![]()
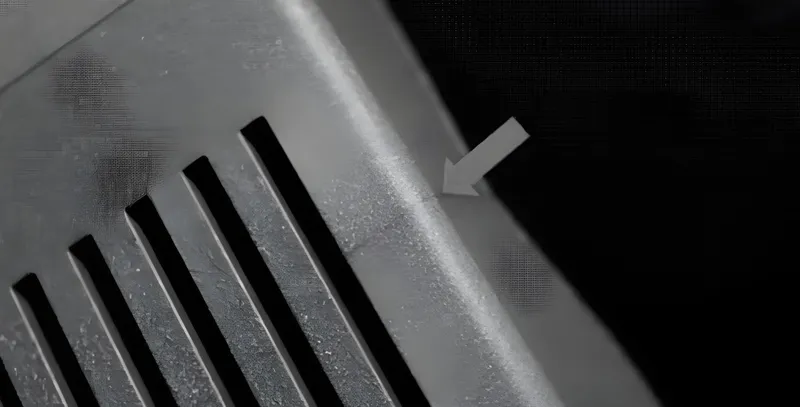
速いペースの製造の世界では、完璧が目標ですが、ニットラインのような不完全さはあなたの計画にレンチを投げることができます。溶接ラインまたはフローラインとして知られているLine 1溶融プラスチックの2つの流れが完全に結合しないで、注入型部品に表示される厄介な目に見える縫い目です。これらの線は、化粧品の欠陥だけではありません。特に、穴、複数の門、またはトリッキーな幾何学を備えた複雑なデザインで、部品を弱めることができます。良いニュース?スマートな戦略を使用すると、ニットラインを最小限に抑えたり、排除したりできます。ニットラインが何であるか、なぜそれらが起こるのか、デザインの調整、材料の選択、およびプロセス調整でそれらを寄せ付けない方法に飛び込みましょう。
ニットラインは、注入部品の強度を大幅に減らすことができます。真実
研究によると、特に重要な負荷を負担する領域では、ニットラインが引張強度を最大50%削減できることが示されています。
