

複雑なプラスチック部品をどうやって簡単に製造できるのか、不思議に思ったことはありませんか?その秘密は、多くの場合「コアリング」と呼ばれる技術にあります。.
射出成形におけるコアリングとは、コア引き抜き機構を用いて複雑な形状の部品を金型から効率的に取り出す工程です。このプロセスは、材料の無駄を最小限に抑え、冷却時間を短縮し、部品全体の品質を向上させることで、効率性を高めます。.
この簡単な概要では、射出成形におけるコアリングの主な利点について触れましたが、そのメカニズムや用途については、まだまだ多くの発見があります。さあ、さらに深く掘り下げていきましょう!
コアリングにより射出成形時の冷却時間が短縮されます。.真実
コアリングにより材料の質量が最小限に抑えられ、熱の放散と冷却が速くなります。.
射出成形におけるコアプルとは何ですか?
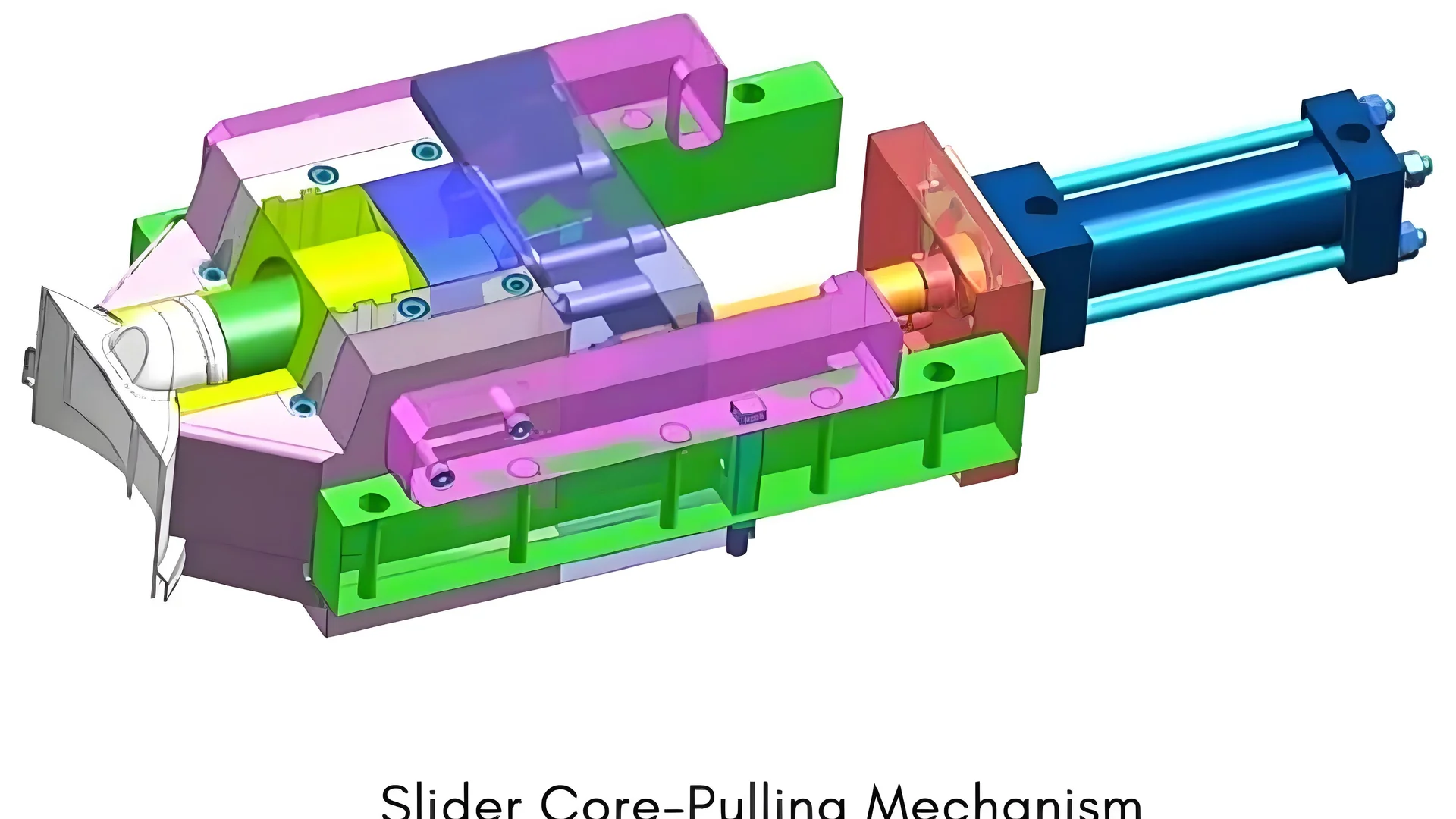
スライダーまたはサイドコア操作とも呼ばれるコア引きは、複雑な部品を作成するための射出成形において重要な役割を果たします。.
