強力な PVC パイプや医療用チューブがどのように作られているか考えたことがありますか?
PVC射出成形は、ポリ塩化ビニル(PVC)を加熱して溶融させ、金型に注入して所望の形状を成形するプロセスです。このプロセスは精密であり、建設や医療など、様々な産業で使用される均一な部品の大量生産を可能にします。.
しかし、その裏にはもっと多くのことが隠されています。素材の選定から温度管理まで、様々な工程がどのように密接に連携して高品質なPVC製品を生み出しているかを、さらに深く掘り下げてみましょう。.
PVC は 200°C を超える温度で分解します。.真実
PVC は 200°C を超える温度で分解し始め、有害なガスを放出します。.
PVC 射出成形プロセスにおける重要な段階は何ですか?
PVC 射出成形は、強度と柔軟性に優れたプラスチック製品を成形する上で重要な方法です。.
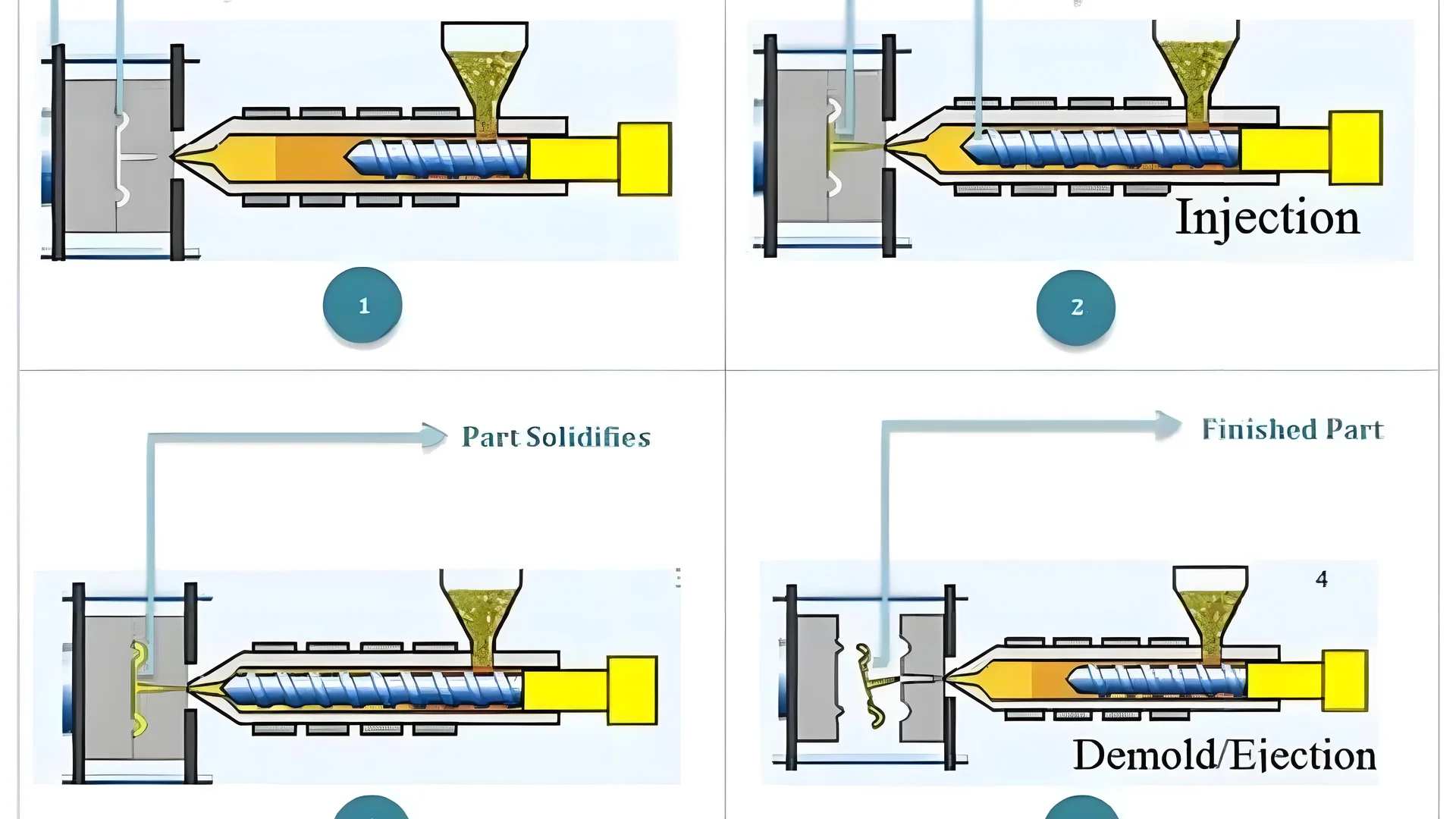
PVC射出成形における主要な工程は、材料の準備、溶融、射出、冷却、そして取り出しです。高品質な部品を製造するには、各工程を精密に制御する必要があります。.
