

プラスチックがどのようにしておもちゃや携帯電話ケースなどの日用品になるのか疑問に思ったことはありませんか?
プラスチックを金型に注入する際、プラスチックは加熱されて溶融し、高圧下で金型のキャビティに押し込まれます。材料は冷却されて固化し、金型の形状に沿って成形されます。これにより、様々な用途に使用できる精密で耐久性のある部品が製造されます。.
最初はプラスチック射出成形を研究し、その隠れた細部に驚かされました。様々な速度や温度でのプラスチックの流れなど、一つ一つの工程が重要になってきました。設計の小さな変更でさえ、製品の品質向上につながることがよくありました。こうした微妙な違いを理解できることは、本当にやりがいを感じます。.
プラスチック溶融物はメインチャネルの中央でより速く流れます。.真実
摩擦が少ないため、中心部では溶融物がより速く流れます。.
ゲートは粘度を増加させてプラスチックの溶融温度を下げます。.間違い
ゲートによりせん断力が増大し、温度が上昇して粘度が低下します。.
プラスチックはどうやって金型に入るのでしょうか?
私たちが楽しんでいるガジェットが、プラスチックからどのように金型に成形されるのか、考えたことはありますか?このプロセスはとても興味深いですね!
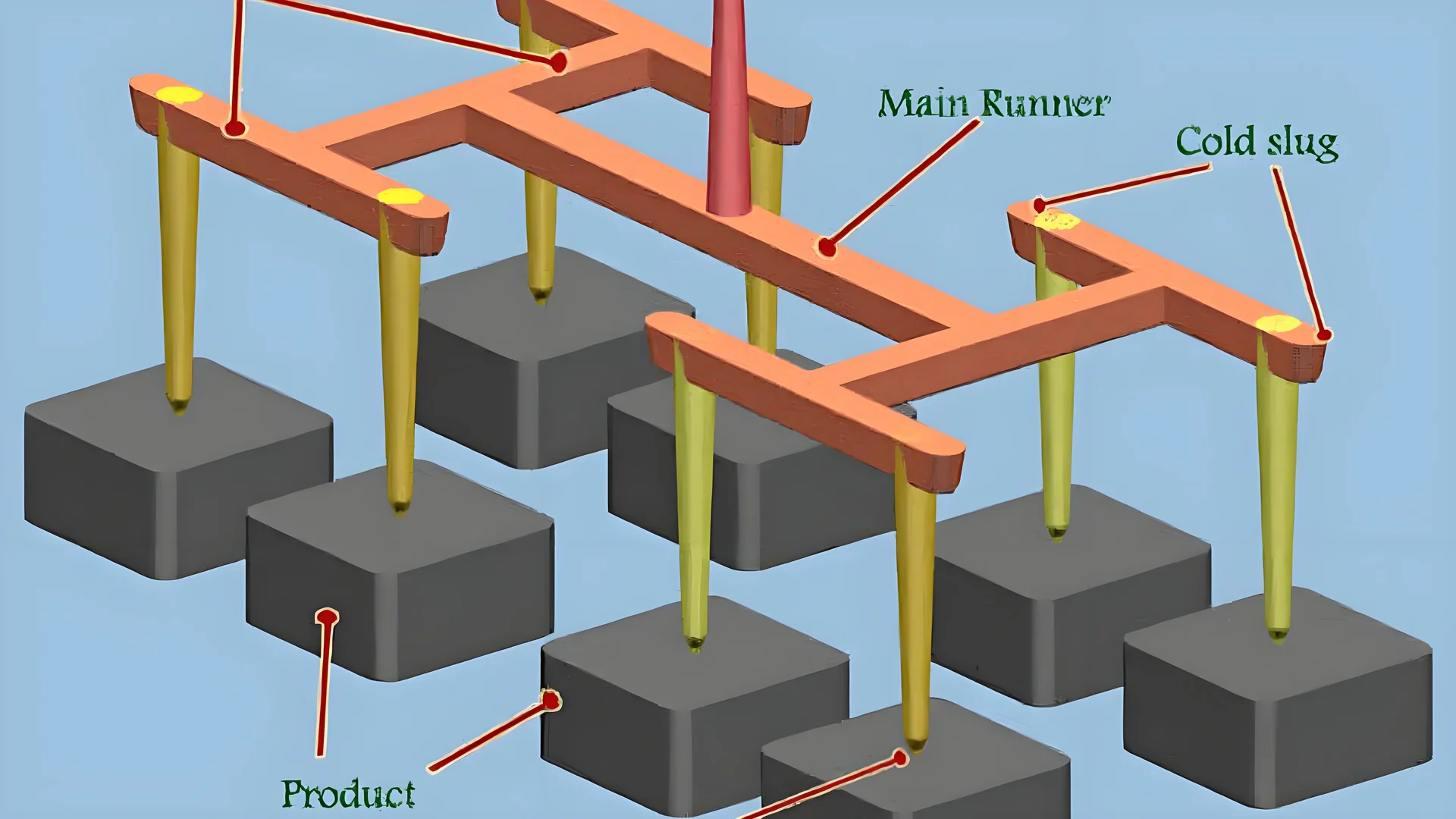
プラスチックは多くの経路を通って金型内に入ります。まず、プラスチックはメインチャネルを通過します。次に、ランナーとゲートを通過します。そして最後に、キャビティに充填されます。それぞれのステップが重要です。それぞれのステップによって、流量、圧力、分布が変化します。これらすべてが、金型を完璧に充填するために不可欠です。そう、完璧な充填です。.

