を使ったプロジェクトを始めてみようと思ったことはありますか POM ?それはまるで、可能性に満ちた新しい世界に足を踏み入れるようなもので、射出成形の知識がきっと役に立つでしょう。
の射出成形プロセス POM の融点管理などが挙げられます POM-H(190~230℃)および POM-K(190~210℃)
の射出成形プロセスの概要を示します POM。各ステップには、特定の方法と考え方が必要です。このプロセスを熟知するには、金型設計、温度制御、材料選定に関する詳細なアイデアを深く掘り下げて検討する必要があります。
POM-H には 190 ~ 230 ℃ の融点が必要です。.真実
POM-H の融点範囲により、損傷を与えることなく適切な成形が可能になります。.
の主な特性は何ですか POM プラスチック
POM 樹脂は、様々な産業で重要な役割を果たしています。しかし、POM樹脂がこれほどまでにユニークなのはなぜでしょうか?
POM 樹脂は、高い強度、剛性、そして優れた耐薬品性を誇ります。ホモポリマー化 POM 優れた機械的特性を備え、共重合 POMは 優れた耐衝撃性と熱安定性を備えており、様々な用途に幅広く使用できます。

の機械的特性 POM プラスチック
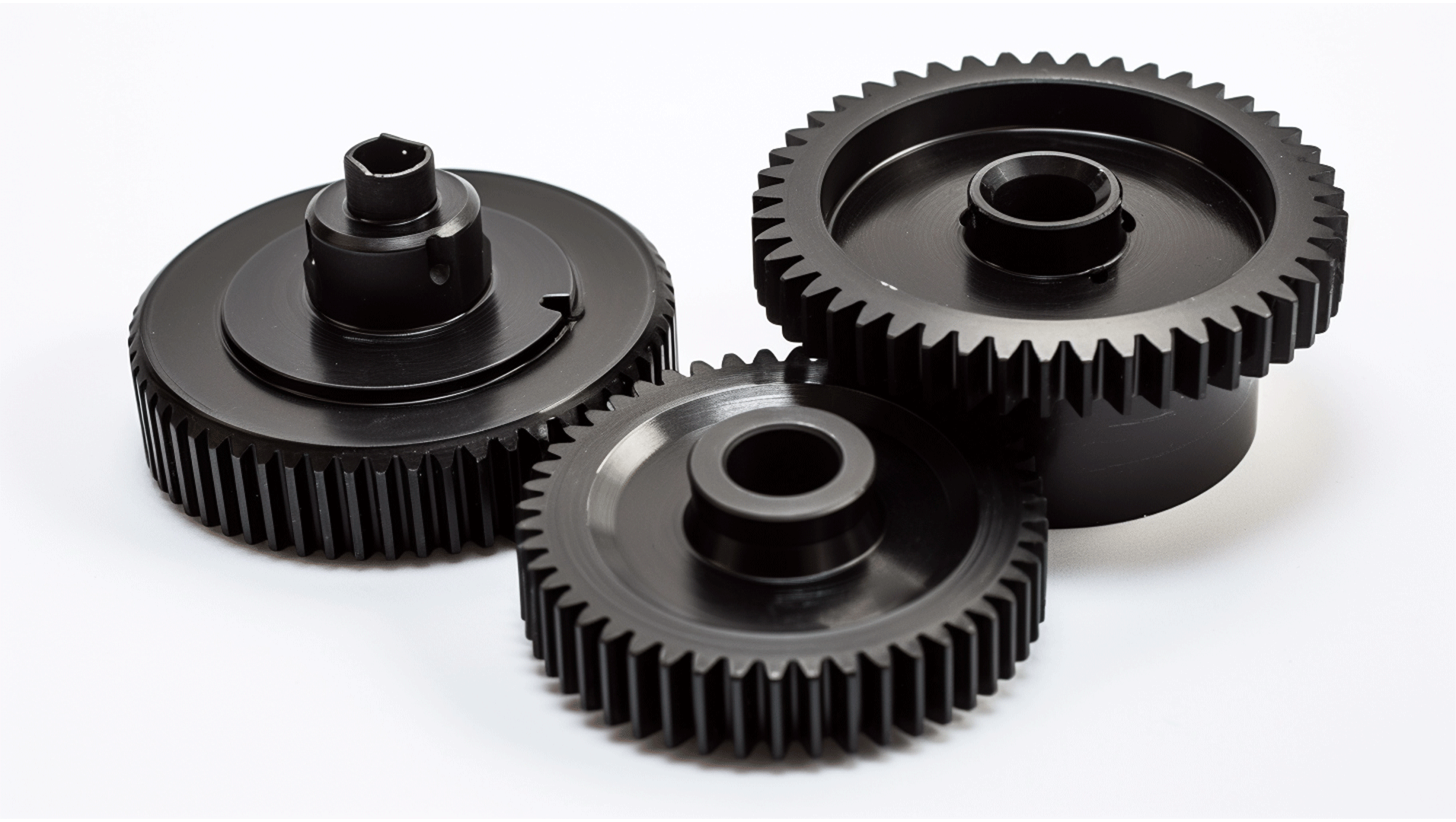
POM 樹脂は強度の高さで知られています。均一な分子構造を持つホモポリマー POMは、共重合 POM。これは、結晶性が高く、大きな荷重や圧力にも耐えられるためです。高強度のギアやベアリングの製造によく利用されています。
一方、共重合 POMは より強靭で、耐衝撃性に優れています。分子構造にはエチレンオキシドなどの他のモノマーが含まれているため、自動車内装や電気カバーなど、柔軟性と強度が求められる用途に適しています。
熱特性
の耐熱性は、 POM その2つの種類によって異なる。ホモポリマー POMは 175℃前後という高温で溶融するため、強度を損なうことなく高温環境下でも使用できる。これは、エンジン部品など、高温下で動作する部品にとって重要な特性である。
