

プラスチックがどのようにしておもちゃや電話ケースなどの日用品になるのか考えたことはありますか?
プラスチックを金型に射出するとき、プラスチックは溶融するまで加熱され、高圧下で金型キャビティに押し込まれます。材料が冷えて固化し、金型の形状になり、さまざまな用途に使用できる正確で耐久性のある部品が作成されます。
最初はプラスチック射出成形について調べていましたが、その隠された細部に驚きを感じました。異なる速度や温度でのプラスチックの流れのように、各ステップが重要になりました。設計の小さな変更でも、製品の品質の向上につながることがよくあります。これらの微妙な点をマスターすると、本当に満足感が得られます。
プラスチック溶融物は、メイン チャネルの中心でより速く流れます。真実
中心では摩擦が少ないため、溶融物はより速く流れます。
ゲートは粘度を高めることでプラスチックの溶融温度を下げます。間違い
ゲートによりせん断力が増加し、温度が上昇し、粘度が低下します。
プラスチックはどのようにして金型に入りますか?
プラスチックがどのようにして型に入れられ、私たちが楽しんでいるガジェットになるのか考えたことがありますか?この過程がとても面白いですね!
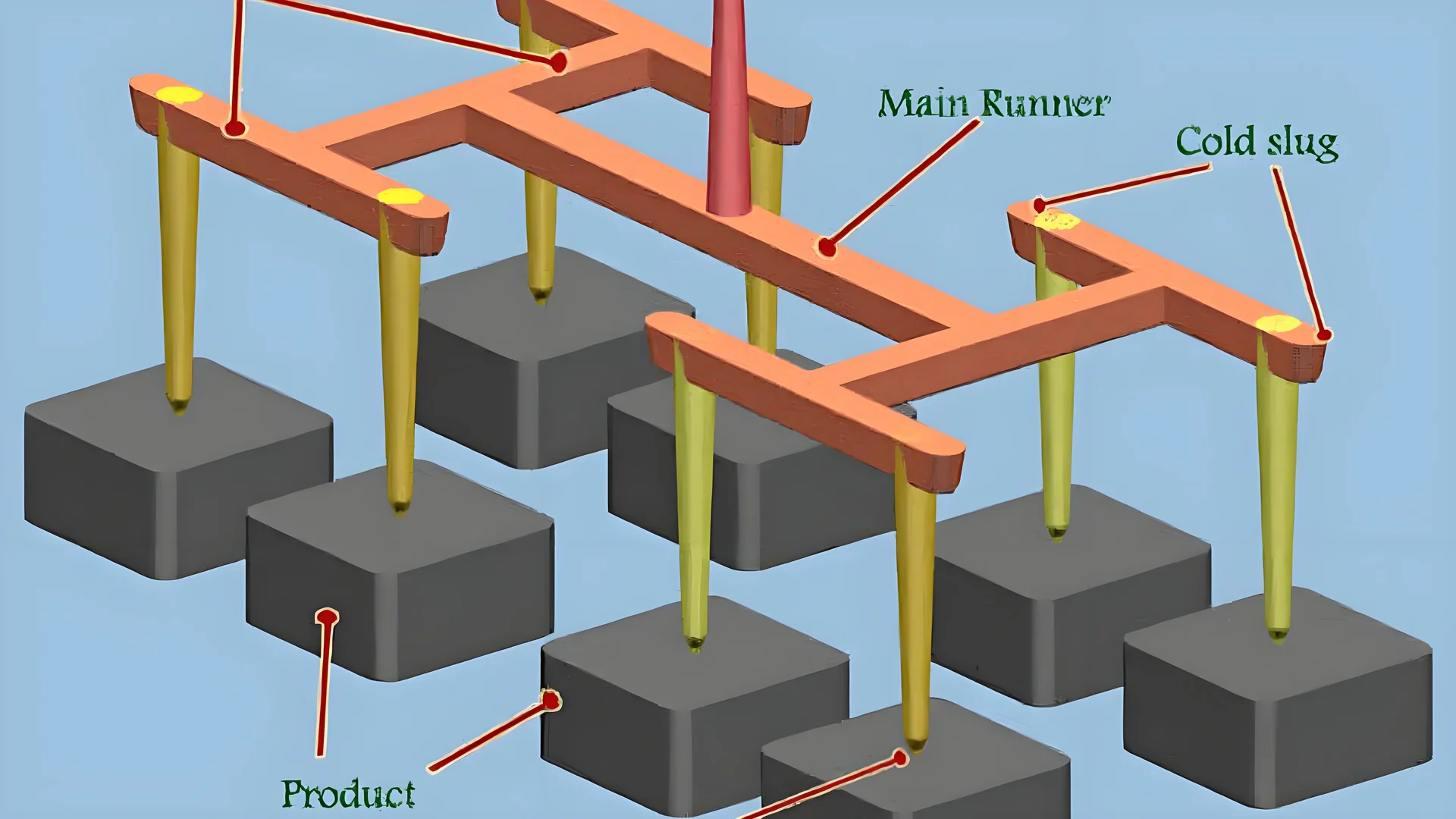
プラスチックは多くの経路を通って金型内に移動します。まず、プラスチックがメインチャネルを通過します。その後、ランナーとゲートを通過します。最後に空洞を埋めます。それぞれのステップが重要です。各ステップで流量、圧力、分布が変化します。これらはすべて、型に完璧に充填するために重要です。はい、完璧な充填です。

入口の流れの初期段階
金型工場での最初の日のことを覚えています。プラスチックのペレットがどのようにしてピカピカの電子機器に生まれ変わるかに驚きました。それは、射出成形機のスクリューまたはプランジャーによってプラスチックがメイン チャネルに押し込まれることから始まります。歯磨き粉をより正確にチューブに絞り出すことを想像してみてください。圧力は強く、プラスチックが円錐形のメイン チャネルを通過する際に速度勾配が形成されます。これは、車が中央車線を速く移動し、縁石に近づくと減速するのと似ています。
ランナー内の流れ
