ポリプロピレン製品がどのように作られるのか、興味を持ったことはありませんか?本当に興味があります!
PP射出成形プロセスでは、ポリプロピレンペレットを加熱されたバレルに投入し、溶融させて金型キャビティに射出します。材料は冷却・固化し、所定の形状に成形された後、射出成形されます。このプロセスは、複雑な部品の製造においてその効率性と汎用性が高く評価されています。.
この短い概要では、基本的な部分のみを取り上げています。PP射出成形を学ぶには、材料特性、金型形状、加工条件といった興味深い詳細を探求する必要があります。それぞれの部分をじっくりと探求し、射出成形の実践方法を向上させる方法を見つけてください。.
PP射出成形ではポリプロピレンペレットを使用します。.真実
ポリプロピレンペレットは通常、溶解されてから金型に注入されます。.
PP 射出成形の段階は何ですか?
現在の生産において重要な方法であるポリプロピレン射出成形の詳細について学びます。.
PP射出成形は、材料の準備、溶融、射出、冷却、そして取り出しという複数の段階から構成されます。適切な材料の選択から効率的な金型の設計まで、各段階は最終製品の品質と精度を確保するために非常に重要です。.

材料の準備:プロセスの開始
最初のステップ1は、材料の準備です。まず、製品のニーズに基づいて適切なポリプロピレン樹脂を選択します。選択した樹脂は、不要な物質が含まれていない、清潔なものでなければなりません。また、成形中の水分の問題を回避するために、適切に乾燥させる必要があります。通常、PP樹脂は80~100℃の温度で2~4時間乾燥させ、水分量を0.05%未満に保つ必要があります。
溶解:適切な厚さに到達する
準備された樹脂は、射出成形機の加熱バレルに投入されます。ここで、160~250℃の温度で樹脂が溶融されます。適切な溶融温度は、樹脂の流動性を維持し、製品の強度を低下させる可能性のある分解を防ぐために不可欠です。.
注入:形状の充填
50~120MPa 2の高圧下で、特別に設計された金型キャビティに注入されます。フローマークや溶融ラインなどの欠陥を生じさせることなく、樹脂が完全に充填されるように、速度と圧力を慎重に制御する必要があります。
冷却:製品の硬化
射出成形後、材料は金型内で冷却され硬化します。これは製品の最終的な形状とサイズを決定する重要な段階です。金型内に水路を備えた優れた冷却システムにより、均一な温度分布が確保され、収縮や曲がりが軽減されます。.
排出:製品の取り出し
最後のステップでは、冷却された製品3を金型から取り出します。損傷を防ぐため、慎重に作業する必要があります。製品の形状に応じて、エジェクタピンやエジェクタプレートなど、異なるタイプのエジェクタが使用されます。
PP射出成形では、各工程が重要な役割を果たします。各工程の細部に細心の注意を払うことで、高品質な製品が生まれます。P20鋼や718鋼などの強度の高い金型材料を選択し、圧力や速度などの射出設定を調整することは、外観と機能の両方に影響を与える重要な選択です。.
PP樹脂は80〜100℃で2〜4時間乾燥する必要があります。.真実
樹脂を乾燥させることで湿気の問題を防ぎ、高品質な成形をサポートします。.
PP 成形における射出圧力は常に 50 MPa 未満です。.間違い
PP 成形の場合、射出力は通常 50 ~ 120 MPa の範囲です。.
材料特性は成形プロセスにどのように影響しますか?
材料特性を把握することは、成形結果を成功させる上で非常に重要です。.
材料特性は、流動性、耐熱性、最終製品の品質に影響を与えることで、成形プロセスに大きな影響を与えます。重要な特性としては、熱安定性、粘度、機械的強度などが挙げられ、これらは成形サイクルの効率と成形部品の構造的完全性を決定づけます。.
熱安定性の重要性
成形工程4では、熱安定性が非常に重要です。これは、材料が高温になったときにどのように挙動するかに影響します。例えば、ポリプロピレン(PP)は160~170℃で溶け始めます。この特性により、PPは様々な用途に適しています。高い耐熱性により、車内や電気部品などの高温の場所でも強度を保ちます。
熱安定性に欠ける材料は、成形時に分解したり燃えたりする可能性があります。その結果、変色や脆い部分などの問題が発生する可能性があります。そのため、品質と長寿命を確保するには、十分な耐熱性を備えた材料を選ぶことが重要です。.
厚さが流れに与える影響
厚みや粘度は、材料が金型に滑り込む際の滑りやすさに影響します。PPは流動性が高く、複雑な金型形状にも無理なく充填できます。しかし、材料が厚すぎると、金型の小さな部分まで充填できず、不完全な製品になってしまう可能性があります。.