射出成形におけるコア引きは、内孔や側面の凹みなどの形状を持つ部品を型から取り出すために設計された機構です。スライダー、傾斜ガイドピラー、ウェッジブロックを使用することで、プラスチック部品を金型からスムーズに取り出すことができ、効率と製品品質を向上させます。.
定義と機能
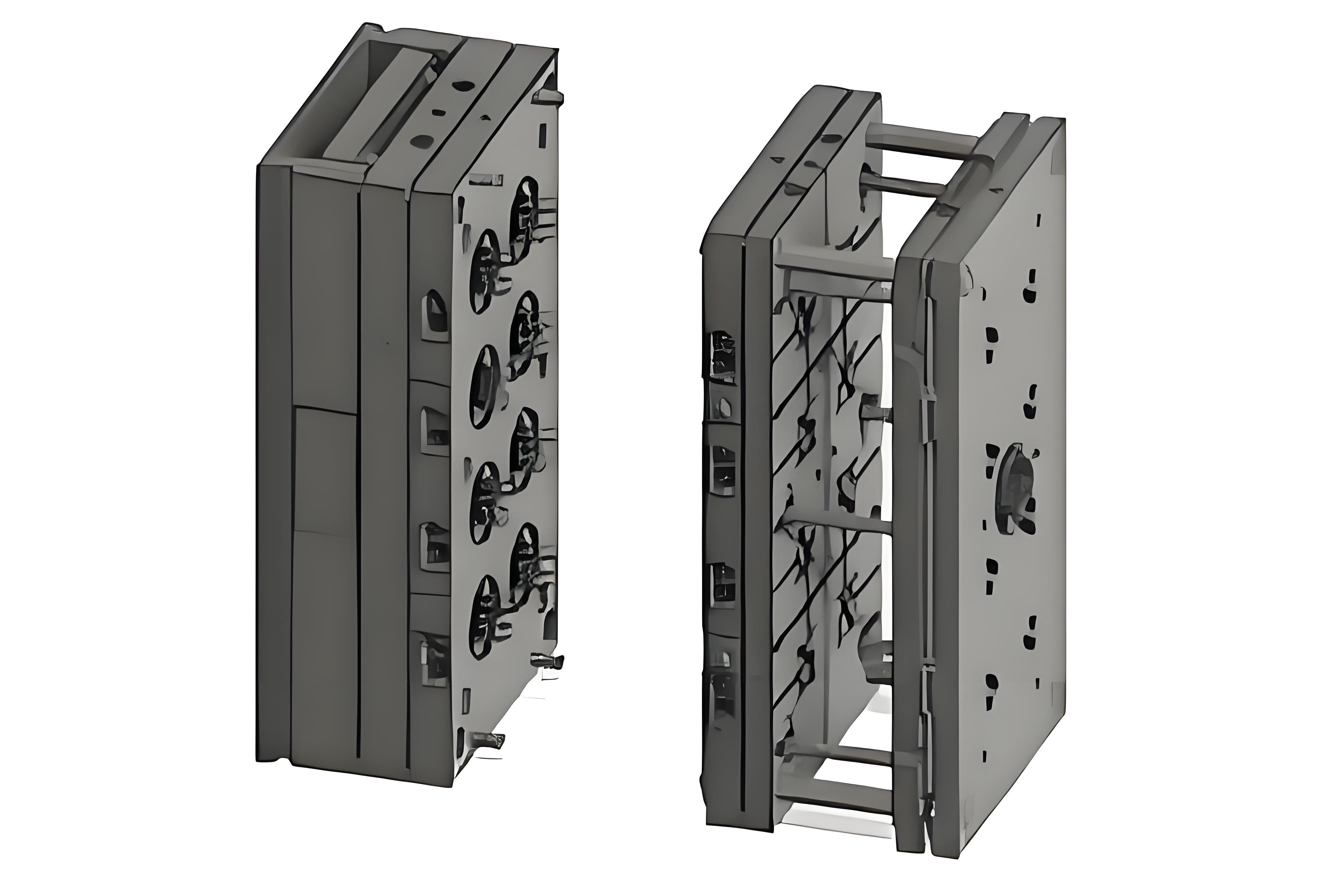
射出成形1の分野において、コア引きとは、複雑な形状を持つ部品の脱型を容易にするために金型に組み込まれた特別な機構を指します。これらの形状には、金型の主開方向と一致しない内孔や側面の凹部などが含まれます。コア引きの主な機能は、金型開工程中にこれらの側面コアを引き込み、成形品をシームレスに取り出すことです。
動作原理
設計段階
このプロセスは設計段階から始まります。エンジニアは部品の形状を評価し、コア抜きが必要な箇所を特定します。次に、対応するコア抜き機構を設計します。この機構は通常、スライダー、傾斜ガイドピラー、ウェッジブロックなどの部品で構成されます。.