最初のラッシュの後、プラスチックはランナーに入ります。川が分かれて金型の各部分にプラスチックを供給するところを想像してください。ランナーの設計がいかに重要であるかを知りました。円形ランナーにより圧力損失が軽減され、スムーズな流れが得られます。それは、バランスを維持するために正確な流れの法則に従って、コーヒーをこぼさずに完璧に注ぐようなものです。
ゲートでの流れ
ゲートでは、物事がさらに重要になります。これは、キャビティへのプラスチックの速度と量を制御する小さな入り口です。バリスタがエスプレッソのショットを管理しているところを想像してみてください。プラスチックが押し込まれると、圧力によって速度が上がり、加熱されて流れが良くなります。さまざまなゲートがさまざまな効果を生み出します。サイドゲートは穏やかなエントリーを可能にしますが、ポイントゲートは急速なバーストを引き起こす可能性があります。
キャビティ内の流れ
ついに空洞に到着です。ここで注意が必要になります。キャビティの形状や壁の厚さなどの要因が、流れの挙動に影響を及ぼします。不均一な製氷皿にきれいに詰めようとするなど、厚さが不均一なためにデザインが苦労するのを見てきました。一貫した厚さにより流れが安定します。しかし、壁が変化したり、肋骨のような特徴がある場合は、別のゲームになります。ストリームがうまく衝突せず、溶接跡が残る可能性があります。溶接跡は、外観と機能の両方を損なう迷惑な線です。
| ステージ | 説明 | 重要な要素 |
|---|---|---|
| 入り口 | メインチャンネルエントリー | 圧力、軸流 |
| ランナー | メルトを分配します | 形状(円形など)、サイズ |
| ゲート | フローエントリを制御します | 絞り、せん断速度 |
| キャビティ | 最終充填 | 壁の厚さ、複雑さ |
これらの段階を理解することは、私や他の設計者が塑性流動力学1高品質の製造結果を得るのに非常に役立ちます。それはダンスを完璧にするようなものです。動きがスムーズであればあるほど、最終的なパフォーマンスはより良くなります。
プラスチックは主流路の中心でより速く流れます。真実
せん断により、プラスチック溶融物は中心でより速く流れます。
ポイント ゲートにより、プラスチックがキャビティに穏やかに流れ込みます。間違い
ポイント ゲートでは、プラスチックが穏やかにではなく、噴射的に侵入します。
ランナーはどのようにして射出成形を成形するのでしょうか?