共重合 POMは熱安定性に優れ、高温下で長期間使用しても分解や変色を防ぎます。これは、自動車のエンジンルームなど、高温下でも安定した性能が求められる用途に適しています。
耐薬品性
どちらのタイプの POM 樹脂も、酸、塩基、溶剤などの化学物質に対して優れた耐性を示します。ただし、特定の環境下では挙動が異なります。例えば、ホモポリマー POMは 強アルカリ環境で劣化する可能性がありますが、共重合 POM はより良好な耐薬品性を示します。化学物質への曝露が想定される場合、適切なタイプの POM が重要です。
加工性と金型設計の考慮事項
共重合 POMは 射出成形時の流動性に優れています。これにより、複雑な金型への充填が可能になり、微細な形状や薄肉部品の成形が可能になります。また、ホモポリマー POM 成形中に大きく収縮する可能性がありますが、共重合 POMは 形状維持性に優れています。
用の金型を製作する際には POM 、硬くて耐摩耗性のある材料を選択することが重要です。P20 、 や H13 分離面と取り出し方法も考慮する必要があります。
金型温度を均一に保ち、製品品質を向上させるには、適切な冷却システム設計が不可欠です。通常8~12mm幅の水冷チャネルは、効率的な放熱と時間節約を実現することで、この目標達成に貢献します。.
業界を超えたアプリケーション
ホモポリマー化 POMは、その強靭な特性から、信頼性が求められる産業機械の歯車やベアリングなどの精密部品に最適です。一方、コポリマー化 POMは、その柔軟性と耐衝撃性から、過酷な条件下での使用が求められる消費財や自動車部品に適しています。
これらの特性を理解し、適切なタイプの POM プラスチックを選択することで、業界は生産方法を最適化し、優れた製品性能を実現できます。
ホモポリマー POM はコポリマー POM よりも強度が高くなります。.真実
ホモポリマー POM の一貫した構造により、優れた機械的強度が得られます。.
コポリマー POM は高温用途には適していません。.間違い
コポリマー POM は強力な熱安定性と耐熱性を提供します。.
ホモポリマー POM とコポリマー POM は 用途においてどのように異なりますか?
