

なぜ射出成形プロセスで厄介なコールドスラグが発生し続けるのか疑問に思ったことはありますか?
射出成形におけるコールド スラグは、材料温度の不一致、不適切なノズル設計、または不適切な金型冷却が原因で発生し、材料の固化を引き起こし、製品の品質に影響を与えます。
金型業界に入ったばかりの頃、欠陥のあるバッチを見つめて、どこで問題が起こったのか不思議に思っていたことを思い出します。コールドナメクジへの対処は、机上では簡単そうに思えますが、実際にはさまざまな要因が絡み合ったものになります。複雑な原因、効果的な予防戦略、射出成形プロセスを向上させるための貴重なヒントを探っていきます。
コールド スラグはノズルの設計が不適切なことが原因で発生します。真実
ノズルの設計が不適切だと、材料の流れが不均一になり、コールド スラグが発生する可能性があります。
コールドスラグは成形品の品質を向上させます。間違い
コールドスラグは成形品の品質を低下させる欠陥の原因となります。
材料の温度はコールド スラグの形成にどのような影響を及ぼしますか?
材料温度などの小さな詳細が、成形プロジェクトにどのように影響を与えるか考えたことはありますか?些細なことのように聞こえるかもしれませんが、これは完璧なプラスチック部品を作る上での縁の下の力持ちです。
材料の温度は射出成形において非常に重要であり、溶融プラスチックの粘度と流れに影響を与えます。温度が低いと粘度が上昇し、充填が不完全になりコールドスラグが発生しますが、最適な温度では流れが改善され、欠陥が最小限に抑えられます。

コールドスラグの形成を理解する
これを想像してみてください。あなたは細心の注意を払って製品を設計し、数え切れないほどの時間を費やしてすべての曲線を完璧に仕上げました。傑作を台無しにする冷たいナメクジに直面しています。コールド スラグとは、ノズル部分に侵入して欠陥を生じ、一日を台無しにしてしまう厄介な固形物です。それらは美学を台無しにするだけではありません。これらは金型キャビティ内で重大な問題を引き起こし、製品の全体的な品質に影響を与える可能性があります。
物質温度の役割