液体プラスチックの複雑なシンフォニーを指揮している様子を想像してください。すべての部品は、金型の穴の正しい位置に正確に配置される必要があります。
射出成形におけるランナーは重要なパスです。溶融したプラスチックを射出機から金型スペースに導きます。これらのランナーの設計は、プラスチックの移動速度に影響します。また、圧力の広がりや使用される材料の量にも影響します。ここでは効率が非常に重要です。
初期の流れ力学
溶融プラスチックが射出成形機のスクリューまたはプランジャーによって押し出され、主要な経路を通って移動を開始するところを想像してください。これは、水が中央で速く流れるのに対し、側面ではゆっくりと流れる川を観察するようなものです。この初期の流れパターンによって、材料がランナー2。このステップは均一性を保つために非常に重要です。
ランナーデザインの役割
私の見解では、ランナーは各金型セクションに同量のプラスチック溶融物を供給するのに役立つ重要な経路です。円形、台形、U 字形など、ハイキング コース上のさまざまなルートとして視覚化します。それぞれの形状が、独自の方法で流れを導きます。円形ランナーは、圧力損失が低く、全体的にスムーズな走行を実現する、平坦で歩きやすいトレイルに似ています。
| ランナー形状 | 特徴 |
|---|---|
| 円形 | 均一な流れ、低い圧力損失 |
| 台形 | 金型設計により異なります |
| U字型 | ユニークな金型の具体的な用途 |
マテリアルフローへの影響
ここで、あまり知られていない事実があります。ポワズイユの法則を理解することは、流体力学の秘密に特別にアクセスできることに似ています。チューブ内の液体と同様に、プラスチックの溶融はランナーの中心で速度が上がり、壁に近づくと遅くなります。生産を際立たせる流量3 を計画する際に依存するものです
金型キャビティへの接続
ランナーはゲートに接続されます。小さなゲートキーパーは、プラスチック溶融物が各キャビティにどのように充填されるかを制御します。サイド ゲートではゆっくりとしたアプローチが可能ですが、ポイント ゲートでは素早いエントリーのように機能します。緩やかな遷移を持つ複雑なコンポーネントを設計する場合に重要です4 。
実際的な考慮事項
適切なランナーのデザインを選択することは、パズルを組み立てるようなものです。設計の制限を念頭に置きながら、迅速さと効率のバランスを取る必要があります。この選択をマスターすると、金型が改良されるだけでなく、性能が向上し、量産時のコストも節約されます。この知識は、設計者がコストとパフォーマンスの両方で金型5 を。
メインチャネルは通常、円錐形の形状です。真実
ほとんどの主要なチャネルは円錐形で、プラスチック溶融物の軸方向の流れを助けます。
ポイント ゲートにより、溶融物がキャビティにゆっくりと入ります。間違い
ポイント ゲートは、穏やかな流れではなく、噴射状の溶融物の流入を引き起こします。
ゲートは塑性流動にどのような影響を与えますか?
小さなゲートがプラスチック片の成否を決めることがあります。
ゲートは、プラスチック溶融物がキャビティに入る速度と量を制御します。これは、せん断速度、温度、成形品の品質に影響を与えます。設計者は、良好な塑性流動を実現するためにゲートの設計を改良する必要があります。

ゲートでの流れの始まり
射出成形について学んだとき、まるで大きなオーケストラのように感じました。プラスチックは、スクリューまたはプランジャーによって押されて、メイン チャネルを通って入ります。それが舞台を整えます。せん断力6楽器を調整するように作用し、溶融物がどのように動くかを決定します。
ランナー内の流れ
ランナー内では、溶融物は川が複数の流れに分かれるように動作します。円形、台形、U 字形など、それぞれの形状によって流れが変わります。かつて、ランナーをU字型から円形に変更するプロジェクトに取り組みました。自転車旅行で砂利道から平坦な道に切り替えたときのように、圧力損失が大幅に低下しました。
| ランナー形状 | 流量特性 | 圧力損失 |
|---|---|---|
| 円形 | 均一な流れ | 最小限 |
| 台形 | 中程度の流れ | 適度 |
| U字型 | 不均一な流れ | 高い |
ゲートでの流れ
門は魔法です。その仕事には、音楽を指揮する指揮者のように、溶ける速度を制御することが含まれます。異なるゲートは流れに独自の影響を与えます。ポイント ゲート7素早く劇的なエントリーをもたらし、サイド ゲートはより穏やかな流れをもたらします。
キャビティ内の流れ
空洞は迷路のようです。均一な肉厚がスムーズな流れをもたらし、すべての部品をきれいに充填します。しかし、リブやアンダーカットがあると、でこぼこした道ができてしまいます。
| キャビティの特徴 | 流れへの影響 |
|---|---|
| 均一な壁 | 安定した層流 |
| リブ/アンダーカット | 変更されたパス |
溶接マーク、つまり流れがぎこちなく合流する醜い線を扱う際には、これを理解することが重要でした。
この時代を振り返ると、あらゆるフローが製品の品質を向上させていることがわかります。これはソリューションを作成することであり、効率と外観を向上させるための製造方法を改善することが含まれます。
プラスチックは主流路の中心でより速く流れます。真実
メインチャネルの中心ではせん断が少なくなり、より速い流れが可能になります。
ポイントゲートにより、キャビティへの穏やかな進入が可能になります。間違い
ポイント ゲートにより、溶融物は穏やかにではなく、噴射方式でキャビティに流入します。
成形中にキャビティ内で何が起こっているのでしょうか?