射出成形のニットラインとは何ですか?
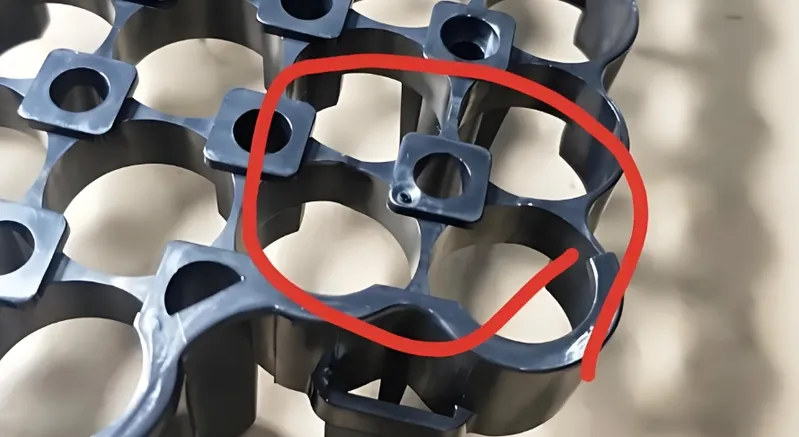
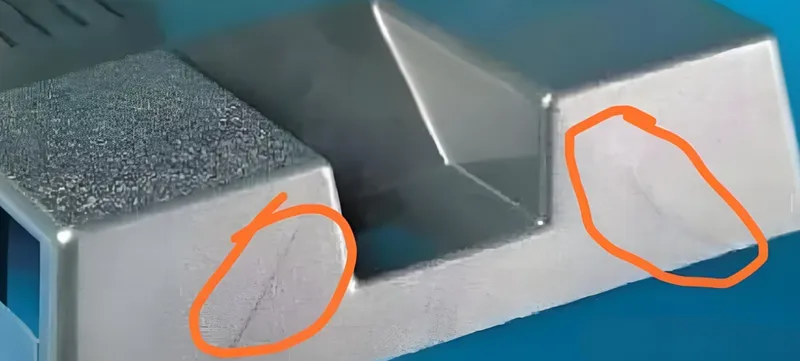
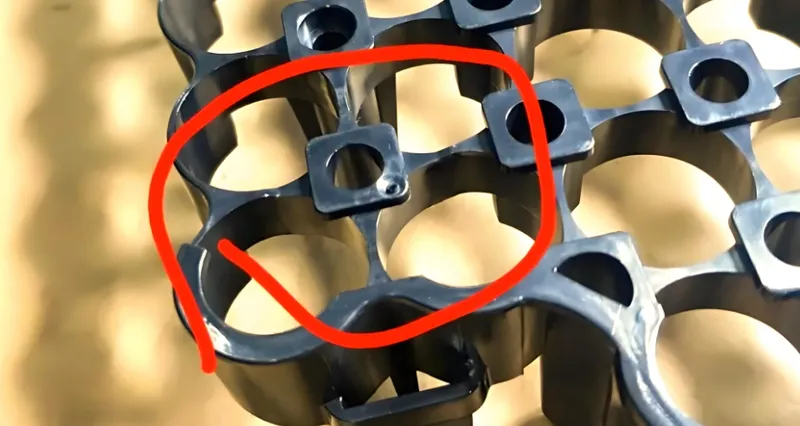
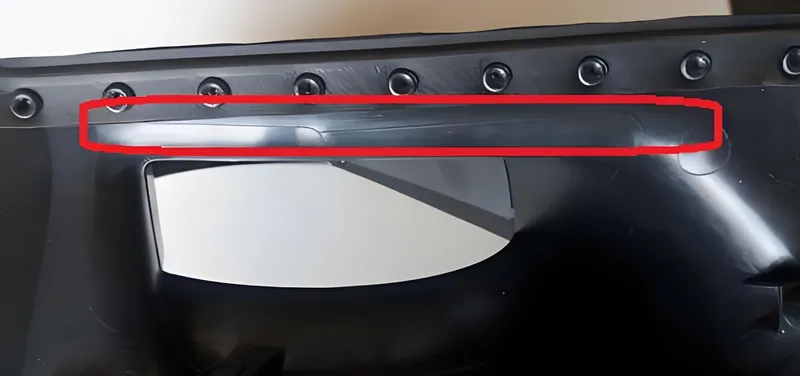
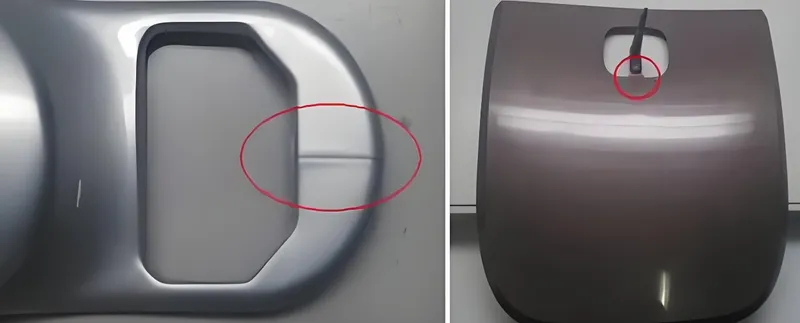
溶融プラスチックの2つ以上のフローフロントがカビの空洞に収束しますが、完全に融合できない場合、ニットラインが形成されます。これにより、部分の表面に目に見える縫い目が残り、外観と強度の両方を損なう可能性があります。多くの場合、穴、ボス、複数の門などのプラスチックの流れを分割する特徴を備えた部分で、複雑なデザインで一般的な頭痛の種を作ります。
ニットラインの原因は何ですか?