これについてさらに詳しく見ていきましょう。料理をするときに、適切な温度が料理の良し悪しを左右するのはご存知ですか?まあ、ここも似たような感じですね。プラスチックの粘度を決定するため、射出成形において重要な役割を果たします1 。温度が低すぎると粘度が急上昇し、プラスチックが厚くて動きが鈍くなります。まるで寒い日に糖蜜を注ごうとしているかのようです。その結果、複雑な金型部品の充填が不完全になり、必然的にコールド スラグの形成につながります。逆に、熱すぎると材料の劣化が見られます。
| 温度範囲 | 粘度の影響 |
|---|---|
| 低い | 高 (濃い流れ) |
| 最適 | バランスの取れた |
| 高い | 低 (より薄い流量) |
コールドスラグの形成を軽減する
それで、解決策は何でしょうか?すべては完璧なバランスを保つことです。コールドスラグの形成を軽減するには、最適な温度範囲を維持することが重要です。プロセス全体の一貫性を確保するために、温度制御システム2をよく利用しますこれにより、欠陥が減るだけでなく、成形製品の構造的完全性も強化されます。
デザイナーのための実践的な調整
私のようなデザインに生かされている人にとって、シミュレーション ソフトウェア3ゲームチェンジャーです。これらのツールを使用すると、生産に入る前に温度変化がスラグの形成にどのような影響を与えるかを予測できるため、時間と貴重なリソースの両方を節約できます。
さらに、さまざまな熱特性を持つさまざまな材料が特定の条件下でどのように動作するかを理解することが重要です。コールドスラグを形成しにくいプラスチックを選択することは、品質を維持する上で非常に役立ちます。
材料温度が低いと、プラスチックの粘度が増加します。真実
温度が低いとプラスチックが厚くなり、流動抵抗が増加します。
材料温度が高いため、コールド スラグの形成が防止されます。間違い
過剰な熱は材料特性を劣化させる可能性があり、必ずしもスラグを防止できるわけではありません。
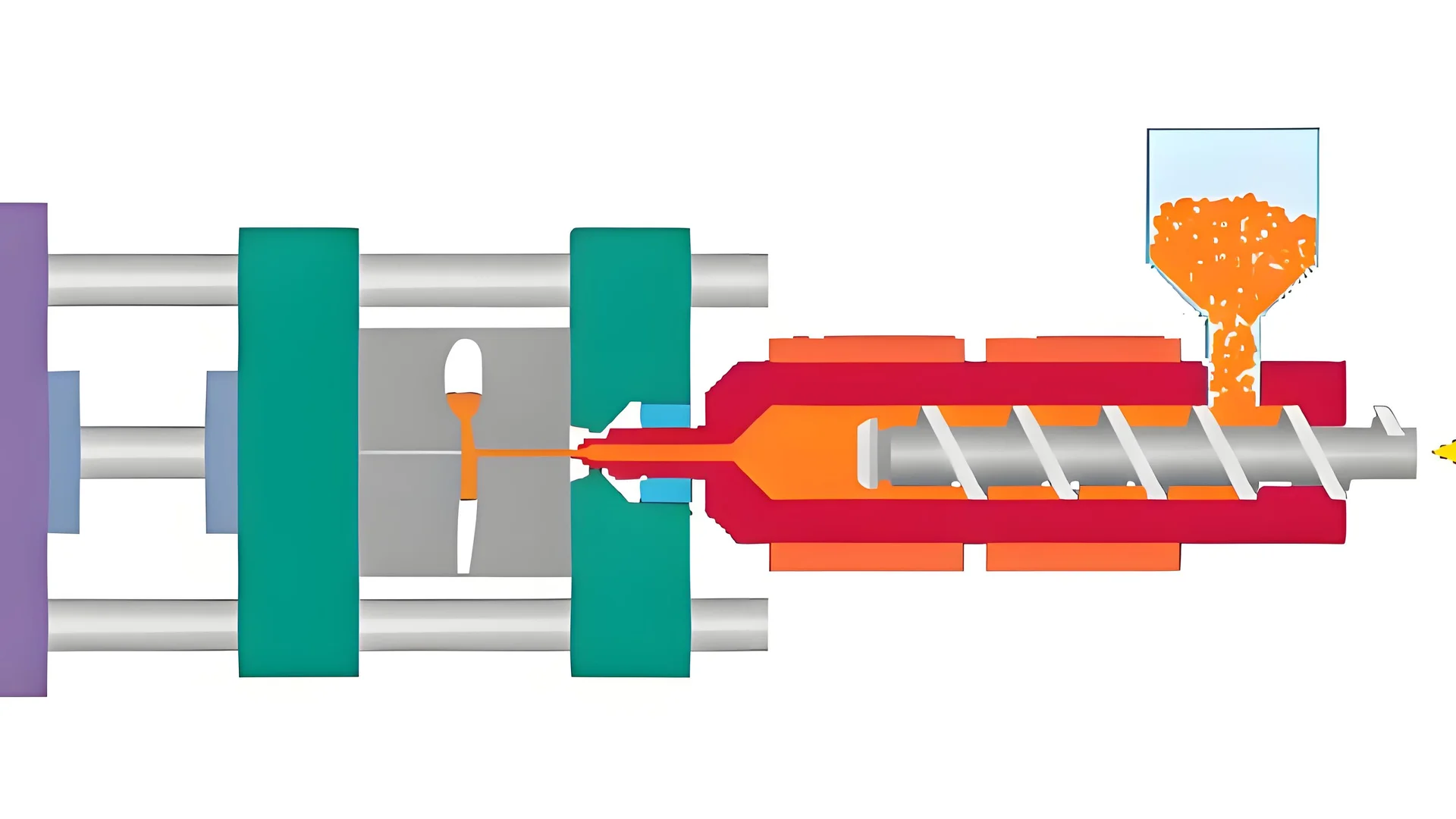
コールドスラグの防止にノズルの設計が重要なのはなぜですか?