金型キャビティ内で何が起こっているかについて興味がありますか?それはプラスチックのための小さな旅です。原材料は形を変えて一般的なアイテムになります。
成形中、熱いプラスチックが空いた空間に流れ込みます。キャビティの形状、壁の厚さ、冷却速度はすべて、この流れに影響します。これらの要素が完成品の形状と品質を決定します。表面の継ぎ目や領域の充填速度が異なるなどの問題が発生する場合があります。これらの問題には細心の注意が必要です。とても慎重です。

初期の流れダイナミクス
射出成形について学んだとき、そのプロセスの始まりに驚きました。射出成形機のスクリューによって駆動され、主要な経路に入るプラスチックを想像してください。この時点で、溶融物は高圧下で急速に移動します。円錐のような形をしたチャネルは異なる速度を引き起こし、端付近では流れが遅くなり、中心では速度が速くなります。まるで狭い渓谷を流れる川のようです!このフロー8 を、後続のステージの調子を決めるため、非常に重要です。
ランナー内の流れ
旅はランナーへと移り、複雑な道路網を思い出させます。円形でも U 字形でも、これらのパスは溶融物を各キャビティに均一に広げるために重要です。流体力学の法則がこの滑らかな流れを支配し、中心が端よりも速く動きます。混雑した都市のラッシュアワーの交通状況を想像してみてください。とても似ています。
-
ランナー形状の効果:
形 流量特性 円形 均一分布、低圧力損失 台形 大きさや粗さによって異なります
ゲートフローダイナミクス
次は門です。大きな役割を担う小さな通路です。溶融物がキャビティに入る速度を制御します。ゲートが異なれば、流れのスタイルも異なります。サイドゲートでは穏やかにエントリーできますが、ポイントゲートでは急流が発生する可能性があります。このステップは非常に重要です。それは、完璧なスプレーを得るために庭のホースのノズルを調整するようなもので、非常に慎重な調整が必要です。
キャビティの内部
最後に、プラスチックは空洞に到達し、そこで刺激的なことが起こります。溶融物が移動すると、キャビティの壁と熱交換が行われ、冷却され、粘度が高まります。ケーキを焼いたことがある人なら、ひび割れを防ぐために均一な熱がいかに重要かをご存知でしょう。これも同様です。
- キャビティの形状と厚さ: 均一な壁厚により、スムーズな流れが実現します。違いにより混乱が生じる可能性があります。
-
熱交換: 冷却されて粘度が増加します。
要素 インパクト 肉厚 流れの安定性と冷却速度に影響を与える 補強材とアンダーカット フローのリダイレクトとマージを発生させる
これらの細かい点は、流れが不適切に合流した場合に溶接跡などの問題を引き起こす可能性があります。これは、衣服の縫い目が完全に揃っていないのと同様です。これらのダイナミクスを理解することで、私の設計スキルと製品の品質が大幅に向上しました。それぞれの型は新しいパズルを解いているような気分になります。溶接跡9、製品の仕上がりと強度がさらに向上します。
プラスチック溶融物は、メイン チャネルの中心でより速く流れます。真実
メインチャンネルの中心はせん断抵抗が少ないため、より速い流れが可能になります。
すべてのタイプのゲートにより、溶融物がキャビティに穏やかに流入します。間違い
ポイント ゲートはジェッティングを引き起こしますが、サイド ゲートはキャビティへの穏やかな流れを可能にします。
設計者は射出成形をどのように最適化できるでしょうか?
