
射出成形1のバックボーンであり、幅広いプラスチックパーツ2を。このブログ投稿では、これらの金型がどのように機能するか、それらのアプリケーション、そしてそれらが製造業で人気のある選択肢のままである理由を探ります。
2プレートの型は、最も単純なタイプの射出型であり、2つの主要な部分で構成されています。キャビティプレートとコアプレートは、単一の分割面で区切られています。溶融プラスチックをカビの空洞に注入することにより、プラスチック部品の生産に広く使用され、冷却して固化し、その後部品を排出します。
2プレートの金型3の機能とアプリケーションを理解することは、製品設計者からエンジニアまで、製造に関与する人にとっては不可欠です。この投稿では、2プレートの金型の動作方法、その利点、制限、および他の金型タイプとどのように積み重なるかの詳細について説明します。
2プレートの型は、射出成形で最も一般的に使用される金型です。真実
それらのシンプルさと費用対効果のため、2プレートの金型は、多くの射出成形アプリケーション、特に大量のシンプルな部品の生産に最適です。
2プレートの金型は、小さな部品にのみ使用できます。間違い
それらはより小さく、よりシンプルな部品に最適ですが、2プレートの金型は、より大きなコンポーネント用に設計することもできますが、複雑な形状や多室セットアップで課題に直面する可能性があります。
2プレート型とは何ですか?
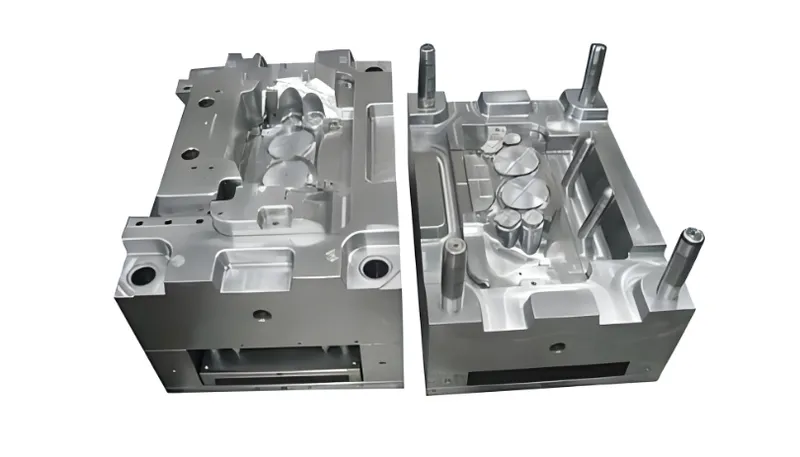
2プレートの射出金型としても知られる2プレートの金型は、射出成形で最も基本的で広く使用されているカビのタイプです。 2つの主要なプレートで構成されています。キャビティプレートとコアプレートは、単一の分離平面で分離します。金型は、溶融プラスチックを空洞に注入することによりプラスチック部品を作成するように設計されており、そこで冷却して希望の形状に固まります。

2プレートの金型は、そのシンプルさが特徴で、ランナーとゲートは別れの平面にあり、パーツとランナーシステムの両方を簡単に排出できるようになります。
| モールドタイプ | 別れ平面 | 複雑 | 料金 |
|---|---|---|---|
| 2プレート型 | 1 | 低い | 低い |
| 3プレート型 | 2 | 中くらい | 中くらい |
| ホットランナー金型 | さまざま | 高い | 高い |
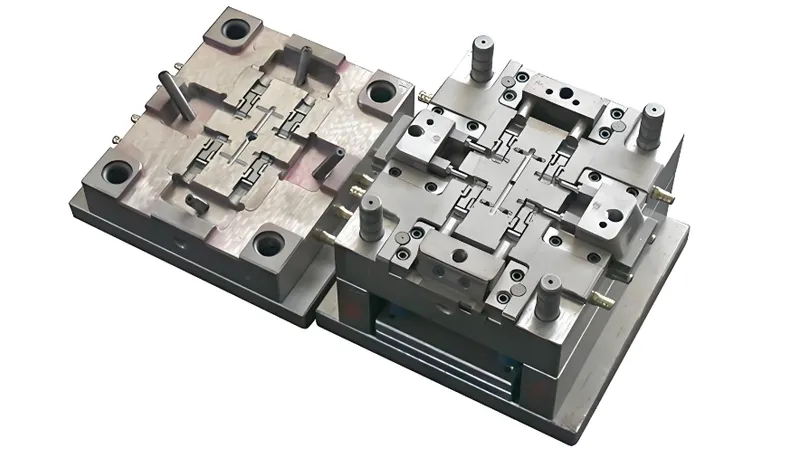
2プレート型の重要なコンポーネント
-
キャビティプレート:パーツの外側の形状を形成する空洞が含まれています。
-
コアプレート:パーツの内側の形状を形成するコアが含まれています。
-
Sprue and Runnerシステム:溶融プラスチックが空洞に注入されるチャネル。
-
排出システム:通常、固化部を型から押し出すエジェクターピン。
2プレートの金型は、単純な幾何学を備えた部品に最適であり、大量生産のために包装、消費財、自動車などの産業で一般的に使用されています。
2プレートの金型は、基本的なプラスチック部品にのみ使用されます。間違い
単純な部品には理想的ですが、2プレートの金型は、慎重な計画でより複雑な設計を処理することもできますが、非常に複雑な部品には最適な選択肢ではありません。
2プレートの金型はどのように機能しますか?
