さあ、射出成形について見ていきましょう。特に重要なのが、射出重量の計算です。.
ええ、ショットの重量ですね。一見単純なことのように見えますが、プロセス全体に大きな影響を与える要素の一つです。.
確かに重要ですが、毎日細かいことにこだわるリスナーではない方のために、まずは基本から教えていただけますか?この場合、ショット重量とは何でしょうか?
基本的には、部品を作るために注入される溶融プラスチックの正確な量です。.
わかった。.
たとえば、アイスクリームをすくっているところを想像してください。.
ああ、何を言いたいのかは分かりました。.
少なすぎると、まあ、がっかりしすぎて、混乱してしまいます。.
そうですね、アイスクリームと同じですね。射出成形で射出重量を間違えると。.
ああ、そうだね、大きな問題だ。部品がうまくいかないかもしれない。材料が無駄になるし、コストも上がる。全部だ。.
だから、毎回完璧なスクープを作らなきゃいけない。どうすればそれが実現できるんだろう?
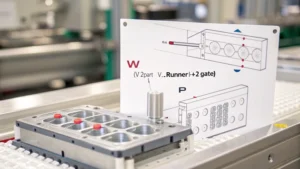
科学。すべては体積と密度に帰着します。公式があります。Wは、部品、ラン、ゲートの体積にプラスチックの密度を掛け合わせたものです。.
ちょっと待ってください。部品は入っていますが、ランナーとゲートも入っていますね。忘れやすいですか?
意外にも、その通りです。人々は部品そのものに注目しますが、ランナーとゲートは、たとえ最終製品には含まれていなくても、重要な要素です。.
わかりました、説明してください。よくわかりません。.
想像してみてください。ランナーは、ベルト状のプラスチックが機械から金型へと流れる高速道路のようなものです。そしてゲートは、流れを制御する入口です。.
したがって、それらを考慮に入れなければ。.
計算してみると、基本的に足りなくなるんです。着替えるには。物資的にも、足りないでしょう。.
なるほど。実際にそんなことが起こるのを見たことがありますか?
ああ、そうそう、一度だけ。チームで一緒に仕事をしたことがあるんだ。複雑な車の部品を作っていたんだけど、全てを完璧に計算していた。美しい。ランナーとゲートの容積をすっかり忘れていたんだ。.
ああ、いや。何が起こったの?
最悪でした。部品がめちゃくちゃになってしまいました。使えませんでした。全部廃棄するしかありませんでした。.
痛い。高くついた教訓。専門家だってそんな間違いを犯すことがあるんだ。.
最終製品だけでなく、プロセス全体を理解する必要があることを明確に強調しています。.
そうですね、ボリュームは非常に重要ですが、特に複雑なデザインの場合、実際にどのように正確に測定するのでしょうか?
そこが難しいところです。立方体のような単純な形なら簡単です。数式はありますが、複雑な部分があります。曲線や精巧なディテールを扱うので、3Dモデリングソフトを使う必要があります。.
ああ、つまり、その部分をデジタルで分解するということですか?
ええ。このソフトウェアを使えば、細かく分割して、それぞれの体積を計算し、そして全部合計できます。.
しかし、デジタル測定でほんの少しでも間違いがあると、物事が台無しになってしまう可能性があると思います。.
正解です。特に大量のパーツを作る場合は、小さな誤差でもショットの重量を大きく狂わせる可能性があります。精度が鍵です。Yはここにあります。.
わかった。それで、部品は揃った。体積、ランナー、歩様。他にショット重量を正確に計算するために必要なものは何かある?何か見落としているものはないかな?
よく忘れられがちなこと。素材の密度。プラスチックの種類によって密度が異なります。.
え、本当?つまり、同じ体積の2種類のプラスチックでも、重さが違うってこと?
まさにそうです。奇妙に聞こえるかもしれませんが、あなたにとっては大きな問題です。例えばポリプロピレンは1立方センチメートルあたり約0.9グラムですが、ABSは1.05グラムくらいです。.
つまり、音量を正確に決めることができるのです。.
密度が合っていないと、ショットの重量も間違ってしまいます。パンを焼くのと同じようなものです。小麦粉はどれも同じだと思っていても、種類によって密度が違ってくるんです。ケーキが台無しになってしまいます。.
なるほど、その例えは分かりました。プラスチックの正確な密度を知りたいですよね。どうやって?
いくつか方法があります。サプライヤーに問い合わせてみてください。そのバッチの詳細を教えてくれるはずです。あるいは、自分で密度試験をしてみるのも良いでしょう。とても簡単です。水置換法のように。.
賢い。ショットの重量を記録するための細かい情報がたくさんある。.
数字だけではありません。それらが射出成形プロセス全体にとって何を意味するのかを理解することです。.
ここでは理論についてはうまく説明しましたが、実際にやってみるともっと多くのことがわかると思います。.
ああ、その通り。現実世界は常に予想外の出来事を投げかけてくるからね。.
実際の課題については、次回の深掘りでお話ししましょう。戻ってきました。射出重量、つまり体積と密度に関する基本事項について学びました。しかし、実際の射出成形では、物事はもっと複雑になるとおっしゃっていましたね。.
