射出成形の世界では、適切なフィルムゲート幅が製品の品質と効率に大きな影響を与えることを学びました。正しい幅は非常に重要です。.
フィルムゲート幅を決める最良の方法は、製品のサイズと肉厚を確認することです。小型製品の場合、ゲート幅は製品幅の50%~100%が必要です。中型製品の場合、ゲート幅は30%~70%です。大型製品の場合、ゲート幅は通常20%~50%です。これは肉厚によって異なります。肉厚は重要です。.
これらのガイドラインを理解することで、金型設計と製造結果の改善方法が一変しました。これまで私が学んだ重要なポイントと追加のアイデアを共有したいと思います。これらは、皆さんの手法の改善に役立つでしょう。小さなプラスチックカードを扱う場合でも、大きな自動車部品を扱う場合でも、設定を調整する必要があります。これらの設定を微調整することで、将来の問題を未然に防ぐことができます。この知識は役に立ちます。これらの範囲は非常に重要です。私にとっては役に立ちました。そして、皆さんもよりスムーズな製造を実現できるでしょう。.
小型製品の場合、ゲート幅は製品幅の 50% ~ 100% 必要です。.真実
小型製品の場合、推奨ゲート幅は 50% ~ 100% です。.
大型製品の場合、ゲート幅は 70% ~ 100% 必要です。.間違い
大型製品の場合、ゲート幅は 70% ~ 100% ではなく 20% ~ 50% が必要です。.
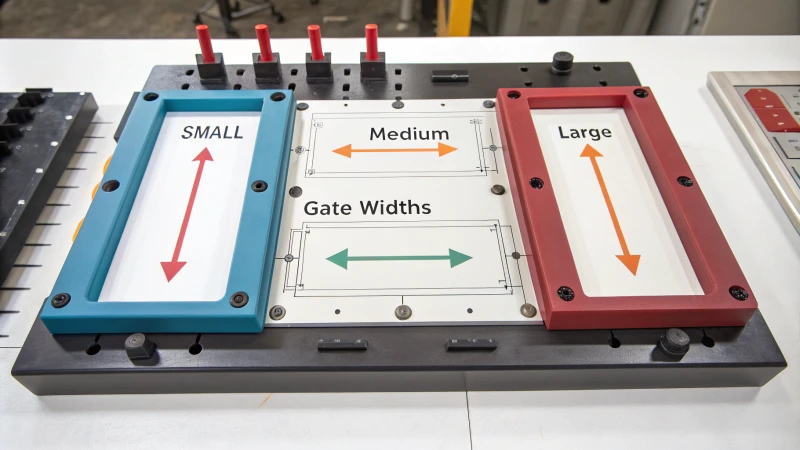
製品サイズはゲート幅にどのように影響しますか?
初めて射出成形に出会った時のことを覚えています。まるで技術的な詳細と重要な選択肢が詰まった迷路のようでした。しかし、さらに深く掘り下げていくうちに、あることに気づきました。製品の大きさがゲート幅を完全に左右するのです。まさに完璧な成形のための秘密の材料のようなものです。.
射出成形において、製品サイズは大きな役割を果たします。成形品には特定のゲート幅が必要です。小型の製品では、製品サイズの半分から全サイズのゲート幅が必要になる場合があります。中型サイズの製品では、製品幅の30%から70%のゲート幅が効果的です。大型の製品では、ゲート幅を狭くする必要があります。ゲート幅は、流動バランスを保つために20%から50%の範囲です。構造強度は非常に重要です。これは本当に重要です。.
製品サイズがゲート幅に与える影響
射出成形金型の仕事を始めた頃は、まるでパズルを解いているような感覚でした。ある日、プラスチックカードのゲート幅を決める際に、製品サイズがいかに重要かを学びました。小型製品の場合、ゲート幅を製品幅の50%から100%の範囲にするとうまくいきました。このシンプルな変更で、材料の分布がスムーズかつ均一になりました。これは素晴らしい経験でした!
| 製品サイズ | 推奨ゲート幅 |
|---|---|
| 小さい | 50% – 100% |
| 中くらい | 30% – 70% |
| 大きい | 20% – 50% |
パネルのような中型部品では、異なる幅のゲートが必要でした。ゲート幅を30%から70%にすることで、驚くべき効果が得られました。メルトフローのバランスが取れ、流れが速すぎず遅すぎず、ひけ目。1大型の自動車部品には、異なるアプローチが必要でした。ゲート幅を20%から50%程度に狭くするのが最適でした。金型のコストと複雑さを管理するには、慎重な計画が必要でした。
金型設計への影響
ゲート幅の選択は、金型の設計と動作に影響します。ゲートが小さいほど金型はシンプルになり、時間が限られている場合に便利です。ゲートが大きいほど、より多くの流動に対応するために、より強固な金型構造が必要になります。.