材料の準備
PVC射出成形では、適切なPVC材料1の非常に重要です。用途に応じて、硬質PVC( UPVC )、塩素化PVC( CPVC )、または軟質PVCから選択できます。材料は乾燥した環境に保管し、60~80℃で2~4時間乾燥させて水分含有量を0.1%未満に下げる必要があります。
溶解と注入
加工前にPVC粉末を予熱することで可塑性を高め、気泡の発生を防ぎます。溶融工程では、PVCを160~190℃に加熱します。PVCは加工温度範囲が狭く、200℃を超えると分解する傾向があるため、温度を厳密に管理することが不可欠です。.
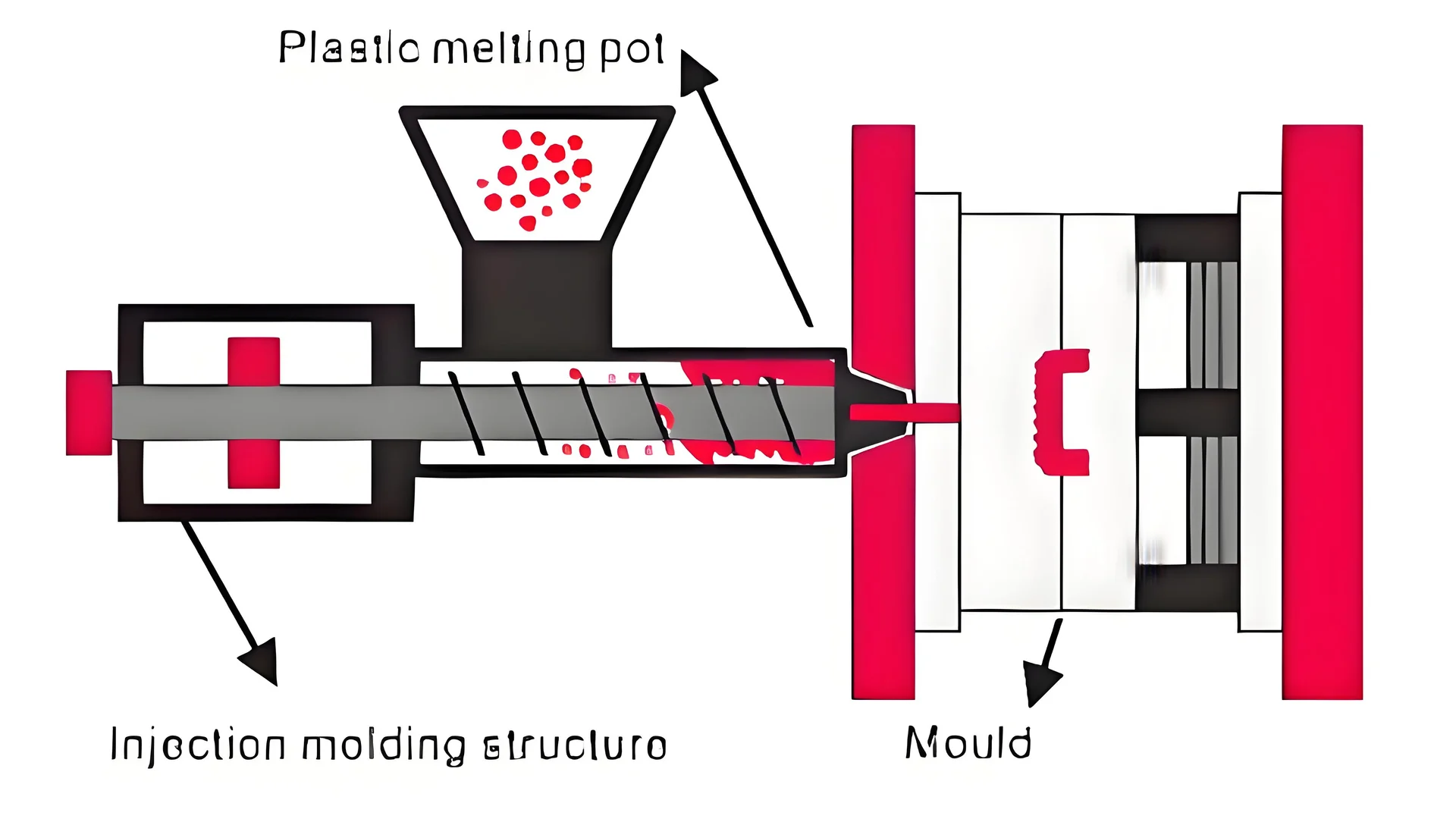
大口径ノズルを備えたスクリュー式射出成形機を使用することで、滞留材料を最小限に抑えることができます。分解したPVCによる腐食を防ぐため、ステンレス製のスクリューが推奨されます。.
冷却
冷却は製品の品質と外観を確保する上で極めて重要な段階です。金型は効率的に冷却され、30~60℃の温度を維持する必要があります。金型の設計では、適切な流動と冷却を促進するために、大きな入口を設ける必要があります。.
排出
金型内でPVCが固化すると、部品が取り出されます。製品の損傷を防ぐため、金型設計には細心の注意が必要です。ステンレス鋼などの耐久性の高い材料を使用することで、この段階での摩耗を軽減できます。.
PVC射出成形プロセス2の各段階は綿密に管理する必要があります。最適な温度管理、適切な材料の選択、そして精密な金型設計は、高品質なPVC製品を生産するために不可欠です。
PVC を射出成形するには 200°C 以上に加熱する必要があります。.間違い
PVCは200℃を超えると分解するため、160〜190℃に加熱されます。.
冷却段階は PVC 製品の外観に影響を与えます。.真実
適切な冷却により、製品の品質と外観が維持されます。.
