

世界初の合成プラスチックであるベークライトは、豊かな歴史と独自の特性を有し、現代の製造業においても重要な役割を果たし続けています。しかし、ベークライトは、射出成形 1 ?このブログ記事では、ベークライトの特性、射出成形プロセス、用途、そして実用的な考慮事項を詳しく解説し、この疑問に包括的に答えます。
ベークライトは射出成形に適しており、特に耐熱性および電気絶縁性の部品の製造に適していますが、熱硬化性のため特殊な装置と処理条件が必要です。.
ベークライト2がかどうかを理解するには、その特性、技術プロセス、そして利点と課題を検討する必要があります。詳しく見ていきましょう。
ベークライトは射出成形に使用できます。.真実
ベークライトは熱硬化性プラスチックですが、適切な設備とプロセス調整により射出成形が可能です。.
ベークライトはいかなる成形プロセスにも適していません。.間違い
ベークライトには、射出成形、圧縮成形、トランスファー成形など、さまざまなプロセスを使用して成形できます。.
ベークライトとは何か?どのように分類されるのか?
ベークライト(フェノール樹脂とも呼ばれる)は、1907年にレオ・ベークランドによって発明され、材料科学における最初の完全合成プラスチックとして革命的な瞬間を刻みました。フェノールとホルムアルデヒドの縮合反応によって生成されるベークライトは、硬化性プラスチック3、硬化すると不可逆的に硬化します。そのため、優れた耐熱性(最高190℃)と電気絶縁性を備えており、溶かして再成形できる熱可塑性プラスチックとは一線を画しています。

ベークライトとは、フェノールとホルムアルデヒドから作られる熱硬化性プラスチックで、製造プロセス、材料の種類、電子機器や自動車などの業界での用途によって分類されます。.
| 分類タイプ | 詳細 |
|---|---|
| プロセス | 射出成形、圧縮成形、トランスファー成形。射出成形では 302 ~ 356°F での硬化が必要です。. |
| 材料 | 紙(安価、断熱性が高い)、布(強度が高い、機械に重点を置く)。. |
| アプリケーション | 電気製品、自動車、歴史的な消費財。. |
ベークライトは熱硬化性を有し、三次元メッシュ構造を形成するため、耐熱性と安定性が求められる用途に最適です。軽量で断熱性に優れた紙製ベークライトや、機械的強度に優れた布製ベークライトなど、様々な種類があります。.
ベークライトは熱可塑性材料です。.間違い
ベークライトは熱硬化性プラスチックであるため、一度硬化すると再溶解したり再成形したりすることはできません。.
ベークライトはその絶縁性により電気用途に使用されます。.真実
優れた電気絶縁性により、回路基板や配電盤に最適です。.
射出成形におけるベークライトの用途は何ですか?
ベークライトはそのユニークな特性により、特に耐熱性と電気絶縁性が最も重要な特定の射出成形用途に最適な材料となっています。.
ベークライトはその耐熱性と電気絶縁性により、電気絶縁体、自動車部品、台所用品のハンドルなどの射出成形に使用されます。.

典型的なアプリケーションシナリオ
-
電気産業:ベークライトは、その非導電性を活かして、回路基板、配電盤、絶縁体の製造に大きく貢献しています。ヴィンテージラジオの筐体に使用されていることからも、その歴史的意義が伺えます。
-
自動車分野: 熱や摩耗に耐える必要があるハンドルや部品に使用され、自動車部品の耐久性に優れています。
-
消費財: 歴史的に、ベークライトはその多用途性と美的魅力を活かして、台所用品の取っ手や宝飾品に成形されてきました。
これらの用途ではベークライトの耐熱性と耐薬品性を活用しますが、吸水性が高いため湿気の多い環境での使用が制限されることがあります。.
長所と短所の比較
熱可塑性樹脂の射出成形や圧縮成形と比較すると、ベークライトには次のような明確な利点と課題があります。
-
長所:
-
耐熱性が高く(最大 356°F)、高温の設定に最適です。.
-
電子機器にとって極めて重要な、優れた電気絶縁性。.
-
寸法安定性により、部品の形状が維持されます。.
-
圧縮成形に比べ、精度が高く、人件費も抑えられます。.
-

