すべての投稿
ブログと記事
最新のニュースレターを読む
材料選定、製品設計、金型設計、金型製作、射出成形など、どんなことでもお気軽にお問い合わせください。当社のチームが、お客様が必要とするガイダンスと知見を提供いたします。.
金型の充填不足を防ぐために射出成形パラメータを調整するにはどうすればよいでしょうか?
この記事では、金型の充填不足を防ぐために射出成形パラメータを調整する方法について説明します。重要な戦略としては、射出速度を徐々に上げること、圧力設定を最適化すること、そして射出量を正確に計算することなどが挙げられます。これらの要因を理解することで、メーカーは製品品質を向上させ、不良品を削減することができます。.
製造

射出圧力は射出成形製品の寸法精度にどのように影響しますか?
この記事では、射出圧力が成形品の寸法精度に及ぼす影響について考察します。射出圧力が高いと、成形品のサイズが大きくなり、内部応力が発生して反りや不安定性が生じる可能性があります。逆に、射出圧力が低いと、金型への充填が不完全になり、….
製造

低い射出圧力は製品のパフォーマンスにどのような影響を与えますか?
プラスチック射出成形における射出圧力の低下は、製品性能に深刻な影響を与える可能性があります。金型への充填が不完全になり、構造が脆弱になり、表面仕上げが悪くなります。その結果、機械的強度と靭性が低下し、寸法偏差が生じます。.
品質検査

射出成形プラスチック製品の表面処理品質を高めるにはどうすればよいでしょうか?
この記事では、慎重な設計検討、材料選定、そして射出成形プロセスの精密な制御を通して、射出成形プラスチック製品の表面処理品質を向上させる方法を探ります。特に、鋭角や複雑な形状を避けることの重要性を強調します。.
製造

射出成形プラスチック製品に最適な表面処理は何ですか?
射出成形プラスチック製品に適切な表面処理を選択することは、最適な機能性と美観を実現するために不可欠です。耐摩耗性、耐腐食性、電気絶縁性、光学的透明性といった要素を考慮する必要があります。スプレー塗装などの技術は、耐摩耗性を向上させます。.
製造
射出成形機の射出圧力はどのように設定するのでしょうか?
この記事では、成形プロセスにおける射出圧力設定の複雑さについて考察します。最適な結果を得るには、製品の形状、材料特性、そして金型性能を考慮することの重要性を強調します。適切な圧力設定は、金型への完全な充填を確実にするために不可欠です。.
製造
金型の充填不足はなぜ発生するのか、またそれを防ぐにはどうすればよいのか?
金型充填不足は、射出成形においてよくある問題で、プラスチックが金型に完全に充填されない状態です。これは、射出速度が遅い、圧力が低い、金型設計が適切でない、粘度などの材料特性など、さまざまな要因によって引き起こされる可能性があります。.
製造

製品の金型材料を選択する際に考慮すべき要素は何ですか?
適切な金型材料の選択は、製品の成功に不可欠です。生産量、製品の複雑さ、精度要件、特定の材料特性といった要素が、最適な材料の選択において重要な役割を果たします。10,000個未満の小ロット生産の場合、費用対効果の高い材料が適しています。.
材料の推奨事項
高い射出圧力が製品に欠陥を引き起こすのはなぜですか?
プラスチック成形における高い射出圧力は、飛散エッジ、ストリームマーク、焼けなどの重大な欠陥を引き起こす可能性があります。これらの欠陥は、製品の美観を損なうだけでなく、構造的な完全性を弱めます。過剰な圧力は….
製造