小さなプラスチック片がどのようにしてデザイン全体を台無しにしてしまうのか疑問に思ったことはありませんか?ノズル設計が射出成形においてどのように変革をもたらすのかを詳しく見ていきましょう。
ノズルの設計は、射出成形中に一定の温度と流量を維持することでコールド スラグを防止する上で極めて重要な役割を果たし、それによって欠陥を減らし、部品の品質を向上させます。

コールドナメクジについて理解する
初めて冷たいナメクジに遭遇したときのことを覚えています。それは私のデザインプロセスの完璧なジグソーパズルの中に不正なパズルのピースを見つけるようなものでした。これらの硬化したプラスチックの破片は、材料がノズル内で冷却されて固まるのが早すぎるときに形成されます。欠陥が生じるだけでなく、最終製品の品質を損なう可能性もあります。そのため、ノズルの設計は単なる技術的な詳細ではなく、プラスチックの流れと温度の両方を管理する重要な要素となります。
ノズル設計の主な特徴
効果的なノズルの秘訣は、一貫した加熱を維持し、スムーズな流れを確保することです。パンケーキにシロップをかけようとしたところ、途中で凍ってしまったことを想像してみてください。ノズルにコールドスポットがあると、それが起こります。加熱されたノズル先端または合理化された内部構造により、このようなコールド スポットを防止し、プラスチックの流れを正常に保ち、コールド スラグのリスクを最小限に抑えることができます。
ノズルの種類とその影響
適切なノズル タイプを選択することは、DIY プロジェクトに最適なツールを選択することに似ており、それぞれに利点があります。
| ノズルの種類 | 利点 |
|---|---|
| オープンノズル | シンプルさとメンテナンスの容易さ |
| シャットオフノズル | 材料の流れを正確に制御 |
| ホットランナーノズル | 一定の温度を維持します |
各タイプは、金型設計の複雑さ、または使用する材料の特性など、さまざまなニーズに合わせて調整されています。
ノズルの性能に影響を与える要因
私の経験では、ノズルのパフォーマンスを適切に保つことは、すべての楽器がその役割を果たさなければならない交響曲を作成するようなものです。デザインだけでなく、システム全体とどの程度うまく統合できるかも重要です。以下に重要な考慮事項をいくつか示します。
- 材料の互換性:低アレルギー性の製品を必要とする人がいるのと同じように、特定のプラスチックには劣化を避けるために特定のノズル材料が必要です。
- 温度制御:オーブン温度計を使わずにパンを焼こうとすることを想像してみてください。コールド スポットを防ぐには、正確な温度制御が不可欠です。
- 流量:射出速度が重要です。車の運転に似ています。速すぎても遅すぎても、トラブルにつながる可能性があります。
これらの要素のバランスをとることで、射出成形プロセスがすべて適切に行われるようになります。
現実世界のアプリケーションの探索
私が取り組んだプロジェクトの 1 つでは、ホット ランナー ノズル システムに切り替えることで大きな違いが生まれました。私たちは自動車部品を製造していましたが、より良い温度の一貫性を確保することで、欠陥を大幅に削減しました。このケーススタディ4 は、ノズル設計の慎重な変更が製品品質の大幅な向上にどのようにつながるかを示しています。
さまざまなノズル設計を検討し、それらがコールド スラグ防止に及ぼす影響を理解することで、特に高精度産業において、優れているだけでなく優れた製造結果を達成できることがわかりました。
加熱されたノズルチップがコールドスラグを効果的に防ぎます。真実
加熱されたノズルチップは一定の温度を維持し、固化を軽減します。
オープンノズルは材料の流れを制御するのに最適です。間違い
遮断ノズルは、材料の流れを正確に制御するのに適しています。
金型冷却システムはコールド スラグの問題にどのような影響を及ぼしますか?
金型内の冷却システムが、コールド スラグの問題の背後にある隠れた英雄または悪役である可能性があると考えたことはありますか?
はい、金型冷却システムは、最適な温度制御を維持することで、コールド スラグの問題に大きな影響を与える可能性があります。適切な冷却は、溶融プラスチックが早期に固化するときに発生するコールド スラグを防ぐのに役立ちます。
コールドスラグとその形成を理解する
金型設計で初めてコールド スラグの問題に遭遇したときのことを覚えています。イライラしました。これらの欠陥は、多くの場合不均一または急速な冷却が原因で、射出プロセス中に溶融プラスチックがあまりにも早く固化するときに発生します。私は、欠陥のあるコンポーネントのバッチのトラブルシューティングを行っているときに、このことを苦労して学びました。
金型冷却システムの仕組み
金型冷却システムは家庭のサーモスタットのようなもので、冷却水をチャネルに循環させて温度を調整します。温度分布5 を維持するのに役立ちます。システムをアップグレードして目に見える改善が見られたとき、私はこの重要性に気づきました。
冷却効率に影響を与える要因
- チャネル設計:オーブンから出したばかりのパイを冷却しようとすることを想像してください。効率的なチャネル設計も同様に機能し、均一な冷却を保証します。
