
機械の力によってプラスチックが完璧な部品に変わることを考えたことはありますか?
射出成形機の重量は型締力に影響を与えます。この力は射出成形中に金型を閉じた状態に保ちます。重量が大きければ大きいほど金型を大型化でき、射出量の増加につながる可能性があります。スクリューの厚さと射出圧力も重要です。.
初めて巨大な射出成形機の前に立った時のことを覚えています。まるで親しみやすい巨人に出会ったような気分でした。この機械は、原料のプラスチックを静かに、そして使いやすく精密な機械へと変えていきました。機械の筋力のように、射出量にトン数がどのように影響するかを知ったことは、私にとって大きな発見でした。.
細部まで徹底的に調べました。トン数が大きいほど、より大きな金型を扱うことができます。オーブンに大きな鍋を入れるようなものです。しかし、重要なのは強度だけではありません。スクリュー径と射出圧力も非常に重要です。料理における味付けや温度のように、これらは最適な状態に調整する必要があります。これらの部品の調整は非常に重要です。完璧な部品が欠陥品に変わることもあります。この工程は、力と精度が繊細に織り交ぜられた、まさにダンスのような工程なのです。.
トン数が大きい機械では、注入量も大きくなります。.真実
より大きなトン数の機械はより大きな金型を保持できるため、生産量も大きくなります。.
射出圧力は常に射出量を増加させます。.間違い
圧力を高くすると充填は改善されますが、必ずしも体積が増えるわけではありません。.
クランプ力は射出成形にどのような影響を与えますか?
単純な力が射出成形プロセスにどのような変化をもたらすか考えたことはありますか?
射出成形における型締力は、金型をしっかりと閉じた状態に保ちます。この作用により、バリなどの欠陥が防止されます。製品の正確な寸法は型締力に左右されます。非常に重要で、金型のサイズを決定します。この力は射出量に影響を与え、より高い圧力を可能にします。.
クランプ力の理解
プラスチック工場でのインターンシップで、初めて型締力を体験した時のことを覚えています。上司は、型締力とは強い握手のようなもので、射出成形時に金型をしっかりと固定するものだと言っていました。この力が十分でないと、プラスチックが漏れ出し、「バリ」と呼ばれる欠陥が発生します。この力はトン単位で測定され、特に高温のプラスチックを高圧で射出する際に金型を閉じた状態に保持します。機械のトン数1は型締力を示し、漏れを防ぐためにはプラスチックの圧力に耐えなければならないことを知りました。
注入量への間接的な影響
型締力と射出量の間には複雑な関係があります。型締力が大きいほど、金型が大きく、射出量も増えます。まるで秘密の公式を見つけたかのようでした。当社の500トン機は、100トン機よりも大きな金型に対応できました。その結果、より大型で複雑な製品を容易に製造できるようになりました。.
型締力の大きい機械は、より高い射出圧力にも対応できます。複雑な金型充填を必要とするプロジェクトを覚えています。圧力を高めることで完全な充填を実現できましたが、注意が必要でした。過剰な圧力2は、エッジの飛び出しや内部応力といった問題を引き起こし、完璧な製品を台無しにする可能性があります。
射出成形機のダイナミクスの複雑さ
あるプロジェクトのレビューで、同じトン数であっても、すべての機械が同一ではないことに気づきました。スクリュー径や射出ストロークといった特性が重要です。例えば、私たちは2台の機械(どちらも300トン)を検討しましたが、1台はスクリュー径50mm、ストローク300mm、もう1台はスクリュー径40mm、ストローク250mmでした。最初の機械の方が射出量が多く、この経験から、適切な機械を選ぶ際には、数値だけでなく他の要素も考慮する必要があることを学びました。.
この複雑さ3 は、特定のプロジェクトに対する射出成形機の適合性を判断する際に、射出成形機のあらゆる側面を考慮することの重要性を強調しています。
クランプ力によりプラスチックの溶融オーバーフローを防止します。.真実
クランプ力により金型が閉じた状態を保ち、射出時のオーバーフローを防止します。.
トン数が大きい機械では、常に注入量が多くなります。.間違い
射出量はトン数だけでなく、スクリューの直径などの要因によって決まります。.
金型サイズは射出量にどのように影響しますか?