そうですね、素晴らしいケーキのレシピを持っていると想像するようなものですよね?
はい、聞いてますよ。.
でも、オーブンは熱くなるところがあるし、計量カップも少しずれている。完璧なケーキを作るには、調整が必要だよ。.
はい、おっしゃる意味は分かります。では、射出成形の世界におけるホットスポットや不格好な計量カップとは一体何なのでしょうか?
ええと、先ほどお話しした完璧な計算は、全てが理想的だと仮定しているんですよね?でも実際には、材料の流れ方にはばらつきがあります。機械の設定や温度によっても状況は変わってくるんです。.
では、どう対処すればいいのでしょうか?理論と工場の現場で実際に起こっていることのギャップを埋めるにはどうすればいいのでしょうか?
実測値を用いて二重チェックと微調整を行っています。情報源についてですが、主に2つあります。1つは射出成形機の計量システムです。.
わかった。.
2 つ目は、成形された部品の重量を測るという昔ながらの方法にいつでも戻ることができることです。.
まずは機械の計量システムから始めましょう。一体何ですか?
機械に会計士が内蔵されていると考えてください。.
わかった。.
各ショットでどれだけのプラスチックが使用されているかを追跡します。キャリブレーションが完了すると、リアルタイムのデータが提供されるので、即座に調整を行うことができます。.
そうすれば、何かが軌道から外れていないか確認できます。例えば、実際のショットの重量が計算通りでないかどうかなど。.
そして、その場で微調整できるので、毎回完璧なショットを撮ることができます。部品の充填不足やプラスチックの無駄はもうありません。.
なるほど。2つ目の方法はどうですか?成形品の重量を測る?かなり簡単そうですね。.
そうですが、コツがあります。部品を一つだけではなく、複数まとめて計量する必要があります。そして重要なのは、付属のランナーとゲートも含める必要があることです。.
つまり、最終的な部品自体だけでなく、金型に注入されたすべてのものを計量することになります。.
まさにその通り。理論的な計算と現実を照らし合わせているような感じで、ちょっとした違いを見つけるのに役立ちます。.
現実世界でそれが起こった良い例はありますか?
ええ、確かに。ある情報筋によると、経験豊富なエンジニアが新しい金型を設計していたそうです。計算は完璧だったのですが、部品を作り始めると、なんと、部品がいつも予想よりも重くなってしまうんです。.
そこで何が起こっていたのですか?
結局、彼らが使用していたプラスチックの密度は、計算で使用したものとはわずかに異なっていたことが判明しました。.
つまり、彼らの完璧なレシピは、少し間違った材料のせいで台無しになってしまったのです。.
分かりました。しかし、部品の重量を測ることで、問題を早期に発見して解決し、多くのトラブルを回避できたのです。.
これは、現実世界でのチェックを行うための良い議論です。.
まさにその通りです。後々の頭痛の種を省くことができます。それに、ショットの重量に影響を与える小さな要素がたくさんあることに気づかされます。.
どのような?
射出成形機自体について考えてみましょう。古くなると部品が摩耗し、油圧が変動したり、溶融プラスチックの温度さえも多少変化したりします。.
したがって、計算や測定が適切であっても、現実世界の変動によって混乱が生じる可能性があります。.
そうです。だからこそ、実践的なチェックがとても重要なのです。実際の製造現場の混沌とした状況に適応することが全てです。.
僕たちは探偵みたいなものですよね?常に手がかりを探し、完璧なショット重量を得るために方法を改良しています。.
その例え、すごくいいですね。それに、本当に終わりがないんです。たとえ専門家になったとしても、常に学び、成長し続けているんです。.
学習といえば、まだあまり話していないことが一つあります。ランナーとゲートの設計についてですが、少し触れましたが、これがこのすべてに大きな影響を与えているのではないでしょうか?
ああ、確かに。一見単純なチャネルですが、実際にはすべての動作に影響を与える可能性があります。.
さあ、その世界をさらに深く掘り下げる準備ができました。ランナーと日付の謎を解き明かすのは、この深掘りの最終回です。そして、ショット重量の深掘りの最終回です。いよいよランナーとゲートの設計に取り組みます。あの小さなチャネルがこんなに複雑だとは誰が想像したでしょうか?
そうですよね?それらは、あなたのプロセス全体の成否を左右するのです。.
ショットの重量にも影響する可能性があるとおっしゃっていましたが、どういうことですか?
よく考えてみてください。射出重量とは、溶けたプラスチックを適切な量だけ金型に流し込むことです。.
右。.
ランナーとゲートは、いわばそのための配送システムです。確かにそうですが、設計が適切でないと、抵抗が大きくなってしまいます。.
抵抗?
ええ、プラスチックがうまく通り抜けないと、圧力がかかって充填がうまくいかなくなるんです。結局、ショットの重量が問題になります。.
つまり、プラスチックを機械から部品に運ぶだけでは不十分で、スムーズな搬送が求められます。.
まさにその通りです。そこで設計上の選択が面白くなります。例えば、使用するランナーシステムの種類を考えてみましょう。ホットランナーシステムですね。.
ホットランナー。.