- 冷却剤の種類:冷却剤として水と油のどちらを使用するかは、熱の伝達速度に影響します。暑い日に扇風機かエアコンのどちらかを選ぶようなものです。
- 流量:すすぎを早くするためにシャワーの水流を増やすのと同じように、流量を増やすと冷却効率が向上し、不均一な冷却が6 。
| 冷却システムの側面 | コールドナメクジへの影響 |
|---|---|
| チャンネルレイアウト | 冷却の均一性 |
| 冷却水温度 | 熱除去率 |
| 材料の導電率 | 熱分配効率 |
コールドスラグに対する冷却の影響
適切に設計された冷却システムを、料理のあらゆる部分が完璧に調理されることを保証するマスターシェフのようなものだと考えてください。金型温度を一定に保つことでコールド スラグを最小限に抑え、早期凝固を防ぎ、より滑らかな表面とより強力な構造を実現します。
これらの要素に焦点を当てることで、私のような設計者は金型設計を最適化し、コールド スラグなどの欠陥を大幅に減らし、製品の品質を向上させることができます。
革新的な冷却技術
私は、複雑な金型形状に適応するカスタム チャネルを可能にするコンフォーマル冷却などの新技術に驚かされてきました。このイノベーションにより、熱放散7と冷却効率が向上し、永続的なコールド スラグの問題に対する有望なソリューションが提供されます。
これらの進歩を常に最新の状態に保つことは、製造プロセスと結果を改善するために非常に重要です。最適なソリューション8を導き出すことができます。
不均一な冷却はコールド スラグの形成を引き起こします。真実
不均一な冷却はプラスチックの早期固化を引き起こし、コールド スラグを形成します。
冷却剤の流量が速いほど、コールドスラグのリスクが減少します。真実
流量が増えると冷却効率が向上し、不均一な温度分布が減少します。
プロセスパラメータはコールドスラグの発生にどのような影響を与えるのでしょうか?
一部の成形部品がなぜうまくいかないのか疑問に思ったことはありますか?それは多くの場合、厄介なコールドナメクジとプロセスパラメータの魔法に関するものです。
射出成形における溶融温度、射出速度、冷却時間を調整すると、コールド スラグの欠陥を減らし、製品の品質を向上させることができます。

ご存知のとおり、私が初めて射出成形金型の作業を始めたとき、すべてがパズルのように思えた時期がありました。冷たいナメクジの問題に直面したのは、目隠しをしてルービックキューブを解こうとしているような気分だったのを覚えています。しかし、時間が経つにつれて、成功の鍵はプロセスパラメータを理解し、制御することにあることが分かりました。単に数値を設定するだけではありません。それはプロセスのリズムを感じることです。
溶融温度の役割
ケーキを焼いているとき、オーブンの温度があちこちに上がっていると想像してください。そのケーキは大惨事になるでしょうね?成形時の溶融温度も同様です。低すぎる場合、材料はそこに留まり、適切に流れることを拒否し、空洞が満たされず、不要なコールドスラグが発生します。逆に、上げすぎると材料が焦げてしまう危険があります。スイートスポットは魔法が起こる場所であり、ポリマーを理想的な粘度に保ちます。
最適な結果を得るには、溶融温度9 を注意深く監視してください。推奨範囲内に保つことで、ポリマーは適切な充填に理想的な粘度を維持できます。
射出速度に関する考慮事項
射出速度は車の運転に似ています。速度が遅すぎると、時間内に目的地に到着しない可能性があります (この場合、型に適切に充填されます)。ただし、ペダルを強く踏みすぎると、フラッシュや焼き跡などの欠陥が発生してコースを外れてしまう危険があります。
射出速度のバランスが重要です。流れが品質要件を満たすスイートスポットを見つけるには、特定の材料の最適速度ガイドライン10を参照してください
冷却時間の調整
それは、コーヒーを一口飲む前に冷めるのを待つのと少し似ています。急いでやると、材料が十分に固まっていないため、火傷をしたり、冷たいナメクジができたりすることは間違いありません。しかし、あまりにも長く待ちすぎると、時間の無駄になってしまいます。
冷却時間計算機11 を利用して、金型と材料の特性に基づいて正確な時間を決定します。
単純なパラメータテーブル
| パラメータ | コールドナメクジに対する効果 |
|---|---|
| 溶融温度 | 低温: 増加 |
| 高温: 劣化 | |
| 射出速度 | 速すぎる: 欠陥 |
| バランス: 減少します | |
| 冷却時間 | 短すぎる:増加する |
| 最適: バランス |
これらのニュアンスを理解することで、私のキャリアの新たなレベルが開かれたように感じました。これらに細心の注意を払って対処することで、射出成形プロセス12煩わしいものからシームレスなものに変えることができます。それは、すべてが美しくまとまるパズルの欠けているピースを見つけるようなものです。この知識は製品の成果を向上させるだけでなく、材料の無駄を大幅に削減します。
高い射出速度により、コールド スラグの形成が軽減されます。真実
高速により金型への充填が迅速に行われるため、コールド スラグのリスクが軽減されます。
冷却時間が長すぎると、コールド スラグの欠陥が増加します。間違い
過剰な冷却はサイクルを延長しますが、コールドスラグは増加しません。
どのような材料を選択すればコールドスラグの発生を減らすことができますか?
