

射出成形は単なるプロセスではありません。高品質なプラスチック製品を成形する芸術です。しかし、成功の秘訣は供給位置にあることをご存知でしたか?
射出成形における供給位置の最適化には、製品設計、金型設計、そしてプロセスパラメータの調整における戦略的な計画が必要です。これにより、メルトフローのバランスが確保され、欠陥が低減し、製品品質と生産効率の両方が向上します。.
基礎を理解することは重要ですが、射出成形プロセスを本当に変えることができるいくつかの変革的な戦略について詳しく見ていきましょう。.
均一な壁厚により、射出成形時の溶融流動性が向上します。.真実
壁の厚さが一定であるため、メルトフローのバランスが保たれ、欠陥が減少します。.
製品設計は射出成形における供給位置にどのような影響を与えますか?
射出成形では、最適な供給位置を決定し、品質と効率に影響を与える設計段階が重要です。.
製品設計は、壁厚分析と形状の考慮を通じて溶融樹脂の流れに影響を与え、射出成形における供給位置に影響を与え、均一な分布と最小限の欠陥を保証します。.

壁の厚さに関する考慮事項
均一な肉厚は、安定したメルトフローを維持する上で極めて重要な役割を果たします。射出成形において、肉厚の不均一性はメルトフローの不均衡につながり、ヒケや内部ボイドなどの欠陥につながる可能性があります。製品設計段階では、詳細な分析によって均一性を確保し、最適な供給位置を1 。
- 例:プラスチックケースの設計において、コーナー部分の肉厚が急激に増加すると欠陥につながる可能性があります。肉厚を徐々に厚手から薄手へと変化させることで、メルトフローがより均一になり、供給位置が最適化されます。
形状と構造の影響
製品の幾何学的形状と構造は、供給位置を決定する上で重要な要素です。深いキャビティやアンダーカットなど、複雑な形状の製品では、スムーズな溶融流動を確保するために、供給位置を戦略的に配置する必要があります。.
- 例: 深いキャビティを持つコンポーネントの場合、この領域の近くにフィードを配置すると、溶融物が難しいセクションを最初に充填できるようになり、ショート ショットなどの欠陥が軽減されます。
実用的な設計上の考慮事項
実用的な設計上の考慮事項を取り入れることで、射出成形プロセスの効率を高めることができます。以下の表は、主要な要因とそれらが供給位置に及ぼす可能性のある影響をまとめたものです。
| デザイン要素 | フィード位置への影響 |
|---|---|
| 均一な壁の厚さ | バランスの取れた溶融流動を促進 |
| 段階的な厚さの変化 | 流動抵抗を低減 |
| 複雑な形状の近接性 | 複雑な部分も完全に埋めることができます |
初期設計段階でこれらの要素に注意を払うことで、メーカーは最終製品の品質と製造プロセスの効率性の両方を大幅に向上させることができます。金型設計2、射出成形におけるフィード位置の最適化に関する理解をさらに深めるのに役立ちます。
均一な壁の厚さにより、メルトフローのバランスが保たれます。.真実
均一な壁の厚さにより、一貫した溶融フローが維持され、欠陥が減少します。.
複雑な形状でもフィード位置に影響はありません。.間違い
複雑な形状の場合、完全な充填を確実に行うには戦略的なフィード配置が必要です。.
フィード位置の最適化において金型設計はどのような役割を果たすのでしょうか?
金型設計は、射出成形プロセスの効率と品質を決定づける重要な要素です。金型設計は、シームレスな生産を実現するために、供給位置をどのように最適化するかに直接影響します。.
金型設計は、ゲートタイプ、ランナーレイアウト、冷却システムといった要素に影響を与えることで、供給位置の最適化に重要な役割を果たします。これらの要素は、効率的なメルトフローを確保し、欠陥を低減し、製品品質と生産効率を向上させます。.
ゲートタイプの選択の重要性
適切なゲートタイプを選択することは、フィード位置を最適化する上で不可欠です。ゲートタイプは、最終製品の外観だけでなく、製造の容易さと効率にも影響を与えます。.