そこはプラスチックが最後まで溶けたままの状態です。無駄は少ないですが、費用がかさみ、設置も難しくなります。さて、コールドランナーの出番です。.
コールドランナー、その違いは何ですか?
もっとシンプルで安価。でもランナーは固まってしまう。だから取り出す必要があるし、プラスチックはリサイクルした方がいいかもしれない。手間が増える。.
それぞれのシステムには長所と短所があるんですね。プロジェクトに最適なシステムを選ぶにはどうすればいいのでしょうか?
バランスを取るのが大変です。使用するプラスチックの種類、部品の複雑さ、製造数などによって変わってきます。予算も関係してきます。.
右。.
ある情報筋からこの会社についての話がありました。彼らは大量生産していた小さな電子部品の製造にホットランナーを導入しました。初期費用は増加しましたが、プラスチックの使用量を大幅に削減し、生産時間全体を短縮できました。.
長期投資としては良いように思えます。.
まさにその通りです。全体像を考えなければなりません。でも、ランナーシステムの種類だけの問題ではありません。チャネルのサイズや形状も重要です。.
わかります。チャネルが狭すぎる場合は。.
そうです。流れが制限されてしまいます。プラスチックを押し出すにはより大きな圧力が必要になり、当然のことながら、ショットの重量にばらつきが生じ、場合によっては部品に欠陥が生じることもあります。.
うん。.
しかし、チャネルが広すぎる場合は、.
うーん。それでどうなるの?
プラスチックが冷えるのに時間がかかります。すべてが遅くなります。.
だから、スイートスポットを見つけなきゃいけない。狭すぎず、広すぎず、ちょうどいい。.
重要なのは、流動を最適化し、適切な圧力をかけることです。そうすることで、金型への充填が安定し、射出重量も正確になります。.
物事を迅速に進めます。.
まさにその通りです。それから、ゲートを忘れないでください。そこはプラスチックが金型に流れ込む入り口です。ゲートの設計も重要です。.
どうして?
それは制御点です。大きさ、形、位置。これら全てが金型への樹脂の充填具合に影響し、射出重量にも影響します。きっと。ゲートが小さいと、樹脂が十分に入らないかもしれません。.
再び、未充填の部分が有りました。.
ええ。あるいは圧力を高くしないといけません。ゲートが大きいと充填は早くなりますが、ひどい跡が残る可能性があります。後片付けに時間がかかります。.
これはすべて、私たちが以前、実際の測定について話したことを思い出させます。.
まさにその通り。計算が完璧で機械がスムーズに動いても、ランナーとゲートの設計が問題を引き起こす可能性があります。全てを再確認する必要があります。.
シェフがレシピに最後の仕上げを加えるようなものです。オーブンの調子や食材の鮮度に合わせて調整しなければなりません。.
そうです。そしてここでもう一つ影響する要素があります。それはせん断速度です。.
せん断速度。さて、技術的な話になってきましたね。.
それは、溶けたプラスチックが機械を通って金型に流れ込むときに、どれだけ速く形が変化するかということです。.
圧力がかかると、どれだけ簡単に伸びたり動いたりするのか。.
まさにその通りです。プラスチックの種類によって粘度が異なります。蜂蜜と水を注ぐ時のことを想像してみてください。蜂蜜は粘度が高いので、伸びる水に抵抗し、スムーズに流れます。.
なるほど、なるほど。でも、このせん断速度とショット重量はどのように関係するのでしょうか?
ええと、プラスチックが流動する際、せん断速度は粘度に影響を与えます。そして、それによって圧力も変化します。つまり、良好な充填部品を得るために必要なプラスチックの量です。.
したがって、せん断速度が 2 LW の場合、プラスチックは流れない可能性があります。.
そうだね。充填も不完全になるね。へへ。摩擦が多すぎると熱くなって、プラスチックが傷つくこともあるよ。.
微妙ですね。バランスを見つけないと。.
まさにその通りです。そして、ランナーとゲートの設計もせん断速度に影響を与えます。これらのチャネルの大きさ、形状、配置など、すべてが重要なのです。.
わあ!本当に長い道のりでしたね。まずは基本的なショットウェーブの計算式から始めて、それから実際の調整をあれこれ試し、そして今度はランナーとゲートの設計とせん断速度について深く掘り下げてきました。頭がいっぱいです。.
確かに、理解するには多すぎる内容です。そして正直に言うと、これはほんの始まりに過ぎません。射出成形は広大な分野です。常に変化し続けています。新しい素材、新しい技術、そして常に新しい課題が待ち受けています。.
では、射出成形を始めたばかりのリスナーにアドバイスをいただけますか?
学びを止めず、実験を続け、新しいことに挑戦することを恐れないでください。そして、すべてのプロジェクトはそれぞれ異なることを忘れないでください。プラスチック、機械、部品。すべてに魔法のような答えはありません。.
素晴らしいアドバイスですね。リスナーの皆さん、ぜひ射出成形の世界を探検してみてください。そして、射出重量を正しく設定することが、素晴らしいものを作る鍵となることを忘れないでください。この深掘りにご参加いただきありがとうございました。また次回お会いしましょう。