射出成形において、完璧な設計がコールドスラッグによって損なわれてしまうというフラストレーションを感じたことはありますか?知っています。適切な材料を選択することが、品質と効率にどのような変革をもたらすのかを探ってみましょう。
ポリカーボネートなどの高流動材料と粘度を下げる添加剤を使用することで、射出成形におけるコールド スラグの発生を最小限に抑え、製品の品質と効率を向上させます。

コールドナメクジについて理解する
私のデザインでコールドスラグに初めて遭遇したときのことを今でも覚えています。それらの厄介な凝固したプラスチックの残留物が、本来は完璧な金型を台無しにしてしまいます。射出成形プロセスプラスチックが急速に冷えると、スプルーまたはランナー システム内にコールド スラグが形成されます材料の流動特性は、これらの欠陥が問題を引き起こすかどうかを決定する上で非常に重要です。
高流動材料
私の経験から言えば、ポリカーボネートや特定グレードのポリプロピレンなどの高流動材料を選択すると命を救うことができます。これらの材料により、プラスチックが固まる前に金型の隅々までスムーズに流れ込むことができます。以下の表は、私が効果的であると感じたいくつかの高流量オプションを示しています。
| 材料 | 流量 | 応用 |
|---|---|---|
| ポリカーボネート | 高い | エレクトロニクス |
| ポリプロピレン | 適度 | 包装 |
高流動材料を選択することは、溶融プラスチックが最も複雑な金型であってもスラグを残さずに確実に充填できる、信頼できる相棒を持つようなものです。
添加剤の使用
長年にわたり、私は添加剤、特に可塑剤がコールドナメクジとの戦いにおいて縁の下の力持ちとなり得ることを発見しました。プラスチックの粘度を下げ、流れをスムーズにします。これは、複雑なデザインや長い流路を持つ金型に特に有益です。たとえば、PVC に可塑剤を添加すると流動性が向上し、厄介なコールド スラグの問題が軽減されます。
材料最適化技術
しかし、それは素材だけの問題ではありません。成形条件14 を微調整することも同様に重要です。特定の材料に合わせて温度と圧力の設定を調整することで、コールド スラグの形成をさらに削減することができました。たとえば、特定のポリマーの金型温度を上げると、流動性が向上し、固化速度が低下するのに役立ちました。
革新的な材料ソリューションの探求
私は生分解性プラスチックのような新興素材の可能性に特に興奮しています。それらは持続可能性の目標と一致するだけでなく、スラグの形成を防ぐ独自の流動特性も提供する可能性があります。研究は進行中ですが、初期の結果では、パフォーマンスと環境への影響の両方について有望な結果が得られています。
生産効率がどのように向上するのかを知りたい場合は15 、材料科学者と話をすると、カスタマイズされた洞察が得られるかもしれません。これらは、設計要件と生産目標を調整するのに役立ち、より効率的な製造プロセスへの道を開きます。
高流動材料により、コールド スラグの形成が軽減されます。真実
高流量の材料は固化する前にすべての金型部品に到達します。
添加剤はプラスチックの粘度を高めます。間違い
可塑剤などの添加剤は粘度を下げ、スムーズな流れを助けます。
本番環境でコールドスラグに効果的に対処するにはどうすればよいですか?