一方、非常に薄い材料は、余分な材料が混入したり、収縮が大きすぎたりするなどの問題を引き起こす可能性があります。そのため、添加剤で厚みを調整したり、他のプラスチックと混合したりすることで、流動性を向上させることができます。.
強度とアイテムの耐久性
材料の強度、つまりどれだけ伸びたり曲がったりできるかは、最終製品の使用において重要です。例えば、PPの引張強度は20~30MPa、曲げ強度は25~40MPaです。これらの強度は、消費財や自動車部品などの耐久性の高い製品を製造するのに十分な強度を与えます。.
さらに、PPはポリスチレンなどの他のプラスチックよりも耐衝撃性に優れています。そのため、PPは高い強度と低い脆さが求められる用途に最適です。また、無毒性であるため、食品包装にも安全に使用できます。.
耐薬品性と使用
PPは酸、塩基、溶剤などの化学物質に耐性があります。そのため、食品包装や家電製品などの分野での用途が広がっています。この特性により、使用中や洗浄中に様々な化学物質に触れても、製品の安全性と強度が維持されます。.
製品が頻繁に過酷な物質に接触する業界では、化学物質に対する耐性に基づいて材料を選択することが非常に重要です。.
材料特性に関する最終的な考察
それぞれの材料特性は、成形プロセスの成功に特別な形で貢献します。熱安定性、厚さ、強度、耐薬品性といったこれらの特性を把握し、調整することで、メーカーは様々な用途における品質と有用性を向上させることができるでしょう。.
ポリプロピレンの融点は160~170℃です。.真実
ポリプロピレンは高温で溶けるため、高熱に耐えることができます。.
高粘度の材料は金型キャビティに容易に流入します。.間違い
液体が濃いと動きにくくなるため、型の細部まで充填することが難しくなります。.
金型設計は製品の品質にどのような役割を果たすのでしょうか?
金型設計が製品の品質にどのような影響を与えるのか興味がありますか? 調べてみましょう。
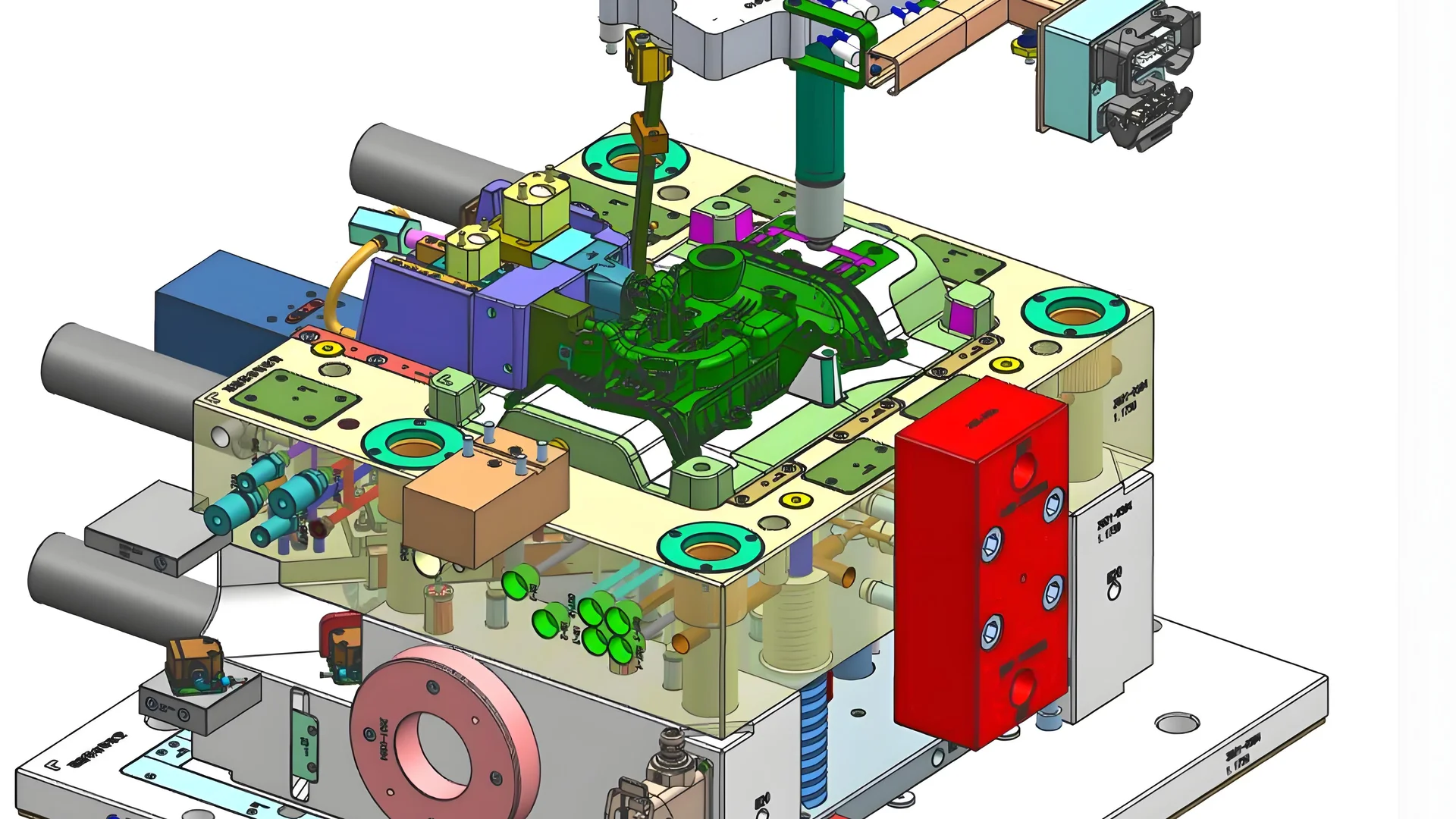
金型設計は、射出成形製品の品質を決定づける上で極めて重要です。寸法精度、表面仕上げ、構造の完全性といった側面に影響を与えます。適切な金型設計は、効率的な冷却、スムーズな取り出し、そして欠陥の最小化を実現し、最終製品の信頼性と美観に直接影響を及ぼします。.
金型材料の選択の重要性
射出成形プロセスにおける高圧・高温に耐えるには、適切な金型材料の選択が不可欠です。P20鋼や718鋼などの材料は、硬度、強度、耐摩耗性に優れているため人気があります。例えば、 P20鋼5は優れた加工性能と低コストを兼ね備えているため、一般的なPP射出成形に最適です。