の違いを調べると、 POM 用途に最適な材料を選択するのに役立ちます。
ホモポリマー POMは高い強度と剛性を備え、精密機械部品に最適です。コポリマー POM は優れた靭性と耐衝撃性を備え、自動車の内装や電気筐体に適しています。
分子構造の理解
とコポリマーPOM(ポリオキシメチレン)の主な違いは、 POM 分子構造にあります。ホモポリマー POMは 1分子のホルムアルデヒドから形成され、規則的な分子鎖を持つため、非常に結晶性の高い構造となります。この高い結晶性により、非常に強度と剛性が高く、ギアやベアリングなどの高性能部品によく使用されます。
対照的に、コポリマー POM にはエチレンオキシドなどの他のモノマーが含まれています。この方法では鎖構造が不規則になり、結晶性が若干低下します。しかし、この違いにより柔軟性が向上し、耐衝撃性が向上し、寒冷環境でも優れた機能を発揮します。
機械的および熱的性能
機械的特性に関して言えば、ホモポリマー POMは より高い引張強度と曲げ強度を示します。これは、大きな荷重を支える必要がある用途に適しています。また、175℃に近い高い融点は、高温環境下での機械的安定性を確保し、高温環境において特に重要です。
一方、コポリマー POMは 、振動や衝撃を受ける部品に不可欠な優れた靭性と耐衝撃性を備えています。優れた熱安定性により、長期間の熱環境下でも劣化することなく性能を維持できます。この特性は、常に熱にさらされる自動車部品などの用途に役立ちます。
| 財産 | ホモポリマー POM | コポリマー POM |
|---|---|---|
| 強度と剛性 | 引張強度と曲げ強度の向上 | 優れた靭性と柔軟性 |
| 融点 | 約175℃ | 少し下 |
| 熱安定性 | 高温でも良好 | 非常に良好、色褪せしにくい |
耐薬品性と加工性
どちらの POM タイプも、酸、塩基、有機溶剤に対して優れた耐薬品性を示します。しかし、過酷なアルカリ環境においては、コポリマー POM 方がホモポリマーPOMよりも耐久性に優れています。
加工性に関して言えば、コポリマー POMは 流動性に優れているため、複雑な射出成形における金型充填が容易になります。この利点は、材料の流動性が重要となる微細部品や薄肉部品の製造に役立ちます。
| 側面 | ホモポリマー POM | コポリマー POM |
|---|---|---|
| 耐薬品性 | 全体的に良好。アルカリ性でも問題なし | アルカリ性環境で優れている |
| 加工性 | 収縮率が高いため、慎重な管理が必要 | 流動性が向上し、成形が容易になります |
アプリケーションスペクトラム
ホモポリマーPOMとコポリマー POMの 、特定のニーズに合わせて判断する必要があります。剛性と強度が求められる歯車やベアリングなどの精密部品には、ホモポリマー POM が最適です。精度が極めて重要な機械設備によく使用されます。
耐衝撃性や変化する環境条件が求められる用途には、コポリマー POMが 適しています。自動車内装や電子機器の筐体では、その堅牢性を保ちながらストレスへの耐性を発揮します。特に自動車内装部品では、その耐候性と強度が活かされます。
ホモポリマー POM はコポリマーよりも引張強度が高くなります。.真実
ホモポリマー POM は、優れた引張強度と曲げ強度で有名です。.
コポリマー POM は高温用途に適しています。.間違い
ホモポリマー POM は融点が高く、耐熱性が優れています。.
の金型設計において重要な考慮事項は何ですか POM?