射出成形機の最適な射出圧力設定範囲は何ですか?
この記事では、射出成形における様々な材料の最適な射出圧力設定について考察します。ポリエチレンなどの一般的なプラスチックでは低い圧力(40~100MPa)で成形できるのに対し、ポリカーボネートなどのエンジニアリングプラスチックでは高い圧力(80~160MPa)が必要となることを強調します。射出成形の複雑さは….
最適化
金型温度は射出成形製品の反りや変形にどのように影響しますか?
この記事では、金型温度が射出成形製品の反りや変形に及ぼす影響について考察します。金型温度が高いと冷却が遅くなり、熱応力と結晶化の不均一性が生じます。一方、金型温度が低いと急速な冷却が起こり、内部応力が閉じ込められます。どちらの場合も、結果として….
製造
硬度は金型材料の耐摩耗性にどのように影響しますか?
この記事では、金型材料における硬度と耐摩耗性の関係について考察します。一般的に硬度が高いほど耐摩耗性は向上しますが、靭性、微細構造、環境条件といった要素も重要な役割を果たします。設計者は、これらの要素のバランスをとることで、金型材料の耐摩耗性を向上させる必要があります。.
製造
効果的な射出成形金型構造を設計するための必須原則は何ですか?
この記事では、効果的な射出成形金型を設計するための基本原則を考察します。重要な側面としては、製品要件を満たすことで機能性を確保すること、材料選定と構造の簡素化によってコストを最適化すること、製造を容易にするために加工性を向上させること、そして強度と耐久性によって信頼性を確保することなどが挙げられます。...
デザイン

アンダーフィル問題に対する最適な金型設計ソリューションは何ですか?
金型設計における充填不足は、ゲートの位置とサイズ、ランナーシステム、排気ガス制御の戦略的な調整によって対処できます。ゲートを適切に配置することで均一な充填が確保され、ランナーの長さと直径を最適化することで抵抗が低減します。排気システムを強化することで、閉じ込められた….
デザイン

金型温度は射出成形製品の寸法精度にどのような影響を与えますか?
金型温度は射出成形において非常に重要であり、製品の寸法と品質に影響を与えます。高温では収縮率の低下と結晶化度の向上によりサイズが大きくなる可能性がありますが、低温では冷却ムラが生じ、寸法の微細化や欠陥発生につながる可能性があります。金型温度について理解を深めましょう。.
製造

射出成形金型の標準開発プロセスはどのように定義されていますか?
この記事では、射出成形金型の標準的な開発プロセスを概説し、製品分析、設計計画、金型構造の検討、製造技術、試作試験手順、データ整理の重要性といった重要なステップを詳細に解説します。各フェーズは、高品質な製品を実現するために非常に重要です。.
製造

射出速度は射出成形金型の生産性にどのように影響しますか?
この記事では、射出成形金型の生産性における射出速度の重要な役割について考察します。射出速度の調整によって、サイクルタイムの短縮、製品品質の向上、そして脱型効率の向上がどのように実現できるかに焦点を当てます。また、射出速度の調整に伴う潜在的なリスクについても触れます。.
製造

射出成形金型はどのくらい速く充填できますか?
射出成形金型への充填速度は、射出成形機の種類、使用するプラスチック材料の粘度、製造する製品の大きさや形状など、さまざまな要因によって左右されます。一般的な小型機械では….
製造
金型設計におけるアンダーフィル問題に対する効果的な解決策は何ですか?
金型設計におけるアンダーフィルの問題は厄介な問題ですが、適切な戦略を講じれば効果的に対処できます。重要な解決策としては、ゲート配置を最適化してメルトフローを向上させること、ランナーシステムを調整して抵抗と熱損失を低減すること、排気システムを改善することなどが挙げられます。.
デザイン

金型の充填不足が射出パラメータによるものか、金型設計の問題によるものかをどのように判断すればよいでしょうか?
射出成形において、金型の充填不足の根本原因を特定することは、製品品質にとって極めて重要です。この記事では、速度、圧力、射出量などの射出パラメータを分析するとともに、ゲート位置やランナーシステムなどの金型設計要素を評価する方法について解説します。...
デザイン