入口での流れの初期段階
金型工場で初めて働いた日、プラスチックペレットがピカピカの電子機器に生まれ変わる様子に衝撃を受けたことを覚えています。それは、射出成形機のスクリューやプランジャーによってプラスチックがメインチャネルに押し込まれることから始まります。歯磨き粉をチューブに押し出すような、もっと精密な工程を想像してみてください。圧力は強く、プラスチックが円錐形のメインチャネルを流れていく際に速度勾配が形成されます。ちょうど中央車線を高速で走行する車が、縁石の近くで減速するのと似ています。.
ランナーの流れ
最初の勢いが過ぎると、プラスチックはランナーに入ります。川が細流に分かれて金型の各部にプラスチックを供給する様子を想像してみてください。ランナーの設計がいかに重要か、改めて実感しました。円形のランナーは圧力損失を軽減し、スムーズな流れを実現します。まるで、流れの法則を厳密に守りながら、こぼれることなく完璧にコーヒーを注ぐようなものです。.
ゲートでの流れ
ゲートはさらに重要になります。ゲートは、キャビティへのプラスチックの速度と量を制御する小さな入口です。バリスタがエスプレッソショットを注ぐ様子を想像してみてください。プラスチックが押し出されると、圧力によって速度が上がり、加熱されて流れが良くなります。ゲートの種類によって効果は異なります。サイドゲートは緩やかな進入を可能にし、ポイントゲートは急速な破裂を引き起こします。.
空洞内の流れ
ついにキャビティに到達します。ここが難題です。キャビティの形状や壁厚といった要素が、流動挙動に影響を与えます。厚みが不均一なために設計が難しくなるのを何度も見てきました。例えば、不規則な製氷皿にきれいに水を満たそうとするような場合です。厚みが均一であれば、流動は安定します。しかし、壁面に凹凸があったり、リブのような形状があったりすると、話は別です。流れがうまく衝突せず、溶接痕が残る可能性があります。溶接痕は見た目と機能の両方を損なう厄介な線です。.
| ステージ | 説明 | 重要な要素 |
|---|---|---|
| 入り口 | メインチャンネルエントリー | 圧力、軸流 |
| ランナー | 溶融物を分配する | 形状(例:円形)、サイズ |
| ゲート | フローエントリを制御する | スロットル、せん断速度 |
| 空洞 | 最終充填 | 壁の厚さ、複雑さ |
これらの段階を理解することは、私や他の設計者がプラスチック流動ダイナミクス1。ダンスを完璧にマスターするようなものです。動きが滑らかであればあるほど、最終的なパフォーマンスは向上します。
プラスチックはメインチャネルの中央でより速く流れます。.真実
せん断により、プラスチックの溶融物は中心部でより速く流れます。.
ポイント ゲートにより、プラスチックがキャビティ内に穏やかに流れ込みます。.間違い
ポイント ゲートを使用すると、プラスチックは穏やかにではなく、噴射するように流入します。.
ランナーは射出成形でどのように形作られるのでしょうか?
液体プラスチックの複雑な交響曲を指揮しているところを想像してみてください。すべてのパーツが金型の穴の正しい位置に正確に収まらなければなりません。.
射出成形において、ランナーは重要な経路です。溶融したプラスチックを射出成形機から金型スペースへと導きます。ランナーの設計は、プラスチックの移動速度に影響を与えます。また、圧力の分散や材料の使用量にも影響します。ここでは効率が非常に重要です。.