- サイドゲート:サイドゲートは一般的に加工が簡単でコスト効率に優れていますが、製品の表面に目立つ跡が残る場合があります。見た目がそれほど重要でない、比較的シンプルな製品に最適です。
- ポイントゲート:ゲート痕が小さく、自動化生産に適しているため、表面の傷を最小限に抑えたい場合によく使用されます。ただし、構造が複雑なため、製造コストが増加する可能性があります。
- 潜在ゲート:脱型時にゲートを自動的に切断し、優れた外観品質を実現します。高い美観が求められる製品に最適で、隠れた場所に戦略的に配置することができます。
特定の製品ニーズに適したゲート タイプを選択することは、フィード位置を効果的に最適化するために不可欠です。.
ランナーシステム設計の影響
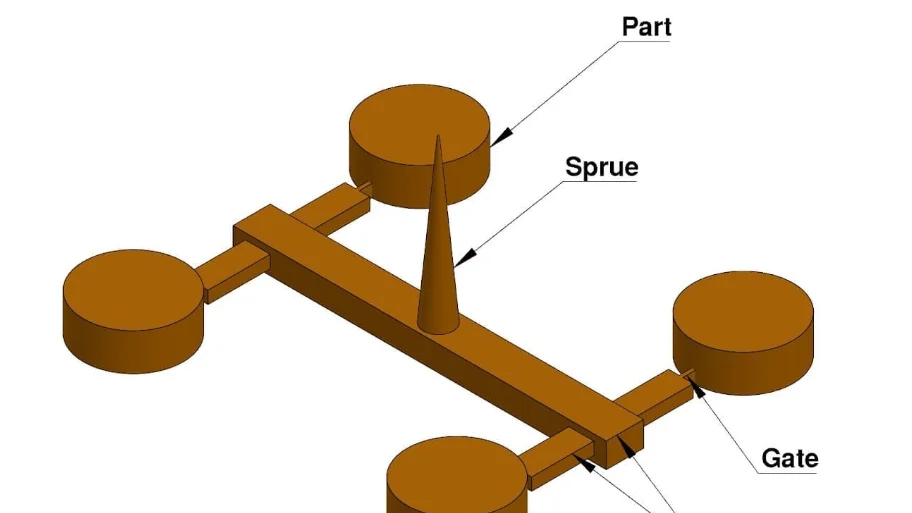
ランナーシステムは、溶融金属がスプルーから金型キャビティへと移動する重要な経路です。その設計は、溶融金属の流動特性と圧力損失に大きな影響を与えます。.
| ランナー断面 | 利点 | デメリット |
|---|---|---|
| 円形 | 最も低い流動抵抗 | 処理コストの上昇 |
| 台形 | 処理が簡単 | 中程度の流動抵抗 |
特に多数個取り金型においては、バランスの取れたレイアウトを確保し、すべてのキャビティにわたって一貫した供給圧力とメルトフローレートを維持することが目標です。このバランスにより、欠陥が低減し、製品品質が向上します。.
冷却システム設計の考慮事項
効率的な冷却システムは、最適な金型温度を維持する上で重要な役割を果たし、それが溶融流動と製品品質に影響を及ぼします。.
- 局所冷却: 供給位置の近くに冷却チャネルを戦略的に配置することで過熱を防ぎ、均一な冷却を保証します。
- 材料の選択: 熱伝導率の高い材料を使用すると、放熱が促進され、全体的な効率が向上します。
冷却システムは、金型表面全体の温度を一定に保ちながら、メルトフローパスを阻害しないように綿密に設計する必要があります。例えば、過剰な冷却は、不均一な収縮や反りにつながる可能性があります。.
金型設計におけるゲート選定、ランナーシステム、冷却設定といった側面に重点を置くことで、メーカーは供給位置の最適化戦略を大幅に強化することができます。こうした調整は、製品品質の向上だけでなく、生産効率の合理化にもつながります。.
サイド ゲートは、射出成形における複雑なアイテムに最適です。.間違い
サイド ゲートは、複雑なアイテムではなく、単純なアイテムに適しています。.
円形ランナーは金型内で流動抵抗が最も低くなります。.真実
円形ランナーは流れの抵抗が最も少なく、効率を高めます。.