を扱う際には、 POM スムーズな生産と優れた成果を達成するためにフォームの作成が依然として重要です。
の金型設計における重要な考慮事項に POM は、適切な金型材料の選択、効果的な冷却システムの確保、欠陥を防ぐための脱型プロセスの最適化などがあります。

適切な金型材料の選択
用金型を製作する際には POM、適切な材料の選択が非常に重要です。POM加工の要求に応えるには、金型に高い硬度、強度、耐摩耗性を備えた材料が必要です 、 P20や718といった窒化処理と硬化処理が施された鋼種が挙げられます。50万サイクルを超える生産には、48~52HRCに硬化処理されたH13またはS136鋼が推奨されます。
適切な冷却のための計画
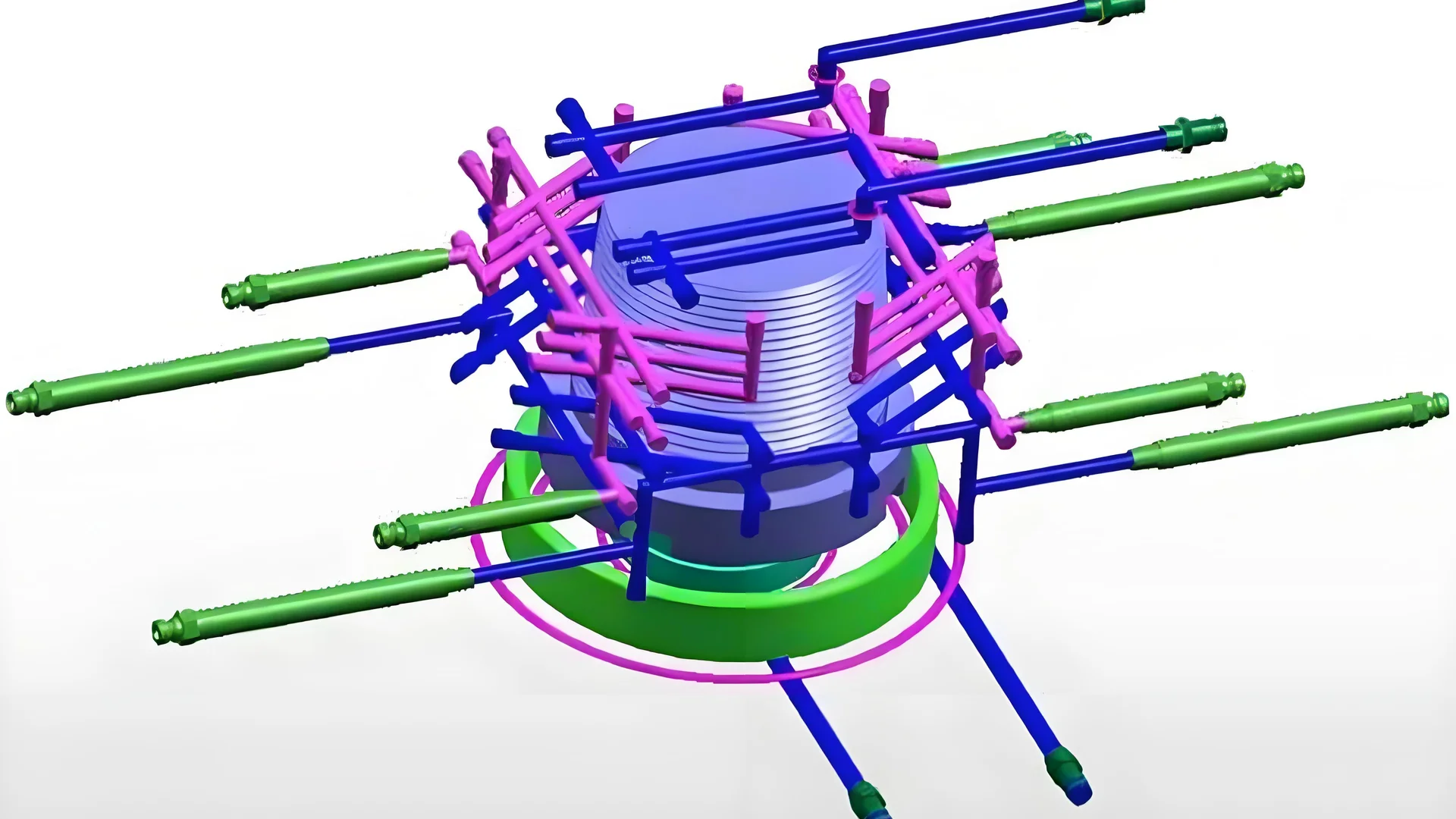
冷却システムを設計することで、金型温度を均一に保ち、製品品質を向上させることができます。通常、冷却には水を使用し、金型内に慎重に配置した冷却チャネルを使用します。これらのチャネルの直径は通常8~12mmで、製品の肉厚と形状に応じて20~50mmの間隔で配置されます。.
