きます。.
なるほど。だから門は開けっ放しにしておくんですね。.
その通り。.
うん。.
それがないと、色々な問題が起きる。先ほど話したショートショットとか。.
なるほど。牽引ロッドは重要ですね。はい、分かりました。こんなに小さな部品が全部連動して動くなんて驚きです。.
かなりクールですよね?それでは、ウォーターバッフルとそれが冷却システムでどのように機能するかについて、もう少し詳しくお話ししましょう。.
そうですね、それらのバッフルはかなり重要そうですね。.
そうです。金型を貫通する冷却チャネルを覚えていますか?バッフルはチャネル内にあり、冷却剤の流れを誘導します。.
小さなダムのようです。.
ええ。それはいい考え方ですね。冷却剤が均等に流れるようにすることで、金型全体が同じ速度で冷えるようにしているんです。.
シミを防ぎます。.
まさにその通りです。金型によって設計方法は様々です。シンプルなデフレクターもあれば、より複雑な流れのパターンを作り出すものもあります。.
それはまるで科学と芸術が同時に融合しているようなものです。.
分かりました。では、バッフルが正しく設計されていない場合はどうなるのでしょうか?
それは良くないと思います。.
おっしゃる通りです。よくある問題の一つは冷却が不均一なことであり、製品の反りや寸法の狂いにつながる可能性があります。.
半分焼いたケーキみたい。.
まさにその通り。めちゃくちゃです。もう一つの問題は、型が十分に冷えないことです。.
なぜそんなことが起こるのでしょうか?
バッフルが冷却剤を適切に導いていないために、熱が十分に速く逃げないことが原因と考えられます。.
サイクルタイムが長くなります。.
そうです。熱くなりすぎると、型自体が損傷する可能性もあります。.
それはダメだよ。.
全然。つまり、あのウォーターバッフルは冷却と効率を保つためにとても重要なんです。.
確かに今それを見ています。.
いいですね。重要なのは、一見小さな詳細が全体のプロセスにどれほど大きな違いをもたらすかを理解することです。.
まさにその通りです。本当に目から鱗が落ちる思いでした。.
それは嬉しいです。それで、これからどうするんですか?
さて、私たちは技術的な側面についてたくさん話しましたが、それを全体像に結び付けることが重要だと思います。.
そうですね。何を考えているんですか?
さて、ここまで金型部品の世界について掘り下げて、かなり技術的な話になってきました。さて、リスナーの皆さん、エンジニアでもない人が、なぜ射出成形のことにこだわる必要があるのでしょうか?
いい質問ですね。一番大切なのは、私たちが普段使っているプラスチック製品が、どれだけの思考と努力によって作られているのかを実感することだと思います。ついつい当たり前のこととして捉えてしまいがちですが。.
そうです。プラスチックのフォークを見ても、何も考えずにそのまま使い続けるようなものです。.
まさにその通りです。でも今では、その背後にはデザインとエンジニアリングの膨大な世界があることが分かっています。.
フォークして、それに対する新たな認識が生まれることを願っています。.
まさにその通りです。それに、持続可能性といった、もっと大きな視点で物事を考えさせられます。.
ああ、確かに。環境のことを考えずにプラスチックを作り続けるわけにはいかないからね。.
まさにその通りです。だからこそ、業界はより持続可能な方法へと移行しているのです。先ほどお話ししたバイオプラスチックのように。まさにその好例です。.
そうですね。再生可能な素材を使ってプラスチックを作るのは大きな前進です。.
そうです。素材だけではありません。製造プロセス全体もより環境に優しくなってきています。.
つまり、まさにwin-winの関係です。必要な製品を手に入れると同時に、地球環境の保護にも貢献できるのです。.
まさにその通りです。では最後に、リスナーの皆さんに考えていただきたい点を一つ残しておきましょう。プロセス、定番製品の重要性、持続可能性という側面についてお話ししてきましたが、射出成形の将来についてはどうでしょうか?
次は何ですか?それは素晴らしい質問です。.
ですよね?例えば、どんな新しい素材が開発されるのでしょうか?自動化とAIは、ものづくりの方法をどう変えるのでしょうか?バイオプラスチックはさらに重要になるのでしょうか?
可能性は無限大。.
エキサイティングな時期ですね。確かに。.
そうです。さて、今日の射出成形に関する詳細な説明はこれで終わりにします。.
楽しんでいただければ幸いです。.
そして、次にプラスチック製品を目にしたときは、それを作るために投入されたすべての素晴らしい技術について少し考えてみてください。.
考えてみると、それは実に驚くべきプロセスです。.
本当にそうですね。聞いてくれてありがとう。