射出成形段階
射出成形段階では、溶融プラスチックが金型キャビティに充填され、プラスチック部品が形成されます。この時点では、コア引き機構は閉じた状態のままで、金型の残りの部分と一体となったキャビティが形成されます。.
型開き段階
部品が冷却固化すると、金型の開きが始まります。この時、傾斜したガイドピンとスライダーが相対的に動きます。ガイドピンの角度によってスライダーが特定の方向に移動し、サイドコアがプラスチック部品から効果的に引き抜かれます。.
脱型段階
コア抜きが成功すると、プラスチック部品を金型からスムーズに取り出すことができ、高品質の生産が保証されます。.
コアプル機構の重要性
コア引き機構は、品質や効率を損なうことなく複雑なデザインの部品を製造するために不可欠です。これらの機構は、成形部品のより複雑な形状を可能にすることで、製品の機能性を向上させると同時に、材料の無駄を最小限に抑え、冷却時間を短縮します。.
さらに、メーカーがより高い精度と効率を求めるようになると、コア引き抜き機構の仕組みを理解することが、生産プロセスを最適化し、競争上の優位性を維持するために不可欠になります。
コア抜きは内側の穴を作成するためだけに行われます。.間違い
コアを引くと、内側の穴だけでなく、側面の凹みも作成されます。.
スライダーはコア引き抜き機構の一部です。.真実
スライダーは金型を開く際にサイドコアを引き込むのに役立ちます。.
コア引き機構はどのように機能しますか?
射出成形におけるコア引きの複雑な仕組みを解明することで、生産効率と精度を大幅に向上させることができます。このメカニズムは、複雑な部品の製造において極めて重要です。.
射出成形におけるコア引きは、側面に凹みなどの形状を持つ部品の取り出しを容易にする機構です。型開き時に側面のコアを引き込むことでスムーズな脱型を実現し、生産効率を向上させます。.
コア引き抜き機構の理解
射出成形において、複雑な形状の成形部品を取り出すには、コア抜き機構が不可欠です。このプロセスは設計段階から始まり、エンジニアはプラスチック部品の形状に基づいて、コア抜きが必要な箇所を特定する必要があります。これらの形状には、金型の開口方向と異なる内側または外側の穴や側面の凹み部分などが含まれます。.
デザインコンポーネント
コア抜き機構は、通常、スライダー、傾斜ガイドピラー、ウェッジブロックなどの主要部品で構成されています。これらの要素が連携して動作することで、複雑な形状の部品を金型からスムーズに取り出すことができます。.
| 成分 | 関数 |
|---|---|
| スライダー | 部品からコアを引き抜く動き |
| 傾斜ガイド | 金型開閉時のスライダーの動きを制御 |
| ウェッジブロック | 安全な位置決めと移動を支援 |
射出成形段階では、金型キャビティに溶融プラスチックが充填され、コア引き抜き機構と連動して完全な構造が形成されます。この機構は、金型が開くまで閉じられた状態を保ちます。.