射出成形におけるコールドナメクジは、夏の夜に耳の周りでブンブン飛び続ける蚊と同じくらい厄介な存在です。
生産中のコールド スラグに対処するには、温度制御を最適化し、射出速度を調整し、正確な金型設計を確保し、定期的なメンテナンスを実施します。
コールドナメクジについて理解する
イメージを描いてみましょう。あなたは生産作業の真っ最中で、すべてが順調に進んでいるように見えます。すると、どこからともなく、恐ろしい冷たいナメクジが現れ、その後に欠陥を残します。それは、完璧なロード旅行を計画しても、曲がり角で渋滞に遭遇するようなものです。コールド スラグは、冷却されたプラスチックが金型キャビティに侵入するときに発生し、製品の美的側面
温度制御
金型とバレルの温度管理
ここで私はひらめきました。温度を一定に保つことは交渉の余地がないということです。かつてはうまくいくと思っていましたが、わずかな変動でも品質の低下につながる可能性があることを苦労して学びました。現在、私は高度な温度監視システムを使用して物事を安定に保つことに全力を尽くしています。
表:温度設定ガイド
| 成分 | 最適温度範囲 |
|---|---|
| 型 | 20℃~60℃ |
| バレル | 180℃~240℃ |
射出速度の調整
射出速度をダイヤルアップすることで状況が一変する可能性があることがわかりました。寒い屋外に立っている間、熱いコーヒーを温かく保とうとしているところを想像してみてください。より速く動くことで、適切な温度を保つことができます。
金型設計の考慮事項
コールドウェルの導入
これを想像してみてください。コールド ウェルは、クラブの小さな用心棒のようなもので、不要なコールド ナメクジがパーティーを崩壊させる前に捕まえます。よく考えられた設計により、このようなゲートクラッシャーが製品の仕上げを傷つけるのを防ぐことができます。
表: コールドウェルの有効性
| 金型の特徴 | 品質への影響 |
|---|---|
| コールドウェルズ | 重要な |
| 冷水井戸はありません | 最小限 |
定期的な保守点検
定期メンテナンスを省略するのは大したことではないと思ったときのことを覚えていますか?はい、そのミスの代償は私が支払ったのです。定期検査は歯医者に行くようなもので、あまり長く避けすぎると痛みを伴います。定期的な検査17 により、摩耗や損傷が大きな問題に発展する前に発見できます。
結論のプレースホルダー (ここには追加しないでください)
試行錯誤を通じて、これらの戦略を習得するには、単に機械を理解するだけではなく、材料とプロセスを徹底的に知ることが必要であることを学びました。温度管理、金型設計、メンテナンスに重点を置くことで、生産品質がどのように向上するかを直接見てきました。
コールドスラグはプラスチック部品の表面に傷を引き起こす可能性があります。真実
冷却されたプラスチックが金型に入るときにコールド スラグが発生し、欠陥の原因となります。
射出速度を調整してもコールド スラグには影響しません。間違い
射出速度が速いとプラスチックの温度が維持され、コールド スラグが減少します。
結論
射出成形におけるコールド スラグは、温度の不一致、不適切なノズル設計、金型の冷却の問題によって発生します。効果的な戦略には、温度の最適化、速度の調整、機器のメンテナンスなどが含まれます。
-
粘度が欠陥にどのような影響を与えるかを理解することは、金型の設計と材料の選択を最適化するのに役立ちます。 ↩
-
温度制御システムは、一定の温度を維持することで製品の品質を向上させます。 ↩
-
シミュレーション ソフトウェアは潜在的な問題を予測するのに役立ち、実稼働前の調整を可能にします。 ↩
-
ホット ランナー システムによって生産効率が向上し、欠陥が減少した実際の例についてお読みください。 ↩
-
温度分布が成形品の冷却効率と品質にどのような影響を与えるかをご覧ください。 ↩
-
成形部品に対する不均一な冷却の影響とその対処方法について学びます。 ↩
-
金型設計の放熱を強化する最近のイノベーションをご覧ください。 ↩
-
射出成形におけるコールド スラグの問題を防止するための効果的な戦略と解決策を明らかにします。 ↩
-
適切な材料の流れを確保するために、さまざまなポリマーの推奨溶融温度範囲を確認してください。 ↩
-
欠陥を減らし、金型の充填効率を高めるために、適切な射出速度を設定するためのガイドラインを見つけてください。 ↩
-
サイクル時間を延長せずに最適な凝固を保証するための正確な冷却時間を計算する方法を学びます。 ↩
-
射出成形プロセスを最適化して効率と製品品質を向上させる方法を探ります。 ↩
-
コールド スラグの形成と防止戦略を理解するために重要な射出成形プロセスについて学びます。 ↩
-
成形条件を調整することで欠陥を減らし、製品の品質を向上させる方法をご覧ください。 ↩
-
適切な材料を選択することで、どのように生産効率が向上し、欠陥が減少するかを調べてください。 ↩
-
美的配慮が射出成形における製品設計とユーザー満足度にどのような影響を与えるかをご覧ください。 ↩
-
装置の効率を維持し、製造上の欠陥を防ぐために定期的な検査が重要である理由を学びましょう。 ↩