冷却システム設計
金型温度を均一に保つには、優れた冷却システムが必要です。これは製品品質の安定化に不可欠です。一般的には、金型内に水冷用の流路を設け、水冷を行います。これらの流路の幅は8~12mm程度で、製品の肉厚と形状に応じて間隔は20~50mm程度です。.
冷却システムの設計6 では、均一な水の流れを保証し、冷却効果を最適化してサイクル時間を短縮するために、入口と出口が対称的に配置されていなければなりません。
パーティング面とリリース機構
パーティングラインは、製品の外観や機能を損なわない位置に配置する必要があります。製品の形状や構造に合わせて、損傷や曲がりを生じさせることなく容易に取り外せるよう、パーティングラインの取り外し機構を設計する必要があります。.
一般的な用途にはエジェクタピン、均一な力の分散が必要な大型製品にはプッシュプレートエジェクタなど、ニーズに応じてさまざまなエジェクタ設計7
接着剤供給システム
接着剤の供給方法の選択は製品の品質に影響します。充填速度は速いものの接着痕が目立ちやすい直接接着、または目立ちにくい大型製品向けのサイドゲート接着など、様々な選択肢があります。スポットゲート接着は、高品質な表面仕上げが必要な製品に最適です。.
製品設計への影響
均一な肉厚は、不均一な収縮や内部応力による反りなどの問題を防ぐために不可欠です。複雑な形状の製品では、肉厚を緩やかに変化させることで応力集中を軽減できます。用途にもよりますが、通常は1~3mmの厚さが推奨されます。.
製品の外観と機能の向上
優れた金型設計は、最終製品の見た目だけでなく機能も向上させます。冷却システムとゲートシステムを適切に設計することで、より優れた表面仕上げと構造強度を実現し、製品が常に最高品質基準を満たすことを保証します。.
全体的に、慎重な金型設計は、射出成形製品の見た目の魅力と機能性の両方を改善し、顧客の満足を確保して競争力を維持する上で重要です。.
金型の設計は製品の表面仕上げに影響します。.真実
金型を丁寧に作成することで欠陥を減らし、滑らかな表面を実現します。.
均一な壁厚により製品の反りを防止します。.真実
均一な壁の厚さにより、張力や収縮の問題が軽減されます。.
射出成形パラメータを最適化するにはどうすればよいでしょうか?
より良い結果を得るために射出成形技術を向上させたいですか?その方法をご紹介します。
射出成形パラメータを最適化するには、射出圧力、速度、スクリュー回転数の調整に重点を置きます。各パラメータは、製品のサイズ、形状、材料特性に基づいて微調整することで、欠陥を最小限に抑え、品質を向上させることができます。.