ニットラインはどこからともなく表示されるわけではありません。これが彼らのために舞台を設定するものです:
-
複数のゲート2 :金型に複数のエントリポイントがある場合、各ゲートからのプラスチックの流れが衝突し、ニットラインが作成されます。
-
カビの障害物:穴、挿入、またはコアが流れを分割し、再接続して縫い目を形成するように強制します。
-
低噴射圧または速度3 :プラスチックが速く硬くまたは硬く注入されていない場合、フローフロントはすぐに涼しくなり、適切に接着できません。
-
低カビまたは材料温度:涼しい状態により、プラスチックは融合する前に固化します。
-
材料の流れの特性が悪い:粘度が高くなっているか、冷却が速いため、一部のプラスチックは、より編みやすいものです。
| 原因 | 説明 |
|---|---|
| 複数のゲート | さまざまなゲートからの流れが出会い、ニットラインを形成します。 |
| 障害物(穴、挿入物) | 機能が流れを分割し、再変換と縫い目につながります。 |
| 低噴射圧力/速度 | 注射が遅くなったり、弱いかは早期冷却を引き起こします。 |
| 低温 | 冷たいカビや材料は早すぎます。 |
| 材料特性4 | 低い流れや速い冷却は、ニットラインのリスクを増加させます。 |
ニットラインを防ぐ方法は?
ニットラインを防ぐには、チームの努力が必要です。設計、プロセス、および材料がすべて役割を果たします。それらに取り組む方法は次のとおりです。
部品設計を最適化します
-
ゲートの配置:重要なエリアから流れを操縦するためのゲートを配置するか、目立たないスポットで縫い目が形成されます。
-
壁の厚さ:不均一な冷却による流れの破壊を避けるために、均一に保ちます。
-
機能の再配置:ニットラインが強さや外見を傷つけない領域に穴やボスをシフトします。
プロセスパラメーターを調整します
-
噴射圧力:継ぎ目でより良い融合を強制するために圧力を強化します。
-
温度制御:カビと材料の温度を上げて、冷却を遅らせ、結合を強化します。
適切な資料を選択してください
- ポリプロピレンのように、ABSよりも編み物を隠しているような、良い流れのあるプラスチックを選びます。

- 流れや融合を台無しにする添加物を避けます。
シミュレーションソフトウェアを使用します
- Moldflowなどのツールは、フローパターンを予測し、成形の開始前に設計または設定を調整できます。
高度な技術を採用します
-
ホットランナーシステム:プラスチックを熱くし、一貫して流れ続けます。
-
バルブゲート:継ぎ目の形成を最小限に抑えるためのフロータイミングを制御します。
噴射速度を上げると、ニットラインを完全に排除できます。間違い
高速は役立ちますが、特に複数のフローを持つ複雑な部分では、ニットラインを完全に一掃することはありません。
材料選択のベストプラクティスは何ですか?
あなたの物質的な選択は、ニットラインの予防を行うか壊すことができます:

-
満たされた材料:繊維(ガラスで満たされた腹筋のように)は、融合を破壊することによりニットラインを弱める可能性があります。
-
添加物:炎症剤または潤滑剤は、流れを変えることで縫い目を悪化させる可能性があります。
| 材質の種類 | ニットラインへの影響 | 例 |
|---|---|---|
| 未充填熱可塑性科学 | より強いニットライン、より良い融合 | ポリプロピレン(PP) |
| 短い繊維で満たされています | まともな結合、長い繊維よりも弱い | ガラスビーズで満たされたpp |
| 長い繊維で満たされています | 繊維の不整合による編み線が弱い | ガラス繊維で満たされた腹筋 |
| 添加物(例:FR) | ニットラインを悪化させる可能性があります | 炎の遅れ腹筋 |
ポリプロピレンは、腹筋よりも編み傾向がありません。真実
その優れた流れと冷却が遅いおかげで、ポリプロピレンは目に見えないニットラインを形成します。
プロセスパラメーターを調整してニットラインを最小限に抑える方法は?