-
短所:
-
熱硬化性のためリサイクルが困難です。.
-
ラミネートの吸水性が高く、湿った状態での使用が制限されます。.
-
金型や特殊な機械の初期コストが高くなります。.
-
| 側面 | ベークライト射出成形 | 比較(熱可塑性樹脂/圧縮) |
|---|---|---|
| 耐熱性 | 高温(最高356°F) | 熱可塑性プラスチックの場合は低く、圧縮の場合は変動します。. |
| 電気絶縁 | 優れた、電子機器に最適 | 多くの熱可塑性プラスチックには適さず、圧縮には適さない。. |
| リサイクル | 困難、熱硬化性、再溶解不可 | 熱可塑性プラスチックの場合は簡単ですが、圧縮の場合は制限があります。. |
| 初期費用 | 金型/機械用 | 圧縮の場合は低く、熱可塑性の場合は可変です。. |
| 精度 | 高い労働コスト、低い労働コスト | 圧縮の場合は低く、熱可塑性の場合は高くなります。. |
ベークライト射出成形は、あらゆる用途においてコスト効率に優れています。.間違い
精度が高く人件費も抑えられる反面、金型や機械への初期投資は他の方法に比べて高くなります。.
ベークライトは耐熱性が求められる用途に最適です。.真実
最高 356°F までの温度に耐えられるため、高温環境に適しています。.
ベークライト射出成形のプロセスとは何ですか?
熱硬化性の特性4があるため熱可塑性プロセスとは異なり、正確な制御と特殊な装置が必要です。
このプロセスには、ベークライト を 122°F に加熱し、それを金型に注入し、302~356°F で硬化させ、1:1スクリュー圧縮比5。

プロセスの全ワークフローの内訳
-
材料の準備: ベークライトは粉末 (ノボラック樹脂またはレゾール樹脂) として始まり、特性を高めるためにセルロースや鉱物などの充填剤と混合されることがよくあります。
-
加熱と可塑化: 圧縮比 1:1 のスクリューが粉末を前部 (90 ~ 100 °C)、中間 (80 ~ 90 °C)、後部 (70 ~ 80 °C) の多段階温度で溶かします。
-
射出: 約 122°F に加熱された溶融ベークライトが金型キャビティに射出されます。
-
硬化と冷却: 材料は圧力下で 302 ~ 356°F で硬化し、不可逆的に固まり、その後冷却して固まります。
-
排出: 完成した部品が排出され、使用または組み立ての準備が整います。
このプロセスでは、ベークライト熱硬化挙動に対処するために、正確な温度制御と独自のスクリュー構成が必要です。.
材料の適合性の説明
-
ノボラック6 : 架橋には触媒 (ヘキサメチレンテトラミンなど) が必要で、通常は強度と絶縁性のために充填剤とともに使用されます。
-
Resole : 熱により自己硬化するため、一部の用途ではプロセスが簡素化されます。
木粉などの充填剤は断熱性を高めますが、機械的強度を弱める可能性があり、一方、ラミネートは吸水性を高めて適合性に影響を与えます。.
ベークライト射出成形では熱可塑性プラスチックと同じ装置を使用します。.間違い
熱可塑性プラスチックの 1:3 ~ 1:4.5 の比率とは異なり、圧縮比が 1:1 のスクリューなどの特殊な装置が必要です。.
ベークライト硬化温度は302~356°Fです。.真実
この温度範囲は熱硬化性プラスチックを硬化させるのに必要です。.
ベークライト射出成形における実際的な考慮事項は何ですか?
ベークライト成形を成功させるには、いくつかの実際的な要素に注意する必要があります。.
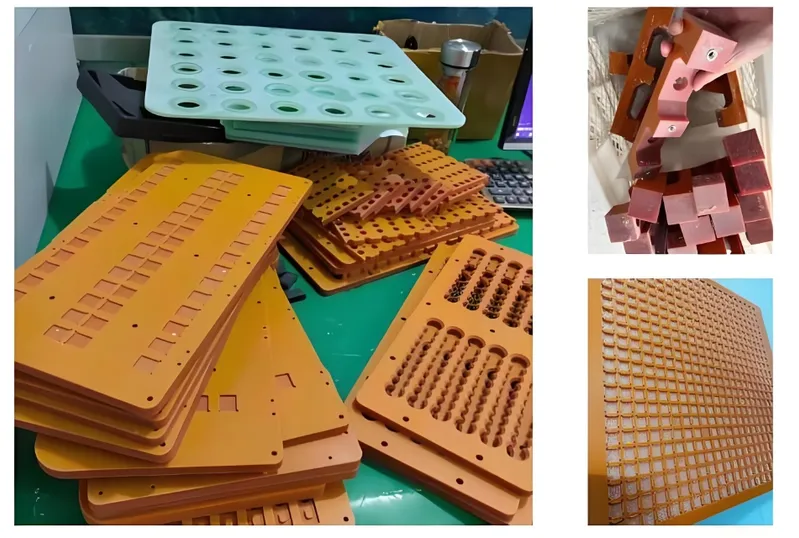
重要な考慮事項には、特殊な装置、金型設計7 、材料の種類、環境条件などがあり、これらはプロセスの効率と最終製品の品質に影響します。