材料特性は PVC 射出成形にどのような影響を与えますか?
材料特性は、PVC 射出成形の成功と標準に大きく影響します。.
PVC射出成形においては、熱安定性、耐腐食性、機械的強度といった材料特性が非常に重要です。これらの特性は、金型の選択、温度設定、そして最終製品の全体的な耐久性に影響を与えます。これらの要因を理解することは、生産を最適化し、高品質な結果を得るために不可欠です。.

PVCの種類を理解する
ポリ塩化ビニル(PVC)は、硬質PVC( UPVC )、塩素化PVC( CPVC )、軟質PVCの3つの主要な種類に分けられます。それぞれに特有の特性があり、用途も異なります。例えば、硬質PVCは強度に優れているため、建築業界で好まれています。軟質PVCは曲げやすいため、配管などに適しています。
射出成形における重要な材料特性
熱安定性
PVC射出成形において重要なのは、熱への耐性です。PVCは高温で分解し、塩化水素などの金属に有害なガスを放出します。温度を160~190℃に保つことが重要です。機械部品にステンレス鋼を使用することで、これらのガスによる損傷を防ぐことができます。.
耐腐食性
PVCは薬品や水のある場所でも腐食しにくい素材です。射出成形においては、PVCの有害な副産物に耐える金型の使用が不可欠です。金型の寿命を延ばすには、ステンレス鋼やS136などの材料に焼入れを施すのが効果的です。.
| 財産 | 説明 |
|---|---|
| 熱安定性 | 190℃以上で分解し、有害なガスを放出します。. |
| 耐腐食性 | 化学薬品に対して耐性がありますが、強力な金型材料が必要です。. |
強度と設計要因
PVCの強度は、その構造と添加物質によって決まります。充填剤や軟化剤は強度と柔軟性を変化させ、成形プロセスにも影響を与えます。充填剤を多くすると強度は低下しますが、柔軟性は向上します。これらの添加物のバランスをとることが、強固な構造を維持する鍵となります。.