成形プロセスを微調整すると、驚くべきことがあります:
- 材料温度:より熱いプラスチックは溶け続け、継ぎ目の強度を改善します。
| パラメータ | ニットラインへの影響 | 推奨されるアクション |
|---|---|---|
| 射出速度 | より速い速度は融合を改善します | より良い融合のために増加します |
| 射出圧力8 | より多くの圧力エイズフローフロントボンディング | オーバーパッキングを避けるために調整します |
| 金型温度 | 暖かい型は冷却を遅らせます | 融合を強化するために上げます |
| 材料温度 | より熱いプラスチックはより良い流れを吹きます | 溶け続けるために増加します |
ニットラインを避けるのに役立つ設計戦略は何ですか?
Sidestepの編み物のラインをよりスマートに設計します:
-
ゲートの最小化:ゲートが少ないほど、流れの衝突が少なくなります。
-
ゲートの配置:フローが非批判的なゾーンで出会う場所にゲートを置きます。
-
均一な壁の厚さ:流れを破壊する高速冷却薄い斑点を防ぎます。
-
滑らかな遷移:鋭い角の上の半径は、流れを安定させます。
-
機能の再配置:主要な領域から穴などのフロー分割要素を移動します。
デザインチェックリスト:
-
可能な限り少ないゲートを使用してください。
-
均一な壁の厚さを維持します。
-
鋭い角を避けるために半径を追加します。
-
ゲートの場所を最適化します。
-
フロースプリットを引き起こすシフト機能。
ニットラインを排除するための高度なテクニックはありますか?
厳しい場合には、ハイテクソリューションが輝きます:

-
シミュレーションソフトウェア 9 : Autodesk Moldflow Maps Flow Flowへの設計と設定。
-
ホットランナーシステム10 :プラスチックを熱くし、冷却関連の縫い目を減らします。

- Valve Gates 11 :シームレスな詰め物のためのフローの時間。
これらのツールはより多くの費用がかかりますが、精密な部品では報われます。
結論
ニットラインはあなたの側のとげであるかもしれませんが、それらは無敵ではありません。シャープなデザイン、精通したマテリアルピック、ダイヤルインプロセスの調整、最先端の技術をブレンドすることで、その影響を削減するか、完全に追放できます。複雑な部分のすべてのトレースを常に消去することは常に可能ではありませんが、これらのベストプラクティスはあなたを密接にして、より強く、見栄えの良い製品を監視に耐えることができます。
シミュレーションソフトウェアは、ニットラインを防ぐために不可欠です。間違い
それは素晴らしいツールですが、基本的な設計とプロセスの修正は、それなしではトリックを行うことができます。
-
ニットラインを理解することは、製造業の製品品質を改善するために重要です。このリンクを調べて、それらを最小化するための効果的な戦略を学びます。 ↩
-
複数のゲートがどのように編み物につながるかを発見し、それらを避けるために設計戦略を学びます。この知識は、製造プロセスを強化することができます。 ↩
-
ニットラインに対する噴射圧と速度の影響を調査して、射出成形プロセスを最適化し、部分品質を向上させます。 ↩
-
適切な材料を選択することは、ニットラインを防ぐための鍵です。アプリケーションに最適な材料を発見してください。 ↩
-
噴射速度の調整が融合を促進し、成形部品の欠陥を軽減する方法を学びます。このリソースは貴重なテクニックを提供します。 ↩
-
充実した材料について学ぶことは、より良い流れと融合のために適切なプラスチックを選択し、生産効率を高めるのに役立ちます。 ↩
-
カビの温度効果を探索すると、製造プロセスで融合が改善され、製品が強くなります。 ↩
-
噴射圧力を理解することで、成形技術を大幅に向上させ、製品の品質を向上させることができます。 ↩
-
シミュレーションソフトウェアが設計プロセスを強化し、製品の品質を向上させる方法を調べてください。 ↩
-
ホットランナーシステムが射出成形を最適化し、欠陥を軽減する方法を学びます。 ↩
-
金型でシームレスな詰め物を達成するためのバルブゲートの利点を発見してください。 ↩