初期流動ダイナミクス
溶融プラスチックが射出成形機のスクリューまたはプランジャーに押し出され、メインパスを流れ始める様子を想像してみてください。中央では水の流れが速く、両脇では水の流れが遅い川の様子を観察するようなものです。この初期流動パターンによって、材料がランナー2。このステップは均一性にとって非常に重要です。
ランナーデザインの役割
私の見解では、ランナーは金型の各セクションに均等な量の溶融樹脂を供給するための重要な経路です。ハイキングコースの異なるルート、例えば円形、台形、U字型などを想像してみてください。それぞれの形状が独自の方法で流れを導きます。円形のランナーは、圧力損失が少なく、全体を通してスムーズな移動が可能な、平坦で歩きやすい小道のようなものです。.
| ランナーの形状 | 特徴 |
|---|---|
| 円形 | 均一な流れ、低い圧力損失 |
| 台形 | 金型設計により異なる |
| U字型 | ユニークな金型の特定の用途 |
物質フローへの影響
あまり知られていない事実ですが、ポアズイユの法則を理解することは、流体力学の秘密にアクセスできるようなものです。チューブ内の液体と同様に、プラスチックの溶融物はランナーの中央で速度が上昇し、壁の近くで速度が低下いたします。この予測パターンこそが、設計者が生産を真に差別化する流量3
金型キャビティへの接続
ランナーはゲートに接続されます。ゲートは、溶融樹脂が各キャビティにどのように充填されるかを制御する小さなゲートキーパーです。サイドゲートはゆっくりとしたアプローチを可能にし、ポイントゲートは急速な進入を可能にします。これらの違いを理解することは、特に緩やかな遷移4 。
実践上の考慮事項
適切なランナー設計の選択は、パズルを組み立てるようなものです。設計上の制約を考慮しながら、迅速性と効率性のバランスを取る必要があります。この選択を熟知することで、金型の改良だけでなく、性能向上と量産コストの削減にもつながります。この知識は、コストと性能の両面で金型を最適化するのに
メインチャネルは通常、円錐形です。.真実
ほとんどのメイン チャネルは円錐形になっており、プラスチック溶融物の軸方向の流れを助けます。.
ポイント ゲートにより、溶融金属がキャビティ内に穏やかに進入します。.間違い
ポイント ゲートは、穏やかな流れではなく、噴出する形で溶融物が流入する原因となります。.
ゲートはプラスチックの流れにどのような影響を与えますか?
小さなゲートによって、プラスチック片が成功するか失敗するかが決まることがあります。.
ゲートは、溶融プラスチックがキャビティに流入する速度と量を制御します。これはせん断速度、温度、そして成形品の品質に影響を与えます。設計者は、良好なプラスチック流動性を得るためにゲート設計を改良する必要があります。.

ゲートでの流れの始まり
射出成形を学んだとき、まるで大きなオーケストラのようでした。プラスチックはスクリューまたはプランジャーによって押し出され、メインチャネルから流れ込みます。そして、それが舞台を整えます。せん断力6は楽器の調律のように作用し、溶融樹脂の動きを決定します。
ランナーの流れ
ランナー内では、溶融物は川が複数の小川に分かれていくような挙動を示します。円形、台形、U字型など、それぞれの形状が流れを独自の方法で変化させます。以前、ランナーをU字型から円形に変更するプロジェクトに携わったことがあります。圧力損失が大幅に低減しました。まるで自転車旅行で砂利道から滑らかな道路に切り替えた時のように。.
| ランナーの形状 | 流動特性 | 圧力損失 |
|---|---|---|
| 円形 | 均一な流れ | 最小限 |
| 台形 | 中程度の流れ | 適度 |
| U字型 | 不均一な流れ | 高い |
ゲートでの流れ
ゲートは魔法のようです。その役割は、まるで指揮者が音楽を導くように、溶融金属が流入する速度を制御することです。ゲートの種類によって流れは異なります。ポイントゲート7は高速で劇的な流入を引き起こし、サイドゲートはより穏やかな流れを生み出します。
空洞内の流れ
キャビティは迷路のようです。均一な壁厚はスムーズな流れを生み、すべてのパーツをきれいに充填します。しかし、リブやアンダーカットがあると、凹凸のある通路ができてしまいます。.
| キャビティ機能 | フローへの影響 |
|---|---|
| 均一な壁 | 安定した層流 |
| リブ/アンダーカット | 変更されたパス |
これを理解することが、溶接痕、つまり流れが不自然に合流する醜い線に対処する上で重要でした。
当時を振り返ると、流れのあらゆる部分が製品の品質を向上させることがわかります。それは、解決策を考案し、効率と外観を向上させる製造方法の改善を伴うものです。
プラスチックはメインチャネルの中央でより速く流れます。.真実
メインチャネルの中央ではせん断力が少なくなり、流れが速くなります。.