金型設計と材料設定
PVC射出成形を成功させるには、適切な金型の選択と材料の準備が不可欠です。PVC粉末を事前に温めておくことで、成形性が向上し、気泡の発生を抑え、滑らかな仕上がりを実現します。また、金型は30~60℃で十分に冷却することで、製品の精度と外観を良好に保つことができます。.
現実世界への影響
これらの特性が成形にどのような影響を与えるかを理解することで、生産者は工場の改善に役立ちます。適切な材料を選び、状況を綿密に監視することで、企業は業界のルールに準拠した最高品質のPVC製品を製造しています。.
つまり、材料特性が PVC 射出成形にどのような影響を与えるかを把握することは、建築、電気、医療などの分野で信頼性が高く長持ちする製品を作るために重要です。.
PVC 射出成形では熱安定性が非常に重要です。.真実
PVC は高熱で分解し、成形効率が低下します。.
軟質 PVC は主に建設用途に使用されます。.間違い
耐久性があるため、建築用途では、軟質 PVC ではなく硬質 PVC が使用されています。.
PVC 射出成形における一般的な課題は何ですか?
PVC射出成形には特別な難しさがあり、材料とプロセス要因の正確な管理が求められます。.
PVC射出成形における一般的な課題には、材料の分解、金型の腐食、そして精密な温度管理などがあります。PVCの加工温度範囲は狭いため、劣化を防ぐには厳格な温度管理が必要です。金型材料は、PVCの酸性分解生成物による腐食に耐えると同時に、摩耗に耐える十分な硬度を維持する必要があります。.
材料の内訳
PVC射出成形における大きな問題3は、材料の分解です。PVCは140℃という低温でも分解が始まり、塩化水素ガスが発生します。このガスは機械や金型に損傷を与える可能性があります。これを防ぐには、射出成形中の材料温度を160~190℃に保つ必要があります。
予防策:
- PVCパウダーを温めて水分を取り除き、プラスチックの効果を高めます。.
- 腐食を抑えるにはステンレス製のネジを選択してください。.
- 大きなノズルを備えたスクリュー式射出成形機を使用して、デッドスペースと固着した材料をカットします。.
金型の損傷と摩耗
PVCの分解生成物は酸性であり、金型に悪影響を与える可能性があります。腐食を防ぐため、金型にはステンレス鋼などの材料を使用するか、窒化処理を施す必要があります。.
素材のヒント:
- 500,000 サイクルを超える場合は、硬度 48 ~ 52 HRC に処理された S136 鋼を選択してください。.
- 摩耗に耐えるためには、金型材料は HRC30 よりも硬くなければなりません。.
熱管理
熱はPVC成形品の品質に重要な役割を果たします。狭い範囲での加工温度では、気泡や表面仕上げ不良といった問題を防ぐため、厳密な温度管理が求められます。.
温度ルール:
- 金型温度を30~60℃に保ちます。.
- 分解を防ぎ、良好な流動性を得るために、材料の温度を 160 ~ 190°C の範囲内に制御します。.
プロセス改善
高品質を達成するには、様々な材料特性が成形プロセスにどのような影響を与えるかを理解することが不可欠です。例えば、可塑剤を添加すると柔軟性は向上しますが、強度は低下します。用途に応じて、これらの特性の適切なバランスを見つけてください。
| 材質の比較: | 財産 | PVC | ポリエチレン |
|---|---|---|---|
| 耐腐食強度 | 高い | 適度 | 低い |
| 耐熱性 | 適度 | 高い | 高い |
| 曲げやすさ | 低い | 高い | 適度 |
これらの問題点を把握し、適切な解決策を講じることで、PVC射出成形の効率と品質は飛躍的に向上します。金型設計の微調整、適切な材料の選定、そして熱管理を的ことで、問題を解決し、生産結果を向上させる方法を検討しましょう。
PVC は射出成形中に 140°C で分解します。.真実
PVC は 140°C 程度の低温でも分解し始め、塩化水素ガスを放出します。.
PVC成形にはステンレス金型は不要です。.間違い
ステンレス鋼は、PVC の酸性分解副産物による損傷に耐えると言われています。.
温度管理は製品の品質にどのような影響を与えますか?