プロセスパラメータはフィード位置の最適化にどのように影響しますか?
プロセスパラメータを理解することは、射出成形の供給位置を改良し、流れと製品品質に影響を与える上で非常に重要です。.
射出成形におけるフィード位置の最適化は、射出速度、圧力、金型温度といった主要なプロセスパラメータに左右されます。これらの要因はメルトフローダイナミクスに影響を与え、効率的な充填の確保、欠陥の最小化、そして高品質な結果の実現に貢献します。.

注入速度とその影響
金型への材料の射出速度は、金型の充填性に極めて重要な役割を果たします。射出速度が速いほど充填速度が速くなり、特に薄肉製品や複雑な形状の製品に有効です。しかし、ジェッティングや乱流といった潜在的な欠点も伴い、表面の傷などの欠陥につながります。.
例えば、薄肉で複雑な部品を考えてみましょう。射出速度を速くすると、溶融樹脂が複雑な形状を素早く通過できますが、速度が速すぎると材料分布にばらつきが生じる可能性があります。そのため、このような速度変動に対応し、均一な充填を確保するために、供給位置を戦略的に配置する必要があります。.
射出圧力の管理
射出圧力は、材料が金型を完全に充填できるかどうかに直接影響します。圧力が高すぎると金型の変形やバリなどの問題が発生する可能性があり、圧力が低すぎるとショートショットや引け跡が発生する可能性があります。供給位置を最適化するには、金型設計と圧力のバランスをとることが重要です。.
中央からの供給が必要な大型部品の場合、圧力を高めることで、周辺部に過度のストレスを与えることなく、キャビティの完全な充填を確保できます。一方、小型部品や繊細な部品の場合、適度な圧力と戦略的に配置された供給部を組み合わせることで、過充填を防ぎ、構造の完全性を確保できます。.
金型温度の重要な役割
金型温度は溶融樹脂の流動特性、ひいては最終製品の品質に大きく影響します。一般的に金型温度が高いほど溶融樹脂の流動性が向上し、表面欠陥の発生確率は低くなりますが、冷却時間が長くなる可能性があります。.
高い表面品質が最優先されるシナリオでは、重要な表面付近の金型温度を高く維持することで、完全な充填と滑らかな仕上がりを確保できます。逆に、寸法精度の高い部品の金型温度を制御することで、熱膨張や収縮による潜在的な偏差を軽減できます。.
最適な結果を得るためのパラメータのバランス調整
プロセスパラメータの精密制御による供給位置の最適化には、複雑なバランス調整が不可欠です。以下は、各パラメータが供給位置の決定にどのように影響するかを示す簡略化された表です。
| パラメータ | フィード位置の最適化への影響 |
|---|---|
| 射出速度 | 流量に影響します。速度が速い場合は、欠陥を避けるために戦略的な配置が必要になる場合があります。. |
| 射出圧力 | 充填容量を決定します。バランスのとれた圧力により変形や欠陥を防止します。. |
| 金型温度 | 溶融流動性に影響します。高温により表面品質は向上しますが、冷却が遅れる場合があります。. |
これらのパラメータを慎重に調整することで、メーカーは射出成形工程における効率と品質の両面において、供給位置を最適化できます。この包括的なアプローチは、製品の品質を向上させるだけでなく、生産効率全体を向上させます。.
射出成形におけるプロセスパラメータの最適化に関する詳細については、この詳細なガイド3。
注入速度が速いほど表面の傷が減ります。.間違い
速度が速くなると、噴出や乱流が発生し、表面の欠陥が増加する可能性があります。.
金型温度は射出成形における溶融流動性に影響します。.真実
金型温度を高くすると溶融流動性が向上し、充填品質が向上します。.
フィード位置の最適化における一般的な課題とその克服方法は何ですか?
フィード位置の最適化は、射出成形プロセスの品質と効率に影響を与える可能性のある課題を伴います。これらの問題を理解することは、効果的に克服するために不可欠です。.
フィード位置の最適化における課題には、不均一な肉厚、複雑な製品形状、不適切なゲートタイプ、不適切なプロセスパラメータなどがあります。これらの課題を克服するには、製品と金型の綿密な設計、戦略的なゲート選定、そして射出速度と圧力の微調整によって、メルトフローのバランスを確保し、欠陥を最小限に抑える必要があります。.