ポイント ゲートにより、キャビティへの穏やかな進入が可能になります。.間違い
ポイント ゲートにより、溶融金属は穏やかにではなく、噴射するようにキャビティ内に流入します。.
成形中にキャビティ内で何が起こりますか?
金型キャビティ内で何が起こっているのか興味がありますか?プラスチックにとっての小さな旅です。原材料が形を変え、ありふれた製品へと変化していく過程を辿ります。.
成形工程では、高温のプラスチックが空洞に流れ込みます。キャビティの形状、壁の厚さ、そして冷却速度はすべてこの流れに影響を与えます。これらの要素が最終製品の形状と品質を決定づけます。表面に継ぎ目ができたり、充填速度が異なる箇所ができたりするなどの問題が発生する場合があります。これらの問題には細心の注意が必要です。本当に慎重に。.

初期流動ダイナミクス
射出成形について学んだ時、その工程の始まりに驚きました。射出成形機のスクリューによってプラスチックがメインの流路に流れ込む様子を想像してみてください。この時点で、溶融樹脂は高圧下で急速に移動します。円錐状の流路によって速度が異なり、端では流れが遅くなり、中央では流れが速くなります。まるで狭い峡谷を流れる川のようです!この流れを理解することは、後の工程の方向性を決定づけるため、非常に重要です。
ランナーの流れ
ランナーへと進む道筋は、複雑な道路網を彷彿とさせます。円形であろうとU字型であろうと、これらの経路は溶融金属を各キャビティに均等に広げるために重要です。この滑らかな流れは流体力学の法則によって制御されており、中心は端よりも速く動きます。混雑した都市のラッシュアワーの交通状況を想像してみてください。非常によく似ています。.
-
ランナー形状効果:
形 流動特性 円形 均一な分配、低圧力損失 台形 サイズや粗さによって異なる
ゲートフローダイナミクス
次はゲートです。これは小さな通路ですが、大きな役割を果たします。溶融金属がキャビティに流入する速度を制御します。ゲートの種類によって流動様式が異なり、サイドゲートは緩やかな流入を、ポイントゲートは急激な流れを作り出します。このステップは非常に重要です。まるで完璧な噴射のために庭のホースのノズルを調整するようなもので、非常に慎重な調整が必要です。.
空洞の内部
ついにプラスチックはキャビティに到達し、そこでエキサイティングな出来事が起こります。溶融樹脂が移動すると、キャビティの壁と熱交換し、冷却されて粘度が増します。ケーキを焼いたことがある人なら、ひび割れを防ぐために均一な熱伝達がいかに重要かご存知でしょう。ここでも同じです。.
- キャビティの形状と厚さ: 壁の厚さが均一であれば流れがスムーズになりますが、違いがあると乱れが生じる可能性があります。
-
熱交換:冷えて粘度が増します。
要素 インパクト 壁の厚さ 流動安定性と冷却速度に影響します 補強とアンダーカット フローのリダイレクトと合流を引き起こす
こうした細かいディテールは、ストリームの合流が不適切だと溶接痕などの問題を引き起こす可能性があります。これは、衣服の縫い目が完璧に揃っていないのと似ています。こうしたダイナミクスを理解することで、私のデザインスキルと製品の品質は大幅に向上しました。型を作るたびに、まるで新しいパズルを解いているような感覚です。溶接痕9、製品の仕上がりと強度がさらに向上します。
プラスチック溶融物はメインチャネルの中央でより速く流れます。.真実
メインチャネルの中央ではせん断抵抗が少なくなり、流れが速くなります。.
すべてのタイプのゲートにより、溶融物はキャビティ内に穏やかに進入します。.間違い
ポイント ゲートはジェッティングを引き起こし、サイド ゲートはキャビティへのより穏やかな流れを可能にします。.
設計者はどのようにして射出成形を最適化できるでしょうか?
完璧なプラスチック部品を作るのに、ストレスを感じたことはありませんか? デザイナーなら、あらゆる選択が射出成形プロセスに変化をもたらすことをご存知でしょう。ここでは、私がこのスキルを磨き上げた物語をご紹介します。.
私は射出成形を最適化するための効率的な金型設計に重点を置いています。適切な材料の選択は非常に重要です。温度や圧力などのプロセスパラメータを調整することは非常に効果的です。これにより廃棄物が削減され、製品の品質が向上します。.