PVC射出成形において温度管理は極めて重要です。製品の品質と均一性に直接影響を及ぼします。.
適切な温度管理は、PVC射出成形における最適な材料特性を確保し、欠陥を低減します。正確な温度管理は、分解、反り、製品寸法のばらつきなどの問題を防ぎ、完成品の耐久性と信頼性を確保します。.

PVC成形において温度が重要な理由
PVC射出成形では、高品質な製品を得るために温度が重要です。PVCは熱可塑性プラスチックであるため、成形に適した柔らかさにするために注意深く加熱する必要があります。しかし、加熱しすぎるとPVCが分解し、HClなどの有害ガスが発生し、金型と製品に悪影響を与える可能性があります。.
最適な結果を得るには、通常、材料温度は160~190℃、金型温度は30~60℃に保つ必要があります6。これらの温度を超えると、製品の強度と外観が損なわれる可能性があります。
気温の変化とその影響
温度変化は成形に問題を引き起こします。低すぎるとPVCがうまく溶けず、金型への充填が不十分になる可能性があります。高すぎるとPVCは急速に分解し、強度と外観が損なわれます。.
また、温度が高くなると、PVC が金型に付着して生産が中断され、金型の清掃や修理によるメンテナンス コストが増加するリスクもあります。.
温度をうまくコントロールする方法
- 予熱: PVC パウダーを予熱すると湿気が除去され、気泡や製品の違いを防ぐことができます。
- 一貫したチェック:最新のチェック ツールを使用して材料と金型の温度を監視し、安定した生産を実現します。
- 素材のお手入れ: PVCは正しく保管・乾燥させてください。60~80℃で2~4時間乾燥させ、水分を0.1%未満に保ちます。
- 金型計画:金型に冷却経路を追加して温度分布を均一にし、反りや曲がりを防止します。
良好な温度制御の利点
適切な温度管理により、生産者は次のメリットを得られます。
- より強く、より長持ちする PVC 製品。.
- 反りや気泡の発生リスクが低くなります。.
- 見た目が向上し、生産時の均一性が向上します。.
- 生産サイクルの高速化と効率性の向上。.
温度管理を適切に行うことは、欠陥を防ぐだけでなく、PVC製品の性能と耐久性にも影響します。正確な温度管理に重点を置くメーカーは、業界のニーズと顧客の期待の両方を満たす、より優れた製品を生み出します。.
適切な温度は PVC の分解を防ぎます。.真実
適切な温度を保つことで、PVC の分解につながる過度の熱を防ぎます。.
金型温度を高くすると製品の欠陥が減ります。.間違い
金型温度が高いと、反りなどの問題が軽減されるどころか、むしろ発生する可能性があります。.
結論
PVC射出成形を学ぶことで、生産速度と製品の質が向上します。材料の選択と温度制御を探求し、あなたの分野で新しいアイデアを生み出しましょう。.
-
様々な用途に適した様々なPVCの種類について学びましょう。PVCにはUPVC、PVC、PVC-O、PVC-Cの4種類があります。これらの種類にはそれぞれ長所と短所があるため、それぞれの特性を理解することが重要です。 ↩
-
PVC射出成形プロセスの各段階を理解しましょう。PVC樹脂はペレットまたは粉末から始まります。ペレットはその後、溶融されて成形可能な状態になります。PVCの最適な成形温度は通常345°Cです。 ↩
-
射出成形中のPVCの分解を防ぐための効果的な戦略を探る。: このレビューでは、熱分解、触媒脱塩素化、水熱処理など、PVCのさまざまな化学的リサイクル方法をまとめました。 ↩
-
PVCの様々な特性が射出成形プロセスに及ぼす影響について学びましょう。:軟質PVCは、経年劣化により材料特性が大幅に低下する可能性があります。硬質PVCは紫外線(UV)耐性が低く… ↩
-
品質結果を得るための正確な温度管理の重要性を理解します。: プラスチックから射出成形部品を製造する場合、金型温度は部品の品質とサイクル タイムに決定的な影響を及ぼします。. ↩
-
効率的なPVC成形のための最適な温度設定を学びましょう。: 金型温度:金型の適切な温度範囲は70°F(約22℃)から130°F(約60℃)です。金型温度の重要性は、成形品の成形に大きく影響します。 ↩