射出成形技術2 は、設計者が品質を高く維持し、生産コストを削減するのに役立ちます。
壁の厚さに関する考慮事項
かつて薄肉製品を設計した経験がありますが、キャビティ充填を迅速に行うにはゲート幅を広くする必要がありました。薄肉製品では、溶接痕や充填不良を防ぐため、短距離走のような素早い動作が必要です。一方、厚肉製品ではゲート幅を狭くする必要があり、ゲート進入速度を遅くすることで内部ボイドなどの欠陥を防止できます。.
射出成形では、ゲート設計計算機3 により正確な寸法が提供され、良好な結果が得られます。
小型製品ではゲート幅は 50% ~ 100% 必要です。.真実
小型製品の場合、均一な溶融分布のためにゲート幅を広くする必要があります。.
大型製品では、幅の 70% を超えるゲートを使用します。.間違い
大型製品の場合、製品幅の 20% ~ 50% のゲートしか必要ありません。.
ゲート設計において壁の厚さが重要なのはなぜですか?
わずか数ミリの違いが製品の成否を左右する状況を想像してみてください。ゲート設計において、壁の厚さは極めて重要です。本当に重要です。.
ゲート設計において、壁厚は非常に重要です。メルトフローレート、冷却時間、そして製品の強度を左右します。適切な厚さは材料を均一に広げ、欠陥を減らすのに役立ちます。これは非常に重要です。.
射出成形における壁厚の理解
射出成形に携わるようになった当初から、肉厚は非常に重要な要素として認識していました。肉厚はプロセス全体の根幹を成し、溶融樹脂のスムーズな流れから製品の最終品質まで、あらゆる要素に影響を与えます。.
メルトフローへの影響
あるプロジェクトでは薄肉製品の。厚さが1.5mm未満と非常に薄く、扱いが難しいものでした。ゲート幅が広くないため、課題に直面しました。4mmの充填を迅速かつ均一に非常に困難でした。試行錯誤を繰り返し、溶接痕などの欠陥を削減する解決策を見つけることができました。
冷却時間の考慮
中肉製品は厚さ1.5~3mmです。射出成形において、薄すぎず厚すぎず、ちょうど良い中間の厚みです。ゲート幅の調整は、メルトフローを制御し、収縮や反りなどの問題を回避するために重要であり、バランスが求められます。これには経験と、時には直感の両方が必要です。
| 製品タイプ | 壁の厚さ | 推奨ゲート幅 |
|---|---|---|
| 薄壁 | 1.5mm未満 | 製品幅の40%~80% |
| 中壁 | 1.5~3mm | 製品幅の30%~60% |
| 厚壁 | 3mm以上 | 製品幅の20%~50% |
構造の健全性
厚肉製品には、応力を慎重に分散させる必要があります。狭いゲートは、入口速度を制御するのに役立ち、構造強度を損なう可能性のある内部ボイドの発生を防ぐ上で重要な役割を果たしました。.
製品サイズとゲート幅の相関関係
コンパクトなプラスチック部品のような小型部品の設計では、ゲートサイズが重要です。ゲート幅が広いほど、狭いスペースを素早く埋めることができます。しかし、自動車部品のような大型部品では、ゲート幅の考慮が重要になります。
これらのレッスンで壁厚の詳細について学び、それらを理解することで設計の機能性と生産効率をいかに向上させることができるかを学びました。この知識を活用することで、射出成形プロセスを毎回最適化し、成功させることができました。.
壁が厚くなると溶接跡が残るリスクが減ります。.間違い
壁が厚くなると、直接的に溶接跡が減るわけではありませんが、ゲート幅が広く壁が薄くなると効果的です。.
中肉製品は冷却速度がバランスが取れています。.真実
中程度の肉厚により流動性と冷却性のバランスが保たれ、欠陥が減少します。.
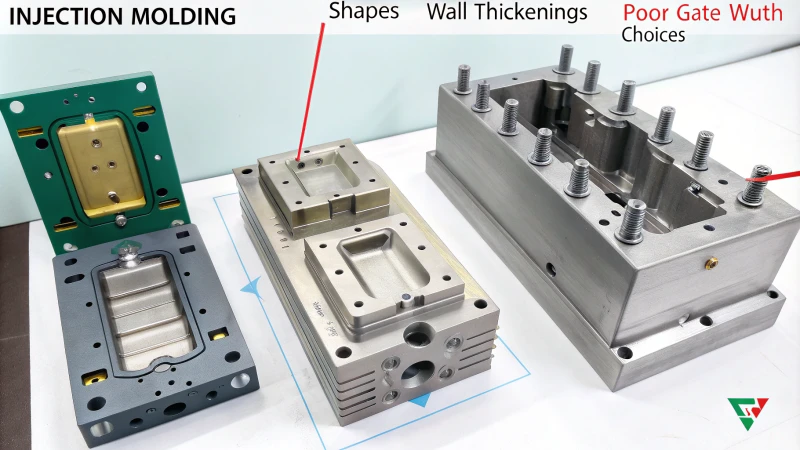
ゲート幅の選択におけるよくある間違いは何ですか?