冷却システムでは、水の流れを均一にし、温度を適切に制御するために、入口と出口の位置を均等にする必要があります。.
脱型プロセスの改善
優れた金型設計では、型離れを容易にし、金型の曲がりを防ぐためのパーティング面と離型方法を考慮する必要があります。パーティング面は製品の外観と機能への影響を最小限に抑えるように選定する必要があり、離型方法は製品の形状に応じて力を均等に分散させる必要があります。.
融点と圧力の制御
加工に POMの は厳密な温度管理が必要です。例えば、 POMの融点 POMが必要です。背圧を低く保つこと(理想的には200バール以下)は、成形中の材料損傷を防ぐのに役立ちます。
例: ホモポリマーとコポリマー POM 金型設計
ホモポリマーPOMは通常、高い強度と剛性が求められる用途に使用され、コポリマーPOMはより優れた耐衝撃性と熱安定性が求められる用途に適しています。この違いは、冷却チャネルの選択からフィッティングの離型方法の選択に至るまで、金型設計の指針となります。.
たとえば、高性能の機械部品を設計しているのか、それともより柔軟性が必要なものなのかによって、金型材料の選択が変わる場合があります。.
の効率と品質に大きな影響を与える可能性があります POM 射出成形方法
POM では、8 ~ 12 mm の冷却チャネル直径が必要です。.真実
POM の冷却システムでは、通常、幅 8 ~ 12 mm のチャネルが使用されます。.
POM-H は POM-K よりも低い温度で溶けます。.間違い
POM-H は POM-K よりも高い融解熱 (190 ~ 230°C) を必要とします。.
における冷却システムを最適化するにはどうすればよいでしょうか POM 射出成形
において、冷却システムは極めて重要な役割を果たします POM 射出成形
における冷却システムを最適化するには POM 、製品の形状とサイズに合わせて冷却水路を設計し、金型温度が均一になるようにします。直径8~12mmの水路を20~50mm間隔で配置し、水の流れが均一になるように入口と出口を左右対称に配置します。
射出成形における冷却システムの重要性
において、優れた冷却システムは非常に重要です POM 射出成形 製品の品質に 。適切に計画された冷却システムは金型温度を均一に保ちます。これによりサイクルタイムが短縮され、成形品のサイズが安定します。
効率的な冷却チャネルの設計
の冷却設計を行う際は、製品の形状とサイズを考慮してください POM 。冷却チャネルの直径は8~12mm、チャネル間隔は壁厚と構造に応じて20~50mmとする必要があります。これにより、金型全体の温度を均一に保ち、反りや収縮などの問題を防止できます。
対称的な入口と出口の配置
入口と出口は金型内で対称に配置する必要があります。この配置により、冷却水が均一に流れ、金型の温度が均一に保たれます。温度の均一化は製品の均一性を維持し 問題、 の発生を防ぎます。
金型寿命を延ばすための材料選択
適切な金型材料の選択は、冷却効率に影響します。P20窒化鋼のような高強度材料は、耐摩耗性と長寿命性に優れているため、適しています。50万個以上の製品を生産する金型には、48~52HRCに硬化したH13やS136などの材料が適しています。これらの材料は、繰り返しの加熱と冷却に耐えます。.
温度管理における水循環の役割
水冷は、 POM その放熱性により、 POM-Hおよび POMが向上するだけでなく プロセス効率3 、製品の表面品質も向上します。
対称的な入口により、金型の温度が均一になります。.真実
対称的な入口の配置により、均一な水の流れが実現し、温度が一定に保たれます。.
最良の結果を得るには、冷却チャネルの間隔を 15 mm にする必要があります。.間違い
最適な冷却効果を得るには、チャネルの間隔を 20 ~ 50 mm にする必要があります。15 mm では十分ではありません。.
結論
の詳細な知見を習得し、 POM プロジェクトを飛躍的に向上させましょう。優れた製品品質と性能を実現するために、これらの原則をご検討ください。今すぐ始めましょう!