主要なパラメータを理解する
射出成形パラメータは、製品の品質と生産性を決定づける上で非常に重要です。重要なパラメータには、射出圧力、速度、スクリュー回転数などがあります。.
-
射出圧力:通常は50~120MPaです。薄い製品では適切な充填のために高い圧力が必要になる場合が多く、厚い製品では内部の応力を避けるために低い圧力で済む場合があります。
-
射出速度:通常は50~150mm/秒です。製品の複雑さや必要な外観に応じて調整してください。速度が速いほど複雑な金型への充填効率は向上しますが、速度が遅いほど高品質な表面が得られます。
-
スクリュー速度:通常30~100rpm。速度を上げると生産率は上がりますが、過熱して材料に悪影響を与える可能性があります。
一般的な欠陥の修正
射出成形では、充填不良、収縮痕、フローマークなどの欠陥が発生する可能性があります。これらの欠陥に対する解決策は以下のとおりです。
| 欠陥 | 原因 | 解決 |
|---|---|---|
| 不完全な充填 | 低圧または低速 | 圧力と速度を上げ、金型温度を変える |
| 収縮マーク | 縮小しすぎ | 保持時間を長くする、冷却時間を長くする |
| フローマーク | 速度が速すぎる | 速度を落とし、金型温度を上げる |
さまざまな製品のパラメータ調整
製品の設計8もパラメータ設定に影響します。例えば、壁が平らな製品と、壁が不均一な製品では必要なパラメータが異なります。
ポリプロピレン (PP) の優れた耐薬品性や低価格といった利点を活かすことで、おそらく手頃なソリューション9 。
効率と品質のバランス
これらのパラメータを適切に設定することで、品質が向上するだけでなく、生産効率も向上します。定期的なチェックと調整により、無駄が減り、コストも削減されます。.
射出成形パラメータの詳細を理解することで、作成者はスピードと詳細のバランスをとることができ、非常に優れた製品品質を実現できます。.
射出圧力を高くすると、厚い壁の内部応力が防止されます。.間違い
圧力が増加すると、厚肉のアイテムでは内部張力が生じる可能性があります。.
スクリュー速度が速いと、射出成形における樹脂の品質が低下する可能性があります。.真実
スクリューを急激に回転させると高温になり、樹脂が損傷する可能性があります。.
結論
PP射出成形の詳細を理解することで、効率と品質を向上させます。これらのアイデアは、設計とプロセス調整を改善します。.
-
高品質な生産のために PP 樹脂の準備を最適化するための洞察を得ます。: 1) 適切な成形装置があることを確認します。2) 特定のポリプロピレン樹脂を使用している場合にのみ、事前乾燥を検討します。3) 溶融乾燥機を使用します。 ↩
-
射出成形プロセスを強化する高度なテクニックを探ります。: このブログでは、エンジニアリングプラスチック PP の種類、特性、射出成形プロセス、機器の選択、製品モデリング、金型などについて紹介します。 ↩
-
シームレスな製品除去を実現する革新的なエジェクタ設計をご紹介します。: 射出成形の設計では、必要な排出力を減らすために、ドラフト角度を大きくし、コアの表面をより滑らかに研磨するなどの工夫がされています。 ↩
-
材料特性が成形結果と効率に及ぼす影響について学びましょう。メルトフローレート値が低い材料は、平均分子量が高い材料と相関関係にあります。分子量が高いほど、成形特性が向上します… ↩
-
PP射出成形金型に適したP20鋼の特性をご覧ください。:P20金型鋼は、中程度の強度レベルにおいて優れた靭性を備えた、汎用性の高い低合金工具鋼です。この鋼は、プラスチック成形品の成形に広く使用されています。 ↩
-
金型に最適な冷却システムの設計について学習します。: 冷却ラインの直径が、プラスチック材料の温度が周囲の鋼材に伝わる対流を克服できるほど十分に大きいことを確認します。… ↩
-
スムーズな離型のためのさまざまなエジェクタ機構をご紹介します。: 射出成形におけるエジェクタ システムの種類 · ピンとブレードのエジェクタ · エジェクタ スリーブ · バルブ エジェクタ · ストリッパ リングのエジェクタ · エアのエジェクタ · 注意事項… ↩
-
均一な壁厚が応力低減に不可欠である理由を学びましょう。適切な壁厚は、プラスチック部品の外観欠陥のリスクを軽減します。あらゆるプラスチック成形部品の壁厚は、成形品の40~60%以上である必要があります。 ↩
-
PPが様々な業界で好まれる理由をご覧ください。PP射出成形の利点:ポリプロピレンは入手しやすく、手頃な価格です。湿気、疲労、衝撃に強いです。PPには… ↩