射出成形において、金型サイズがなぜそれほど重要なのか考えたことはありますか?金型サイズが製造プロセスにどのような改善、あるいは悪影響を与えるのか、詳しく見ていきましょう。.
金型のサイズは、射出する材料の量に影響します。金型内のスペースが決定されます。金型が大きいほど、より多くの材料を注入できます。しかし、重要なのはサイズだけではありません。射出圧力などの要素も影響します。機械の細部も非常に重要です。.

基本を理解する
初めて射出成形工場を訪れた時のことを覚えています。機械と金型の大きさに驚きました!金型のサイズはキャビティの容量を左右するため、非常に重要だとすぐに分かりました。金型が大きいほどキャビティも大きくなり、より多くの溶融樹脂を射出できるため、射出量4。しかし、これが唯一の要因ではありません。
機械トン数と金型サイズ
その後、機械のトン数が金型のサイズを左右することが多いことに気づきました。500トンの機械をヘビー級チャンピオンと考えてみてください。100トンの機械よりもはるかに大きな金型を扱えます。つまり、キャビティ容積5が大幅に大きくなる傾向があり、射出材料の量に直接影響します。
射出圧力の役割
その後、射出圧力について学びました。経験豊富なエンジニアは、それを歯磨き粉を絞り出すようなものだと例えていました。圧力が高すぎると、大変なことになります!高トン数の機械はより大きな力をかけられるため、大型または複雑な金型への充填がより完全になる可能性があります。しかし、過剰な圧力はバリや内部応力といった問題を引き起こす可能性があります。これらの要素のバランスをとることが、射出量を6 。
非比例的な関係
以前、同僚と機械の仕様を見ていた時に、興味深いことに気づきました。金型のサイズと射出量の間には絶対的な比例関係がないということです。同じトン数の機械でも、スクリュー径と射出ストロークの違いにより、射出量が異なることがあります。例えば、どちらも300トンの機械を2台考えてみてください。50mmスクリューの機械は、40mmスクリューの機械よりも射出量が多いのです。.
実践上の考慮事項
金型の設計や選定は、複雑なパズルを解くようなものです。金型のサイズと機械の仕様について検討する必要があります。これには、機械のトン数、スクリュー径、射出圧力といった様々な要因がどのように相互作用し、生産結果に7。これらの詳細を把握することで、効率と製品品質の向上につながります。これは非常に重要です!
トン数の多い機械では、常により多くのプラスチックが注入されます。.間違い
射出量は、トン数だけでなく、スクリューの直径やストロークなどの要因によって決まります。.
通常、金型が大きいほど、より高い射出圧力が必要になります。.真実
射出圧力を高くすると、より大きなキャビティを効果的に充填でき、完全な充填が保証されます。.
射出圧力が金型充填にとってなぜ重要なのか?
射出圧力のわずかな変化が成形品の品質にどう影響するのか、ずっと興味を持っていました。これは単に金型への充填の問題ではなく、精度と完璧さが問われる問題です。.
射出圧力は金型充填に不可欠です。溶融樹脂のスムーズな流れを助けます。この圧力によって金型キャビティが完全に充填されます。このプロセスにより欠陥が減少し、生産品質が向上します。.