綿密な設計をしたにもかかわらず、なぜ製品に欠陥が出てくるのか疑問に思ったことはありませんか? 原因の一つとして、射出成形時のゲート幅の選択が挙げられます。これは非常に重要です。.
ゲート幅の選択におけるよくある間違いは、製品サイズ、肉厚、材料特性を無視した場合によく起こります。適切なゲートサイズは、メルトフローをスムーズにし、反りや充填不良などの問題を軽減します。.
製品サイズを見落とす
製品サイズがゲート幅の選択に及ぼす影響について、多くの人が忘れがちです。私自身、キャリアの初期段階で小型電子機器のケースを設計した際に、この点を見逃してしまいました。ゲート幅が狭すぎたため、充填が不均一になり、遅延が発生しました。幅50mm未満の小型製品の場合、効率的な充填には製品幅の50%~100%程度のゲート幅が必要です。幅100mm程度の中型製品の場合、流動性と金型設計のバランスを取るために、通常30%~70%のゲート幅が必要です。幅200mmを超える大型製品の場合、溶融樹脂をスムーズに流動させるために、通常20%~50%のゲート幅が必要です。製品サイズは非常に重要であることを忘れないでください。.
| 製品サイズ | 推奨ゲート幅 |
|---|---|
| 小さい(<50mm) | 50%-100% |
| 中(50~200mm) | 30%-70% |
| 大きい(>200mm) | 20%-50% |
壁の厚さを無視する
薄肉の場合、ゲート幅の選択を間違えたために一度問題が発生しました。これは大きな損失でした。1.5mm未満の薄肉の場合、均一な充填のためには、製品幅の40%~80%程度の広いゲートが必要です。1.5~3mmの中肉の場合、反りや収縮を防ぐには、ゲート幅を30%~60%にする必要があります。厚肉の場合は、溶融速度を調整し、ボイドの発生を防ぐため、ゲート幅を20%~50%程度狭くした方が効果的です。.
材料特性を無視する
材料の特性は、注意を払わないと驚くかもしれません。厚いポリマーを使用した際にゲート幅を調整しなかったことを覚えています。その結果、避けられたはずの欠陥が発生しました。材料ごとに流動特性が異なるため、ここで注意を怠ると、反りやそれ以上の事態につながる可能性があります。.
材料に関する考慮事項6
高粘度材料は、成形時の独特の流動特性のため、多くの場合、より広いゲートが必要になります。.
金型設計の影響を誤って判断する
金型設計は難しい場合があります。以前、複雑な金型を扱った際に、均一な分布を得るにはゲートの正確な調整が不可欠であることを実感しました。
複雑な設計では、品質を確保し、エラーを減らすために、ゲート幅を慎重に選択する必要があります。
金型設計要因7
欠陥のない製品を実現するためには正確なゲート幅の計算が必要となるため、特定の金型機能を理解することは非常に重要です。.
シミュレーションデータを使用しない
シミュレーションは状況を大きく変えます。シミュレーションを省略するとコストがかさみ、多くの試行錯誤を繰り返すことになります。
シミュレーションはゲート寸法のより適切な決定に必要なデータを提供し、効率と製品品質を向上させます。
シミュレーションデータを組み込むことで、ゲート寸法を効果的に予測し、改良することができます。
これらのよくあるミスを避けることで、射出成形プロジェクトはよりスムーズに進むでしょう。製品の品質目標をより一貫して達成できる可能性が高まります。これらの要素に注意を払う価値は十分にあります。.
小型製品には幅の 10% ~ 30% のゲートが必要です。.間違い
小型製品を適切に充填するには、製品幅の 50% ~ 100% のゲートが必要です。.
壁の厚さを無視すると、製品に内部空洞が生じる可能性があります。.真実
壁の厚さに合わせてゲート幅を調整しないと、ボイドなどの欠陥が発生する可能性があります。.
金型設計ツールはゲート幅の最適化にどのように役立ちますか?
細部の調整が最終的な結果に大きく影響するプロジェクトで、途方に暮れた経験はありませんか?射出成形におけるゲート幅の調整もまさにこれに当てはまります。これは非常に重要な部分であり、精度が非常に重要です。.