運用段階
- 射出段階:プラスチック溶融物がキャビティに充填され、コア引き抜き機構を組み込んだ固体構造が形成されます。
- 金型開成段階:冷却・固化後、金型が開き、傾斜ガイドピンとスライダーの相互作用が誘発されます。この相互作用により、サイドコアがプラスチック部品から引き抜かれます。
- 離型段階:サイド コアを引っ込めると、プラスチック部品を損傷することなく金型から簡単に取り外すことができます。
さまざまなコア引き方法の検討
コア引きの方法は生産要件によって異なります。
- 手動コア引き:手動操作で十分な小型部品や少量生産に最適です。
- 電動コア引き:外部電源を利用し、大量バッチの自動化と効率性を高めます。
- 油圧コア引き:大型部品やコア引き距離が長い場合に油圧システムを採用し、スムーズで強力な操作を実現します。
油圧システム3調べ、その利点を理解することで、射出成形プロセスを強化するための洞察が得られます。
コア抜きは単純な部品にのみ適用されます。.間違い
コア引きは、複雑なデザインの複雑な部品に使用されます。.
スライダーは金型を開く際のコアの引き抜きに役立ちます。.真実
スライダーはサイドコアを引っ込めて、スムーズな脱型を容易にします。.
コア引きにはどのような方法がありますか?
コア抜きは射出成形において不可欠であり、複雑な部品を金型から容易に取り出すことができます。しかし、どのような方法が採用されているのでしょうか?
射出成形におけるコア引き方法には、手動、電動、油圧式があり、それぞれ異なる生産ニーズに対応しています。手動式は小ロット生産に適しており、電動式は大量生産時の効率を高め、油圧式は高負荷用途での精度向上を実現します。.

コア引き抜き方法の理解
射出成形4において、コア引きは、金型の主開口方向と一致しない側面穴や突起などの複雑な形状を持つプラスチック部品を取り出すために設計された技術です。この機構は、効率的な脱型を保証するだけでなく、最終製品の品質と精度に大きな影響を与えます。
1. 手作業によるコア抜き
- 用途: 小規模生産や試作品に最適です。
- 機構:サイドコアを手動で操作して成形部品から外します。
- 利点: セットアップ要件が最小限でコスト効率に優れています。
- 課題: 小型部品に限定されており、大規模な操作には効率が悪い。
2. 電動コア引き
- 用途: 中規模から大規模の生産に適しています。
- 機構:ギアやモーターなどの機械力を利用してコア抜きを自動化します。
- 利点: 生産サイクル全体にわたって効率と一貫性が向上します。
- 課題: より洗練されたセットアップとメンテナンス体制が必要です。
3. 油圧コア引き
- 用途: 厳しい精度が求められる大型で複雑な部品に最適です。
- メカニズム: コア引き抜き段階で制御された力を加えるために油圧システムを採用しています。
- 利点: 大きな引っ張り力でスムーズな操作が可能で、細かい部品に最適です。
- 課題: 初期投資が高く、設計と保守が複雑です。
適切な方法を選択する
適切なコア引き方法の選択は、次のようなさまざまな要因によって異なります。
- 生産量: 少量のカスタム注文には手動の方法が適していますが、大量生産には油圧システムが有利です。
- 部品の複雑さ: 複雑な詳細を備えた複雑な設計では、油圧システムの精度とパワーが必要になる場合があります。
- 予算の制約: 小規模な作業では手動の方法がコスト効率に優れていますが、電動システムや油圧システムはより大きな投資を必要とします。
表: コア引き抜き方法の概要
| 方法 | 最適な用途 | 主なメリット | 課題 |
|---|---|---|---|
| マニュアル | 小ロット、プロトタイプ | 低コスト、簡単なセットアップ | 小さな部品に限定 |
| 電動 | 中規模から大規模生産 | 効率性、一貫性 | 高度な設定が必要 |
| 油圧式 | 大型で複雑な部品 | 高精度、力強い | 初期コストが高い |
コア引き方法5を理解することで、メーカーは射出成形プロセスを最適化し、効率と製品品質の両方を向上させることができます。この知識は、生産目標と財務上の考慮事項に合致した情報に基づいた意思決定を行うために不可欠です。
手動コア抜きは小規模生産に適しています。.真実
手動の方法はコスト効率が高く、プロトタイプや少量生産に最適です。.
油圧コア引きは小型部品に最適です。.間違い
油圧方式は、精度が求められる大型で複雑な部品に適しています。.