金型充填における射出圧力の役割
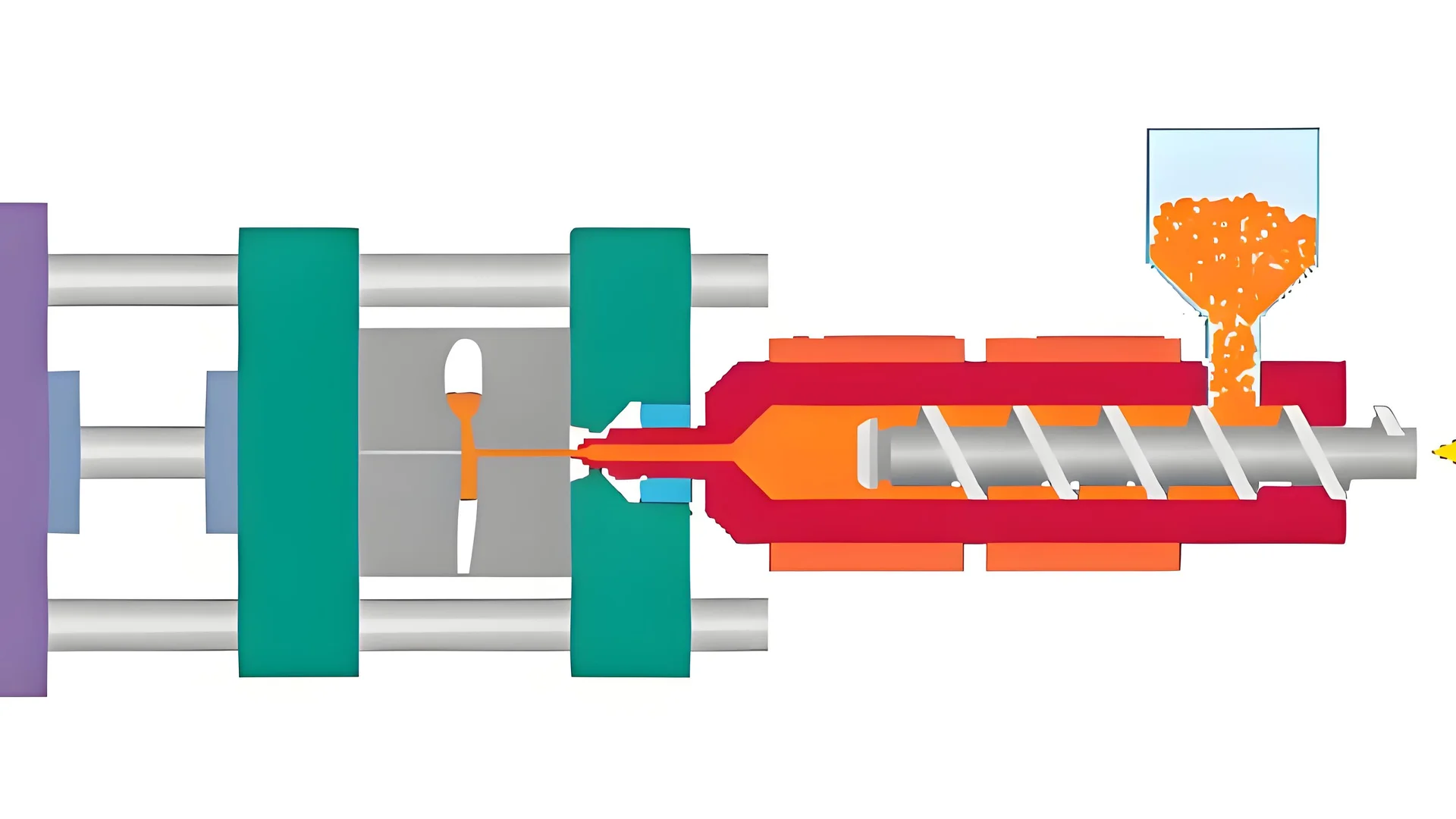
初めて忙しい工場の現場を訪れた時のことを覚えています。機械が唸りをあげ、溶けたプラスチックを有用な製品に変えていました。そこで、射出成形工程8。この圧力によって、溶けたプラスチックが金型の隅々まで押し込まれます。まるでパン焼きのようなものです。圧力が低すぎると穴が開き、高すぎるとこぼれてしまいます。
射出圧力を高めることで、複雑な金型への充填が容易になります。精密な設計が必要な箇所にまで樹脂を押し込むことができます。まるでケーキにアイシングを塗るのと同じような感覚です。すべての端まで溢れ出さずに圧力を完璧にかけなければならないのです。.
機械のトン数と圧力のバランス
初期のメンターから、圧力と機械のトン数のバランスを取ることは、料理で味を混ぜ合わせるようなものだと教えられました。トン数が大きい機械は圧力も高くなりますが、結果は金型のサイズ、複雑さ、材料によって異なります。機械のトン数は主に金型の密閉性を保ちますが、同時にプラスチックの流入量にも影響を及ぼします。
生産品質への影響
圧力を調整することは、楽器を調律して調和のとれた音を出すようなものです。高い圧力をかけると音の安定性が向上し、不具合が減ります。しかし、圧力が高すぎると内部応力が生じる可能性があります。ギターの弦を締めすぎるのも同じで、弦が切れてしまいます。.
