
デスクトップ射出成形により、コスト効率の高いプラスチック部品の小規模生産が可能になり、試作や少量生産に最適です。.
デスクトップ射出成形は、小型のベンチトップマシンを用いて精密なプラスチック部品を製造するコンパクトな製造プロセスです。プロトタイプ製作、教育目的、小ロット生産など、コストパフォーマンスと機能性のバランスに優れた選択肢です。この記事では、使用する材料、工程の流れ、結果に影響を与える主な要因、実際の用途、そして3DプリントやCNC加工などの他の製造方法と比較した点について詳しく説明します。.
デスクトップ射出成形により、コスト効率の高いプラスチック部品の小規模生産が可能になり、試作や少量生産に最適です。.真実
コンパクトな機械を使用することで、工業用射出成形に比べて初期投資と運用コストを削減します。.
デスクトップ射出成形で使用される一般的な材料は何ですか?
デスクトップ射出成形は、熱可塑性プラスチック(1) (加熱すると軟化し、冷却すると硬化するポリマー)に依存しています。材料の選択は、部品の強度、柔軟性、そして特定の用途への適合性に直接影響します。

一般的な材料には、ポリプロピレン (PP)、ポリエチレン (PE)、ナイロン、ポリカーボネート (PC)、アセタール、ABS、PC/ABS などがあり、最適な流動性と部品の品質を確保するために、メルトフローレートの高い材料 (MFR > 3 g/10 分) が優先されます。.
| 材料 | プロパティ | 一般的な用途 |
|---|---|---|
| ポリプロピレン(PP)2 | 軽量、耐薬品性 | コンテナ、自動車部品 |
| ポリエチレン(PE) | 柔軟で耐久性がある | 包装、玩具 |
| ナイロン | 強くて耐摩耗性に優れている | ギア、ベアリング |
| ポリカーボネート(PC) | 透明、耐衝撃性 | レンズ、電子部品 |
| アセタール | 低摩擦、寸法安定性 | 機械部品、精密部品 |
| ABS | 丈夫で耐衝撃性に優れた | 消費財、自動車部品 |
| PC/ABS | 強度と耐熱性を兼ね備えた | 電子機器ハウジング、自動車内装 |
デスクトップ射出成形では、高価で高性能なプラスチックのみを使用できます。.間違い
高性能プラスチックを使用することもできますが、PP や PE などの一般的な熱可塑性プラスチックも適しており、コスト効率も高くなります。.
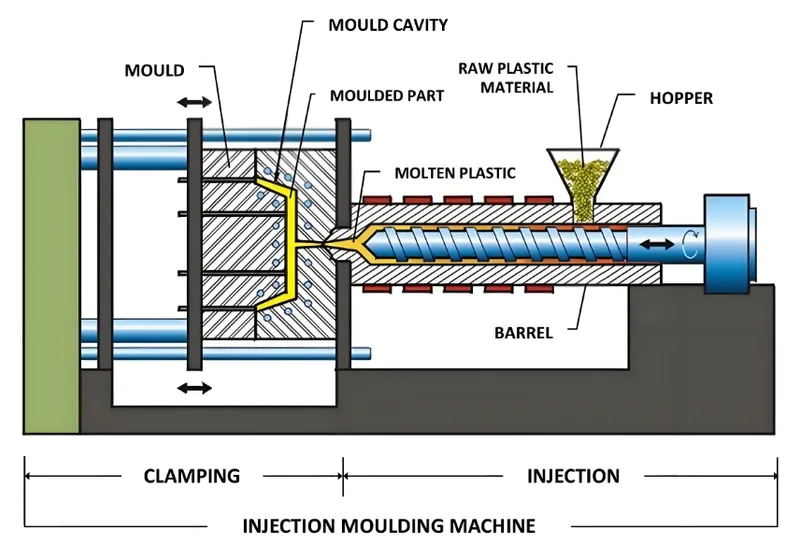
デスクトップ射出成形プロセスのステップは何ですか?
デスクトップ射出成形3プロセスは、合理化された一連の手順を通じてプラスチックペレットを完成部品に変換するため、小規模な操作でもアクセス可能になります。
このプロセスには、セットアップ、材料の準備、加熱と注入、冷却と排出、そして連続生産のための反復が含まれます。.
-
セットアップ: 機械を箱から出して設定し (約 30 分)、次に金型を取り付けます (さらに 15 分)。
-
材料の準備: 適切な特性 (例: MFR > 3 g/10 分) を持つ熱可塑性ペレットを選択し、ホッパーに装填します。
-
加熱と射出: バレル内のペレットを溶かし (最高 330°C)、溶融したプラスチックを高圧 (約 5000 PSI) で金型に注入します。
-
冷却と取り出し:金型を冷却し、部品を固化させてから取り出します。サイクルタイムは通常約60秒です。
- 反復: 継続的な生産のために自動モードを使用することが多いプロセスを繰り返します。
デスクトップ射出成形では、広範囲にわたる手動介入が必要です。.間違い
セットアップは手動で行いますが、連続生産のために、プロセスをマルチ実行モードで自動的に実行できます。.
デスクトップ射出成形プロセスに影響を与える主な要因は何ですか?
デスクトップ射出成形の成功は、部品の品質と生産効率に影響を与えるいくつかの変数に左右されます。.
重要な要素としては、温度制御、射出圧力と速度、冷却時間、材料特性4 、金型設計5。

-
温度制御: バレル温度は溶融粘度を決定し、金型温度は冷却と部品の仕上がりに影響します。
-
射出圧力と速度: これらにより、金型が完全に充填され、フラッシュ (余分な材料) やショート ショット (不完全な充填) などの欠陥が回避されます。
-
材料特性:高メルトフローレート (MFR) 材料7流動性を改善し、欠陥を減らし、サイクルを高速化します。