不均一な壁厚:永続的な課題
肉厚の不均一性は、メルトフローのアンバランスにつながり、供給位置の最適化を複雑化させる可能性があります。この問題は、肉厚解析4。例えば、肉厚の急激な変化はヒケやボイドを発生させ、効果的な供給位置の決定を困難にします。
解決:
これに対処するには、肉厚を均一にするか、異なる肉厚を段階的に変化させて流動抵抗のバランスをとる必要があります。この戦略的なアプローチにより、メルトフローの予測可能性が向上し、より適切な供給位置の選択が可能になります。.
複雑な製品形状
複雑な形状の製品は、供給位置の最適化においてもう一つの大きな課題となります。深いキャビティやアンダーカットなどの形状は、設計段階で適切に対処しないと、スムーズな溶融樹脂の流れを妨げる可能性があります。.
解決:
フィードは、これらの複雑な部分にできるだけ近づけて配置してください。例えば、深いキャビティを持つ製品の場合、フィードをこの部分の近くに配置することで、キャビティへの充填が迅速に行われ、ショートショットや気孔などの欠陥が減少します。.
ゲートタイプの選択
適切なゲートタイプを選択することは、フィード位置の最適化を効果的に行う上で非常に重要です。サイドゲート、ポイントゲート、レイテントゲートといったゲートタイプは、メルトフローと表面品質にそれぞれ独自の影響を与えます。.
解決:
製品の特定の要件に合ったゲートタイプを選択してください。例えば、外観への要求が高い製品の場合、目立たない潜在ゲート5完成品の美観と機能性の両方を向上させます。
プロセスパラメータの調整
射出速度や圧力などのプロセスパラメータが不適切だと、供給位置の性能が低下する可能性があります。射出速度が速いとジェッティングが発生し、圧力が不十分だと充填が不完全になる可能性があります。.
解決:
製品の設計と材料特性に応じて、射出速度と圧力を調整してください。薄肉または複雑な形状の製品の場合は、射出速度を高く設定することが適切ですが、厚肉製品の場合は過熱を防ぐために射出速度を低く設定すると効果的です。.
結論として、フィード位置の最適化における課題を克服するには、多面的なアプローチが必要です。製品設計、金型設計、プロセスパラメータの調整といった各段階で問題に対処することで、メーカーはより一貫した品質と生産効率の向上を実現できます。.
壁の厚さが不均一だとヒケが発生します。.真実
壁の厚さが不均一だと、溶融樹脂の流れが不均衡になり、欠陥の原因となる可能性があります。.
潜在ゲートは、外観に対する高い要求に最適です。.真実
潜在ゲートは製品の美観と機能の両方を向上させます。.
結論
これらの戦略を採用することで、製品の品質が向上するだけでなく、生産プロセスも合理化されます。.
-
均一な肉厚が射出成形におけるメルトフローに及ぼす影響について学びましょう。適切な肉厚は、プラスチック部品の外観欠陥のリスクを軽減します。あらゆるプラスチック成形部品の肉厚は、成形品全体の40~60%以上である必要があります。 ↩
-
金型設計が供給位置と全体的な効率に及ぼす影響をご覧ください。:射出成形用に設計された金型は、生産の様々な側面における効率性を考慮して設計されています。まず、サイクルタイムの短縮、… ↩
-
プロセスパラメータを効果的に微調整するための高度なテクニックを学びます。: 欠陥を回避するための射出成形プロセス最適化における 8 つの主要パラメータ · 1. 温度制御: · 2. 射出速度: · 3. 冷却… ↩
-
肉厚がメルトフローと供給位置に与える影響について学びましょう。製品設計において、肉厚は材料使用量を削減しながら部品の品質と生産速度を向上させる上で重要です。原材料の削減… ↩
-
潜在ゲートが美観と機能品質を向上させる理由をご覧ください。: 優れた伝達圧力、強力な… といった利点があります。潜在ゲートは、当社の射出成形金型で最も一般的に使用されるゲート タイプです。. ↩