最適な射出圧力点を見つけることは、生産効率を最適化し、無駄を削減する鍵となります。スクリュー速度と背圧を調整することで、このバランスを見つけるのに非常に役立ちます。これは射出成形において習得すべき、緻密な技術です。
トン数が大きいほど、注入量が多くなります。.間違い
トン数と注入量は正比例するわけではなく、他の要因が量に影響します。.
射出圧力は金型充填品質に影響します。.真実
射出圧力を高くすると金型充填が改善され、欠陥が減少します。.
射出圧力を上げることに制限はありますか?
射出圧力が高くなりすぎると何が起こるか考えたことがありますか?
射出成形において、高い射出圧力は金型の充填を促進します。しかし、特に複雑な形状の場合、エッジの飛びや内部応力が発生する可能性があります。機械の性能と材料の特性は、圧力と適合させる必要があります。このバランスが欠陥を防ぎ、プロセスをスムーズにします。.

射出圧力の理解
射出成形11といった分野で重要な役割を果たしています。この圧力はシステムの心臓部のように働き、材料や燃料が金型や燃焼室に流入するのを助けます。しかし、射出圧力を上げることが常に正しい答えとは限りません。
機械トン数の役割
かつて射出成形機の仕事を見学したことがあります。トン数、つまり型締め力によって、プラスチックが金型内に流れ込む間、金型は閉じた状態を保ちます。大型の機械はより大きな金型を扱うため、より多くのプラスチック溶融物を射出することになります。しかし、サイズだけでは十分ではありません。スクリュー径12やストローク長といった要素も重要です。
高圧による間接的な影響
高圧は難しいものです。特に複雑なデザインの場合、金型の充填に役立ちます。しかし、圧力が高すぎると、エッジの飛びや部品の応力といった問題が発生します。適切なバランスを見つけることが重要です。圧力は金型のサイズと材料特性に適合させる必要があります。.
絶対的ではない比例関係
同じトン数の機械でも、スクリュー径や射出ストローク長の違いにより、射出量が異なる場合があります。私は300トンの機械2台が、これらの変数によって異なる動作をしたのを見たことがあります。つまり、圧力は重要ですが、全てではありません。.
実用的な制限と考慮事項
過剰な圧力で押し込むと、摩耗や機械的な問題を引き起こし、機械に損傷を与える可能性があります。材料によっては、高圧下でも品質を損なうことなく変形したり破損したりすることがあります。適切な射出設定13。そうすることで、製品の品質を損なうことなく効率を向上させることができます。
射出圧力を高くすると、金型の充填が常に改善されます。.間違い
射出圧力が高すぎると、エッジの飛びなどの欠陥が発生する可能性があります。.
トン数は注入容量を直接決定します。.間違い
注入量はスクリューの直径とストロークによっても異なります。.
結論
射出成形機のトン数は型締め力と金型サイズに影響し、圧力と設計の複雑さを通じて間接的に射出量に影響を及ぼしますが、単純な比例関係ではありません。.
-
機械のトン数が金型の容量と生産能力にどのように影響するかを学びます。. ↩
-
飛び散りやストレスなどの過度の圧力による潜在的な問題を発見します。. ↩
-
スクリューの直径とストロークが射出量にどのように影響するかを理解します。. ↩
-
金型キャビティのサイズと射出量との直接的な関係を調べます。. ↩
-
キャビティ容積が材料注入にどのような影響を与えるかについて学習します。. ↩
-
射出圧力が材料の流れと品質にどのように影響するかを理解します。. ↩
-
射出成形の効率に影響を与える主な要因を確認します。. ↩
-
射出圧力が成形効率と品質にどのような影響を与えるかを調べます。. ↩
-
トン数が成形能力とプロセスにどのように影響するかを学びます。. ↩
-
効率を高め、欠陥を減らす方法を見つけます。. ↩
-
射出成形の仕組みとその産業用途について説明します。. ↩
-
スクリューの直径が射出量にどのように影響するかを調べます。. ↩
-
射出圧力を効果的に調整する方法を見つけます。. ↩