2プレートの金型の機能は簡単ですが、非常に効率的です。このプロセスには、一貫した高品質のプラスチック部品の生産を保証するいくつかの重要なステップが含まれます。
2プレートのカビは、金型を閉じ、溶融プラスチックをキャビティに注入し、プラスチックを冷却して固化し、金型を開き、ランナーシステムとともに部品を排出することにより機能します。
段階的なプロセス
-
カビの閉鎖:空洞とコアプレートは、分かれた平面で一緒になり、密閉された空洞を形成します。
-
注入:溶融プラスチックは、スプルーとランナーシステムを介して高圧下で空洞に注入されます。
-
冷却:プラスチックは型の中で冷却して固化し、空洞の形をとります。
-
カビの開口部:カビは、空洞とコアプレートを分離し、分割平面に分割されます。
-
排出:エジェクターピンは、固化部と取り付けられたランナーシステムを金型から押し出します。
| ステップ | 主要なパラメータ | 注意事項 |
|---|---|---|
| 注射 | 圧力:充填に高い | 材料とパーツサイズに依存します |
| 冷却 | 時間:10-60秒 | 部分の厚さの影響を受けます |
| 排出 | ドラフト角度:1〜2° | スムーズな部品のリリースを保証します |
このプロセスのシンプルさにより、サイクル時間が短くなり、大量生産に最適な2プレートの金型ができます。
2プレートの金型には、ランナーシステムを手動で取り外す必要があります。間違い
ほとんどの場合、ランナーシステムは部品とともに排出され、後処理で自動的に分離できますが、一部のセットアップでは手動介入が必要になる場合があります。
2プレートの金型のアプリケーションは何ですか?
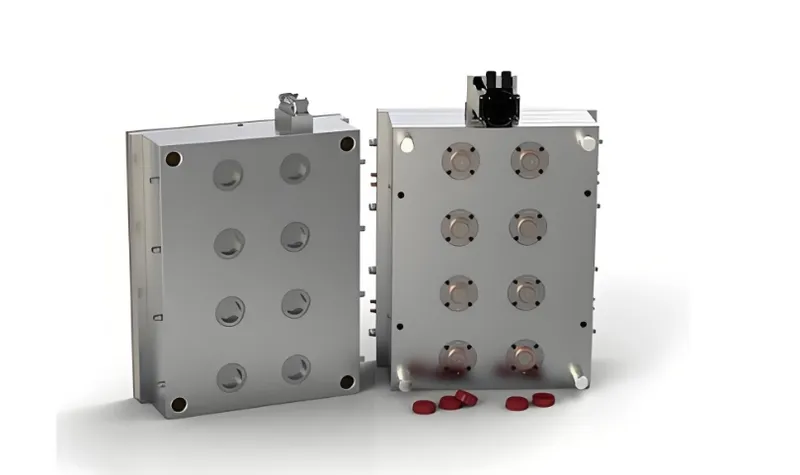
2プレートの金型は汎用性が高く、費用対効果と効率のため、さまざまな業界でアプリケーションを見つけます。
2プレートの金型は、包装、消費財、自動車産業で一般的に使用されており、ボトルキャップ、コンテナ、インテリアカーコンポーネントなどのアイテムを生産しています。

業界の例
-
パッケージ:ボトルキャップ、蓋、容器。
-
消費財:おもちゃ、家庭用品、使い捨てのカトラリー。
-
自動車:インテリアトリムピースとダッシュボードコンポーネント。
これらの金型は、ランナーシステムを簡単に管理できるフラットまたは単純なジオメトリを持つ部品に特に適しています。
複雑な部品には、2プレートの金型が不適切です。真実
一部の複雑な部品に使用できますが、2プレートの金型は、3プレートまたはホットランナーの金型が好まれる複数のゲートまたは複雑な幾何学を必要とする設計では効率が低くなります。
2プレートの金型の利点と短所は何ですか?