流れのダイナミクスを理解する
初めてプラスチックが金型に溶けていくのを見た時のことを覚えています。まるで小さな川が形作られていくようでした。最初の段階が非常に重要です。プラスチックは射出成形機のスクリューの方向に従ってメインチャネルを流れていきます。中心部では溶融物が速く流れ、端部では遅くなる様子は実に興味深いものです。無駄を減らし、よりスムーズな移行を実現するには、良好な流動性が不可欠です。この段階を最適化すること速度分布10。
効率的なランナーの設計
ランナーを設計するのは、まるでパズルを解くような感覚でした。私は常に円形のランナー形状を選びました。なぜなら、流れを安定させ、圧力損失を抑え、層流を維持し、均一な分布を確保できるからです。あの滑らかな高速道路のカーブを彷彿とさせ、速度を落とさずに滑走できる感覚を味わえたからです。設計者は、11の流体力学、より深い洞察を得ることができます。
最適な流れのためのゲート設計
適切なゲートを選ぶことは、曲がりくねった道で最適なルートを見つけるようなものです。ゲートの種類によって、溶融金属がキャビティに到達する速度とスムーズさが調整されます。.
| ゲートタイプ | 流動特性 |
|---|---|
| 側 | 穏やかで段階的な参入 |
| ポイント | 素早いジェット進入 |
たとえば、ポイントゲート12 ではアクセルペダルを踏んでいるような感覚になりますが、サイドゲートではよりリラックスした乗り心地が得られます。
空洞の複雑さの管理
キャビティは非常に興味深く、そして難しい部分です。天候によって移動速度が変わるように、壁の厚さがわずかに変化するだけでも流れが変化するのを目の当たりにしてきました。均一な厚さは、せっかくの素晴らしい製品を台無しにする厄介な溶接痕を避けるために非常に重要です。設計段階で潜在的な溶接痕13で、最終的な製品の品質を向上させることができます。
材料の選択とプロセスパラメータ
材料選びは、料理の材料選びに似ています。一つ一つが最終的な仕上がりに影響します。温度と圧力を微調整するのは、完璧な焼き上がりのためにオーブンの設定を調整するようなものです。私は常に材料選定基準14、集中力を維持しています。
射出成形の改善には、材料の選択からプロセスパラメータの変更15。この複雑さを理解することで、効率が向上しただけでなく、効率と製品品質の両方が向上したと考えられます。
プラスチック溶融物はメインチャネルの中央でより速く流れます。.真実
圧力とせん断力が高くなるため、中心部では溶融物がより速く流れます。.
円形ランナーは他の形状よりも圧力損失が高くなります。.間違い
円形ランナーは圧力損失が低く、溶融物を均一に分散します。.
結論
プラスチック射出成形プロセスでは、メインチャネル、ランナー、ゲート、キャビティなどのさまざまな段階を経て溶融プラスチックを金型に注入し、生産の精度と品質を確保します。.
-
フローダイナミクスに関する包括的な情報を提供し、より優れた設計および生産戦略に役立ちます。. ↩
-
初期の流動ダイナミクスを理解することで、欠陥を減らして成形効率を向上させることができます。. ↩
-
ランナーの形状を検討することで、流量を最適化し、無駄を削減することができます。. ↩
-
ゲート タイプを比較すると、必要なフローに適したゲートを選択するのに役立ちます。. ↩
-
金型設計を最適化すると、生産コストと時間を大幅に削減できます。. ↩
-
せん断力が射出成形時の溶融挙動にどのように影響し、流動ダイナミクスと製品品質にどのような影響を与えるかを説明します。. ↩
-
ポイント ゲートがキャビティ内のジェッティング フローを促進する仕組みと、それが成形部品の美観に与える影響について学習します。. ↩
-
速度分布が成形時の流動ダイナミクスにどのように影響するかを学び、高品質な最終製品の基礎を築きます。. ↩
-
溶接跡を減らし、製品の美観と構造の完全性を高める戦略を見つけます。. ↩
-
速度分布が金型充填と部品の品質にどのように影響するかを理解するには、このリンクを参照してください。. ↩
-
フローの効率を高め、エネルギー消費を削減するランナー システムの設計について学習します。. ↩
-
ポイント ゲートの設計がメルト フロー速度とアプリケーションの適合性にどのような影響を与えるかを確認します。. ↩
-
表面仕上げと構造の完全性を向上させるために、溶接跡を減らす戦略を見つけます。. ↩
-
パフォーマンスと寿命を向上させるための材料選択における重要な要素を理解します。. ↩
-
欠陥や無駄を減らすために温度と圧力を調整する方法についての洞察を得ます。. ↩