射出成形機のトン数は射出量にどのように影響しますか?
この記事では、射出成形機のトン数が射出量にどのような影響を与えるかを考察します。型締力、金型サイズ、射出圧力の関係について解説するとともに、トン数が大きいほど金型が大きくなり、複雑な形状の材料でもより良好な充填が可能になることを強調します。.
製造
金型の厚さは射出成形製品の品質にどのような影響を与えますか?
金型の厚さは、射出成形製品の品質に極めて重要な役割を果たします。金型の厚さは冷却速度に影響を与え、ひいては寸法精度にも影響を及ぼします。金型が厚いほど冷却速度が遅くなり、収縮や反りが生じる可能性があります。さらに、金型が厚いほど….
製造
標準金型の厚さは射出成形プロセスのパラメータにどのように影響しますか?
金型の厚さは射出成形プロセスにおいて非常に重要な役割を果たし、型開きストローク、射出圧力、冷却時間、そして製品全体の品質など、様々なパラメータに影響を与えます。金型が厚い場合、スムーズな操作と成形品の精度を確保するために、慎重な調整が必要です。.
製造
射出成形機のトン数は製品の成形サイクルにどのような影響を与えますか?
この記事では、射出成形機のトン数が成形サイクルの各段階にどのような影響を与えるかを探ります。型締力、開閉速度、充填時の射出圧力、冷却時の保圧安定性への影響、そして考慮すべき事項について解説します。.
品質検査
射出成形機における金型開閉ストロークと金型厚さ範囲の主な基準は何ですか?
適切な射出成形機を選定するには、金型の開口ストロークと板厚範囲を理解することが重要です。小型機のストロークは通常150mmから650mm、板厚は100mmから400mmです。中型機のストロークは600mmから1500mmで、….
製造

金型設計においてパーティング面の加工精度を高めるにはどうすればよいでしょうか?
金型設計の成功には、パーティング面の加工精度の向上が不可欠です。この記事では、高精度CNC工作機械、超硬カッターなどの適切な工具、そして切削パラメータの最適化によって加工精度を向上させる方法について説明します。高度な技術….
デザイン

トン数は射出成形製品の特性にどのような影響を与えますか?
射出成形機のトン数は、成形品の品質を決定づける上で重要な役割を果たします。トン数が大きいほど、強力な型締力が得られ、射出成形工程中の金型膨張を防ぎ、寸法精度を維持するために不可欠です。これは….
製造

製品のサイズと重量に最適な射出成形機を決定する要因は何ですか?
適切な射出成形機の選定は、製造の成功に不可欠です。製品のサイズと重量は、投影面積を用いた型締力の計算に影響を与える重要な要素です。スムーズな生産を確保するには、金型サイズと成形機の能力が一致している必要があります。さらに、射出量を把握することも重要です。.
製造
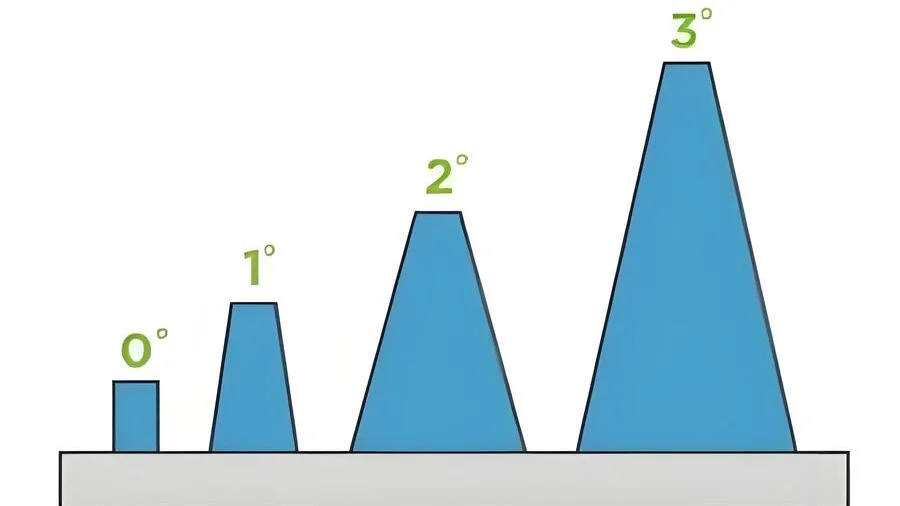
金型設計で正確なドラフト角度を確保するにはどうすればよいでしょうか?
この記事では、金型設計における正確な抜き勾配の重要性について解説し、特にSolidWorksなどの3Dモデリングソフトウェアを用いた正確な製品形状の作成に重点を置いています。Moldflowなどのシミュレーションツールが、離型時の課題を予測し、抜き勾配を最適化する方法についても解説します。.
デザイン

射出成形機の適切なトン数を選択するにはどうすればよいでしょうか?
高品質のプラスチック製品を製造するには、射出成形機の適切なトン数を選択することが不可欠です。重要な要素として、製品の投影面積を計算し、F = p × Aという式を用いて必要な型締力を決定することが挙げられます。ここで….
製造