設計チェックリスト
-
金型温度制御が 302 ~ 356°F の硬化をサポートしていることを確認します。.
-
熱可塑性プラスチック規格とは異なり、圧縮比が 1:1 のネジを使用します。.
-
材料タイプ (ノボラックまたはレゾール) をプロセス要件に一致させます。.
-
吸水リスクによる湿度暴露に対する部品設計を評価します。.
-
金型寸法が技術仕様と一致していることを確認します。.
プロセス選択の意思決定
-
コスト: 射出成形は圧縮成形に比べて初期コストが高くなりますが、精度が高く、人件費も低くなります。
-
精度: 複雑で高精度な部品に最適です。
-
決定のヒント: 予算が許せば、精度が必要な場合は射出成形を選択します。コストが優先され、精度がそれほど重要でない場合は、圧縮成形を選択します。
ベークライト射出成形は、コスト重視のプロジェクトにとって常に最良の選択です。.間違い
精度は得られますが、初期コストが高くなるため、すべての予算に合うとは限りません。.
ベークライト射出成形には専用の設備が必要です。.真実
このプロセスには、1:1 の圧縮比を持つスクリューなどの特別な機械が必要です。.
ベークライト射出成形は他の技術とどのように関連しているのでしょうか?
ベークライト射出成形8 はプロセスのネットワークに接続します。
これには、フェノール樹脂の上流生産9と電子機器や自動車などの産業における下流組み立てが含まれますが、熱硬化性であるためリサイクルに課題があります。
-
上流工程:フェノール樹脂の合成および充填剤との配合。
-
下流:電気システムまたは自動車部品への組み立て。再溶解ができないため、リサイクルの選択肢は限られます。
ベークライト射出成形は、他の技術とは何の関係もない独立したプロセスです。.間違い
これは、樹脂生産と下流の組み立ておよび機械加工を含む、より大規模なネットワークの一部です。.
結論
ベークライトは確かに射出成形に適しており、耐熱性と電気絶縁性 1 :1のスクリュー比や170~200℃での精密硬化など、特殊な設備が必要となるため、熱可塑性プロセスとは異なります。高い精度と耐久性を備えている一方で、初期コストの高さやリサイクルの難しさといった課題があります。ベークライトの独自の特性を重視する業界にとって、ベークライトは依然として現実的な選択肢です。
-
熱硬化性プラスチックの射出成形プロセスの複雑さを理解して、製造に関する知識を高めます。. ↩
-
ベークライト独自の特性と用途を探り、今日の製造プロセスにおけるその関連性を理解します。. ↩
-
熱硬化性プラスチックとその特性について学び、さまざまな用途における熱可塑性プラスチックとの比較を確認します。. ↩
-
熱硬化特性を理解することは、エンジニアリングおよび製造プロセスで材料を選択する上で非常に重要です。. ↩
-
スクリューの圧縮比について学ぶと、射出成形の効率と製品の品質に関する知識が向上します。. ↩
-
ベークライト製造におけるノボラック樹脂の役割とその利点について学びます。これは、プロジェクトの材料選択に役立ちます。. ↩
-
金型設計がベークライト製品の品質にどのように影響し、効率と優れた成果を保証するのかを学びます。. ↩
-
最適な結果を得るためのベークライト射出成形の複雑さとベストプラクティスを理解するには、このリンクを参照してください。. ↩
-
ベークライト製造を理解する上で重要な、フェノール樹脂製造の詳細なプロセスを紹介します。. ↩
-
ベークライトなどの耐熱性と電気絶縁性を備えたさまざまな材料を調べて、製造に関する知識を深めましょう。. ↩