2プレートの金型の長所と短所を理解することは、製造業でいつ使用するかを決定するために重要です。
2プレートの金型は、シンプルさ、低コスト、サイクル時間の短縮を提供しますが、フローバランスの問題なしに複雑な幾何学を処理できないことにより制限されます。
利点
-
より速いサイクル時間5 :単一の分離プレーンにより、より速い金型の開閉が可能になります。
-
メンテナンスの容易さ:より単純な構造により、修理と調整が容易になります。
短所
- より単純な部品に限定:複数のゲートや複雑な形状を必要とする部品には理想的ではありません。
-
ランナーの廃棄物:ランナーシステムは、部品で排出され、材料廃棄物につながる必要があります。
-
フローバランスの問題:マルチキャビティカビでは、充填均一を確実に困難にする可能性があります。
| アドバンテージ | 短所 |
|---|---|
| 低コスト | 単純なジオメトリに限定されています |
| 速いサイクル時間 | ランナーの無駄 |
| メンテナンスが容易 | マルチキャビティ型のフローバランス |
2プレートの金型は、すべての射出成形プロジェクトに最も費用対効果の高いオプションです。間違い
シンプルで大量の部品には費用対効果が高くなりますが、より複雑なプロジェクトは、初期コストが高いにもかかわらず、ホットランナーの金型の精度と物質的な節約の恩恵を受ける可能性があります。
2プレートの金型は、他の金型と比較してどのように比較されますか?
2プレートの金型を、3プレートやホットランナーの金型など、他の一般的な金型タイプと比較すると、特定のアプリケーションに適した金型を選択するのに役立ちます。

2プレートの金型は、3プレートとホットランナーの金型よりもシンプルで安価ですが、複雑な部品や材料効率の柔軟性がありません。
比較表
| モールドタイプ | 別れ平面 | ランナーシステム | 最適な用途 |
|---|---|---|---|
| 2プレート型 | 1 | コールドランナー | シンプルで大量の部品 |
| 3プレート型 | 2 | コールドランナー、別々 | 複数のゲートが必要な部品 |
| ホットランナー金型 | さまざま | ランナーの無駄はありません | 複雑な高精度部品 |
-
3プレートの金型:ランナーシステムをパーツから分離する追加のプレートを備えており、より正確なゲートの配置を可能にしますが、複雑さとサイクル時間の増加を可能にします。
-
ホットランナーの金型:プラスチックの溶融を維持し、廃棄物を減らしますが、コストと複雑さを大幅に増加させることにより、ランナーシステムを完全に排除します。
ホットランナーの金型は、常に2プレートの金型よりも優れています。間違い
ホットランナーの金型は、材料の節約と精度に利点がありますが、より高価で複雑であるため、2プレートの金型はよりシンプルでコストに敏感なプロジェクトに適しています。
2プレートの金型の設計における重要な考慮事項は何ですか?
2プレートの金型を設計するには、最適なパフォーマンスと部分品質を確保するために、いくつかの要因に注意を払う必要があります。
2プレートの金型の主要な設計上の考慮事項には、パーツジオメトリ、材料選択、ゲート配置、排出機構が含まれます。
デザインチェックリスト
-
パーツジオメトリ:部品がシンプルでフラットであることを確認し、複数のゲートを必要とする複雑な機能を避けます。
-
ドラフト角度:滑らかなパーツリリースのために1〜2°のドラフト角を組み込みます。
-
排出システム:通常、エジェクターピンを使用して、効果的な排出システムを設計します。
| 考慮 | 重要性 |
|---|---|
| 部品の形状 | 2プレートの金型には簡単でなければなりません |
| ゲートの配置 | 排出と流れに重要です |
| 材料 | 収縮とサイクル時間に影響します |
材料の選択は、2プレートの金型設計に影響を与えません。間違い
さまざまな材料には、さまざまな収縮率と流れの特性があります。これは、部分品質を確保するために金型設計で考慮する必要があります。
結論
2プレートの金型は、射出成形の基本的なツールであり、幅広いプラスチック部品を生産するためのシンプルさ、費用対効果、効率のバランスを提供します。単純な幾何学や大量生産に最適ですが、複雑な部品を処理することでの制限により、プロジェクトの要件を慎重に検討することが不可欠です。
2プレートの金型の機能、アプリケーション、および他の金型タイプと比較する方法を理解することにより、メーカーは生産を最適化し、コストを削減する情報に基づいた意思決定を行うことができます。
2プレートの金型は、射出成形プロセスの重要な部分であり、製造におけるそれらの役割は誇張することはできません。包装材料であろうと自動車コンポーネントを生産するかどうかにかかわらず、2プレートの金型の使用を習得すると、効率が大幅に向上する可能性があります。
-
射出成形プロセスとアプリケーションについて学び、それらがさまざまな産業や製品設計にどのように影響するかを確認してください。 ↩
-
プラスチック部品の多様なアプリケーションを発見して、日常の製品や産業用途における役割を評価してください。 ↩
-
2プレートの金型の利点を調べて、効率と費用対効果のために製造に好まれている理由を理解してください。 ↩
-
費用対効果の高い方法が生産効率を高め、全体的な製造コストを削減する方法を学びます。 ↩
-
サイクル時間の短縮につながる重要な要因と、それらがあなたの生産ワークフローにどのように利益をもたらすことができるかを発見してください。 ↩
-
2プレートの金型での排出と流れにゲート配置が重要である理由を発見し、最適なパフォーマンスを確保します。 ↩
-
部品の品質と生産効率を高めるために、2プレートの金型における材料選択の重要性について学びます。 ↩