金型設計ツールはシミュレーションを提供することで、最適なゲート幅を見つけるのに役立ちます。これらの予測は、溶融樹脂の流れ方を示します。設計者はゲートサイズを調整することで、最適な充填と欠陥の低減を実現します。製品品質が向上します。本当に改善されます。.
ゲート幅最適化の重要性
完璧に成形されたプラスチック部品は、その精密さで人々を驚かせます。完璧さは、多くの場合、ゲート幅の最適化というシンプルな要素にかかっています。金型キャビティへの適切な流動が不可欠です。完璧な流動とは、最終製品に欠陥や無駄がないことを意味します。かつて、1ミリでも重要なプロジェクトに携わったことがあります。ゲート幅のわずかな変化が大きな違いを生みました。まるで秘密を発見したような気分でした。.
| 製品サイズ | ゲート幅(製品幅に対する割合) |
|---|---|
| 小さい(<50mm) | 50% – 100% |
| 中(50~200mm) | 30% – 70% |
| 大きい(>200mm) | 20% – 50% |
金型設計ツールの役割
金型設計ツールは、まるで頼りになる相棒のように役立ちます。見逃しがちな洞察を提供してくれます。CADソフトウェア8とシミュレーションツールは、ゲート幅の変化が製品にどのような影響を与えるかを示すのに役立ちます。初めてシミュレーションを見た時は、まるで映画のようでした。すべてのシーンが物語にとって重要な意味を持っていました。
シミュレーションの洞察
これらのツールは貴重な洞察を提供してくれます。圧力降下や温度分布など、非常に重要な情報を表示します。例えば、薄肉製品では、ゲート幅を微調整することで溶接痕を消すことができます。まるで宝物への直通地図を持っているかのようです。.
ケーススタディ:設計ツールの適用
- 小型製品:小型プラスチックカードはこのアイデアをうまく活用しています。ゲート幅を15~30mmに設定すると、30mm幅の製品でも迅速かつ均一に充填できます。この小さな調整が大きな効果を発揮します。
- 中型製品:幅 100 mm のパネルでは、溶融分布と流量のバランスを取りながら、ゲート幅を 30 ~ 70 mm にする必要があります。
- 大型製品:幅が 200 mm を超える製品の場合、シミュレーションにより、金型コストを高くすることなくフローのバランスをとるゲート幅が見つかります。
さまざまなツールの探索
金型設計ツールを選ぶ際には、射出成形シミュレーションのための機能を豊富に備えたものを選びましょう。中には、設計と解析を統合したソリューション9、作業を簡素化できます。
追加の考慮事項
ゲート幅を選択する際には、壁の厚さを考慮してください。薄肉製品は充填速度を上げるために幅の広いゲートが必要ですが、厚肉製品は溶融速度を制御し、ひけ目を防ぐために狭いゲートの方が適しています。.
これらの最新ツールを使用することで、欠陥の少ない高品質の製品を生産できます。これは、テクノロジーを筆のように使い、すべての作品に精密さを追求するアーティストのようなものです。.
ゲート幅は金型キャビティ内の溶融樹脂の流れに影響します。.真実
ゲート幅は溶融樹脂がキャビティ内にどのように流入するかを制御し、充填に影響を及ぼします。.
シミュレーション ツールは、ゲート幅が製品に与える影響を予測します。.真実
シミュレーション ツールは、ゲート幅の変更が製品の品質にどのように影響するかを予測するのに役立ちます。.
結論
射出成形におけるフィルム ゲート幅の決定は、製品の品質にとって非常に重要です。ゲート幅は製品のサイズや壁の厚さによって異なり、効率的なメルト フローを確保して欠陥を最小限に抑えます。.
-
適切なゲート幅によって射出成形製品の収縮マークを最小限に抑えることができる方法を説明します。. ↩
-
さまざまな製品サイズに対応し、品質を向上させる射出成形の新しい技術をご紹介します。. ↩
-
計算機を使用して、さまざまな製品設計の正確なゲート サイズを決定します。. ↩
-
均一なキャビティ充填を確保し、欠陥を減らすために、薄肉製品ではゲートを広くすることがなぜ重要なのかを説明します。. ↩
-
大型製品における金型構造とフローのバランスをとるためにゲート幅の考慮がいかに重要であるかを学びます。. ↩
-
さまざまな材料がゲート幅の選択にどのように影響するかを理解し、最適なフローを確保して欠陥を最小限に抑えます。. ↩
-
金型設計の複雑さにより、均一な溶融分布を実現するためにゲート幅の正確な調整が必要になることを学びます。. ↩
-
金型設計の効率と精度を高めるためのトップ シミュレーション ツールをご覧ください。. ↩
-
合理化された金型設計と解析のための統合ソフトウェア ソリューションをご覧ください。. ↩