- 金型設計: ドラフト角度 (> 3 度)、均一な壁の厚さ (1 ~ 3.5 mm)、適切なゲートなどの機能が成功の鍵となります。
デスクトップ射出成形では金型設計は無関係です。.間違い
工業用射出成形と同様に、欠陥を回避し部品の品質を確保するには、適切な金型設計が不可欠です。.
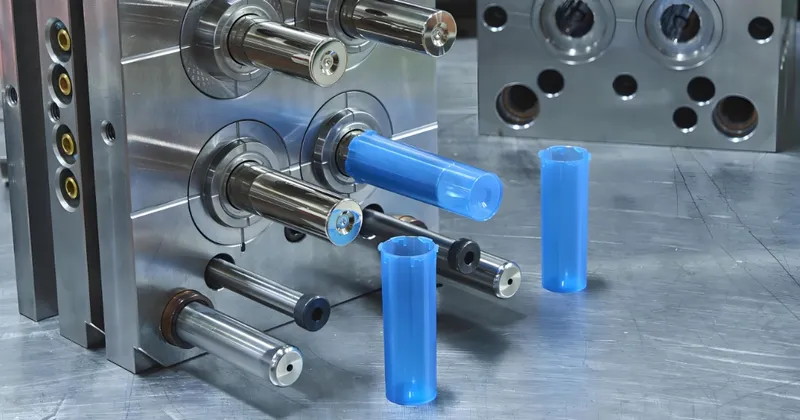
デスクトップ射出成形の用途は何ですか?
デスクトップ射出成形は、機能的なプラスチック部品を迅速かつコスト効率よく生産する必要があるシナリオに最適です。.
特に、民生用電子機器、医療機器、自動車部品のカスタムプラスチック部品の試作、教育目的、小ロット生産、研究開発に使用されます。.

-
教育: 製造プロセスに関する実践的な学習を提供します。
-
小ロット生産: 少量の部品を経済的に生産します。
-
R&D : 制御された環境で新しいデザインや材料を試します。
デスクトップ射出成形は単純な部品にのみ適しています。.間違い
適切な金型設計により、アンダーカットや薄壁の部品を含む複雑な形状を製造できます。.
デスクトップ射出成形は他の製造方法と比べてどうですか?
適切の製造方法を選択するには、デスクトップ射出成形が 3D プリントや CNC 加工などの代替方法とどのように異なるかを理解する必要があります。.
デスクトップ射出成形はプラスチック部品の大量生産に優れていますが、3D プリントや CNC 加工に比べて初期のツールコストが高く、設計変更の柔軟性が低くなります。.
| 側面 | デスクトップ射出成形 | 3Dプリント9 | CNC加工10 |
|---|---|---|---|
| 生産量 | 中~高ボリュームに最適 | 少量生産や試作品に最適 | 低~中程度のボリュームに適しています |
| コスト効率 | 大量購入でも経済的 | 初期コストは低いが、部品単価は高い | 初期コストは中程度、部品ごとのコストは変動 |
| 設計の柔軟性 | 金型設計による制限 | 高い柔軟性、簡単な変更 | 中程度の柔軟性(ツールによる) |
| スピード | 高速生産サイクル(60秒) | 複雑な部品の場合は遅くなります | 単純な部品は高速、複雑な部品は低速 |
| 素材オプション | 幅広い熱可塑性プラスチック | 特定のプラスチックに限定 | 金属を含む幅広い範囲 |
| ツーリング | 金型が必要で初期コストが高い | ツールは不要 | ツールが必要、中程度のコスト |
デスクトップ射出成形は常に最も安価なオプションです。.間違い
大量生産の場合はコスト効率が高くなりますが、初期のツールコストがかかるため、少量生産の場合は 3D プリントに比べて経済的ではありません。.
結論
デスクトップ射出成形は、精密なプラスチック部品を実用的かつ低コストで製造できる方法であり、試作や小規模製造の頼れる選択肢となっています。材料、工程、影響要因、そして用途を習得することで、そのメリットを最大限に活用できます。大量生産においては、3DプリントやCNC加工よりも速度とコストの面で優れていますが、金型に依存するため、頻繁な設計変更への適応性は低くなります。安定した機能的な部品を迅速に必要とし、金型への先行投資を厭わない場合にお選びください。.
-
熱可塑性プラスチックを理解することは、デスクトップ射出成形プロジェクトを最適化する上で不可欠です。詳細な情報については、こちらのリンクをご覧ください。. ↩
-
製造業におけるポリプロピレン (PP) の多様な用途を発見し、より良い材料選択のための知識を深めましょう。. ↩
-
デスクトップ射出成形が従来の方法と比べて優れている点を学習し、情報に基づいた生産の選択を行うのに役立ちます。. ↩
-
さまざまな材料特性が、生産の成功に不可欠な射出成形の品質と効率にどのように影響するかを学びます。. ↩
-
高品質の生産を保証し、射出成形における欠陥を最小限に抑える重要な金型設計手法を学びます。. ↩
-
冷却時間の影響を調査することで、射出成形における部品の品質と生産効率を向上させることができます。. ↩
-
射出成形を成功させるために不可欠な、MFR 材料がどのように流動性を高め、欠陥を減らすかについて学びます。. ↩
-
プロトタイピングによって製造プロセスにおける設計テストとイノベーションを加速できる方法をご覧ください。. ↩
-
このリソースをチェックして、特に少量生産や試作における 3D プリントの独自の利点をご確認ください。. ↩
-
デスクトップ射出成形と比較した CNC 加工の長所と短所を理解し、情報に基づいた製造上の決定を下します。. ↩