完璧なプラスチック部品を完成させることにストレスを感じたことはありますか?設計者はおそらく、あらゆる選択が射出成形プロセスを変えることを知っています。これが、このスキルを完成させるまでの私の物語です。
私は射出成形を最適化するための効率的な金型の設計に重点を置いています。適切な材料を選択することは非常に重要です。温度や圧力などのプロセスパラメータを調整することは非常に役立ちます。これにより無駄が削減されます。製品の品質が向上します。

流れ力学を理解する
プラスチックが型の中に溶けていくのを初めて見たときのことを思い出します。それは小さな川が形を作るのに似ていました。最初が重要です。プラスチックは、射出成形機のスクリューの指示に従ってメイン チャネルを通って移動します。溶融物が中心でどのように速く移動し、端近くでどのように遅くなるかは興味深いことです。無駄を減らし、よりスムーズな移行を実現するには、適切なフローが必要です。このステージを最適化すると、せん断による速度分布10
効率的なランナーの設計
ランナーを見つけるのは、私にとってパズルを解くような気分でした。私は常に円形のランナー形状を選択しました。これは、流れを安定させ、圧力損失を減らし、層流を維持し、均一な分布を確保するためです。速度を落とさずに滑走できる高速道路の滑らかなカーブを思い出しました。11の流れダイナミクスを参照して、より深い洞察を得ることができます。
最適な流れを実現するゲート設計
正しいゲートを選択することは、曲がりくねった道で最適なルートを見つけるようなものです。さまざまなゲートにより、溶融物がキャビティにどれだけ早くスムーズに到達するかを管理します。
| ゲートタイプ | 流量特性 |
|---|---|
| 側 | 優しく徐々に入る |
| ポイント | 素早く噴射するエントリー |
たとえば、ポイント ゲート12 はアクセル ペダルを踏んでいるように感じますが、サイド ゲートはよりリラックスした乗り心地を提供します。
キャビティの複雑性の管理
空洞は、物事が非常に興味深く、そして困難になる場所です。天候によって移動速度が変化するのと同じように、壁の厚さのわずかな変化でも流れが変化する可能性があることを私は見てきました。均一な厚さは、優れた製品を損なう厄介な溶接跡を避けるために非常に重要です。潜在的な溶接マーク13で、最終製品の品質を向上させることができます。
材料の選択とプロセスパラメータ
材料を決めることは、料理に適した材料を選ぶことに似ており、それぞれが最終的な仕上がりに影響します。温度と圧力を調整するのは、完璧に焼き上げるためにオーブンの設定を調整するような感じです。私は常に素材選択基準14集中力を保ちます。
プロセスパラメータの変更に至るまで、あらゆる段階を考慮する必要があります15 。この複雑さを理解することで、おそらく効率が向上しただけでなく、効率と製品の品質も向上しました。
プラスチック溶融物は、メイン チャネルの中心でより速く流れます。真実
より高い圧力とせん断により、溶融物は中心でより速く流れます。
円形ランナーは他の形状に比べて圧力損失が高くなります。間違い
円形ランナーは圧力損失が低く、溶融物を均一に分配します。
結論
プラスチック射出成形プロセスには、メイン チャネル、ランナー、ゲート、キャビティなどのさまざまな段階を経て、溶融プラスチックを金型に射出することが含まれ、生産の精度と品質が保証されます。
-
流れのダイナミクスに関する包括的な情報を提供し、より良い設計および生産戦略に役立ちます。 ↩
-
初期流動力学を理解することは、欠陥を減らして成形効率を向上させるのに役立ちます。 ↩
-
ランナーの形状を探ることは、流量の最適化と無駄の削減に役立ちます。 ↩
-
ゲートのタイプを比較すると、必要な流量に適したゲートを選択することができます。 ↩
-
金型設計を最適化すると、生産コストと時間を大幅に削減できます。 ↩
-
せん断力が射出成形中の溶融物の挙動にどのように影響し、流動力学や製品の品質に影響を与えるかをご覧ください。 ↩
-
ポイント ゲートがキャビティ内での噴射流を促進する仕組みと、それが成形品の美観に及ぼす影響について学びます。 ↩
-
速度分布が成形における流動力学にどのような影響を及ぼし、高品質の最終製品の基礎を築くかを学びます。 ↩
-
溶接跡を減らし、製品の美しさと構造の完全性を向上させる戦略を見つけてください。 ↩
-
このリンクを参照して、速度分布が金型の充填と部品の品質にどのような影響を与えるかを理解してください。 ↩
-
流れ効率を高め、エネルギー消費を削減するランナー システムの設計について学びます。 ↩
-
ポイント ゲートの設計がメルト フロー速度とアプリケーションの適合性にどのような影響を与えるかをご覧ください。 ↩
-
溶接跡を減らして表面仕上げと構造の完全性を向上させる戦略を見つけてください。 ↩
-
性能と寿命を向上させるための材料を選択する際の重要な要素を理解します。 ↩
-
温度と圧力の調整に関する洞察を得ることで、欠陥と無駄を削減します。 ↩