効果的なコアプルを行うために重要な考慮事項は何ですか?
コア抜きは射出成形において非常に重要であり、複雑な形状の部品の取り出しを容易にします。効果的なコア抜きには、設計、精度、そしてメンテナンスへの細心の注意が必要です。.
効果的なコア引きには、信頼性が高くスムーズな操作を確保し、欠陥や損傷を防ぐために、適切に設計されたメカニズム、精密な制御、定期的なメンテナンスが必要です。.
設計上の考慮事項
効果的なコア抜きにおいて最も重要な考慮事項の一つは、コア抜き機構の設計です。設計においては、コア抜きが必要となるプラスチック部品の内穴や側面の凹部など、特定の形状を考慮する必要があります。綿密に検討された設計により、機構が詰まったり、金型や部品に損傷を与えたりすることなく確実に作動することが保証されます。.
主な設計要素:
- スライダーとガイドピラー:スライダーと傾斜ガイドピラーの選択は非常に重要です。これらの部品は、アライメントを維持しながら繰り返し使用によるストレスに耐えられるほどの堅牢性を備えていなければなりません。
- ウェッジ ブロック:操作後にスライダーが元の位置に戻ることを確認するために使用されます。
効果的な設計は摩耗を最小限に抑え、金型の寿命を延ばします。このアプローチは、故障によるダウンタイムを削減することで生産効率の向上にもつながります。.
精密制御
コア抜きにおいて、精度はもう一つの重要な要素です。プラスチック部品の完全性を維持するために、機構は正確な動作が可能でなければなりません。高い精度は、部品が寸法と表面品質の要件を満たすことを保証します。.
これを実現するには:
- 厳密な公差の維持:スライダーと他の部品間の公差を厳密に保つことで、位置ずれを防ぎ、スムーズな操作を実現できます。
- 高品質の材料の使用:コア引き抜き機構に耐久性のある材料を選択すると、寿命とパフォーマンスが向上します。
メンテナンス要件
コア引き抜き機構を最適に機能させるには、定期的なメンテナンスが不可欠です。メンテナンスには、部品の摩耗チェック、可動部品の潤滑、損傷した部品の迅速な交換が含まれます。.
メンテナンスのベストプラクティス:
- 定期検査:定期的に検査を実施することで、故障につながる前に摩耗を特定できます。
- コンポーネントの交換:摩耗または損傷したコンポーネントを適時に交換することで、故障を防止します。
これらのメンテナンス方法を遵守することで、メーカーはコア プリング システムを効率的に運用し、コストのかかる生産中断を最小限に抑え、部品の一貫した品質を確保することができます。.
これらの考慮事項を理解することは重要ですが、さまざまな生産規模で使用される多様なコア引き抜き方法6、運用効率をさらに高めることができます。
スライダーとガイドピラーによりコア抜きのズレを防止します。.真実
スライダーとガイド ピラーが位置合わせを維持し、位置ずれの問題を防止します。.
コア引き機構の定期的なメンテナンスは不要です。.間違い
定期的なメンテナンスにより故障を防ぎ、効率的な運用を確保します。.
結論
コアリング技術を活用することで、射出成形の効率を大幅に向上させることができます。無駄を削減し、スムーズな脱型を実現することで、生産品質と生産性の両方を向上させることができます。.
-
射出成形プロセスとその構成要素の基礎を理解します。射出成形とは何か、射出成形機の外観、射出成形の仕組みなどについて説明します。 ↩
-
コア引き機構の詳細な動作原理をご覧ください。:射出成形用サイドコア引き機構を15種類ご紹介します。4種類… ↩
-
油圧システムが射出成形の精度をどのように向上させるかを学びます。: 基本的な操作は、支持プラテンに取り付けられた金型の 2 つの半分を、油圧シリンダーを使用して高圧で締め付けるというものです。. ↩
-
射出成形の基礎について基礎的な知識を身に付けましょう。射出成形とは何か、射出成形機はどのようなものか、射出成形の仕組みなどについて説明します。 ↩
-
コア引き技術の詳細な説明をご覧ください。:射出成形用サイドコア引き機構を15種類ご紹介します。4種類… ↩
-
生産効率を最適化するための様々なコア引き方法を学びましょう。:射出成形金型用のサイドコア引き機構を15種類ご紹介します。4種類… ↩






