金型の厚さが製品の出来を劇的に変えることを考えたことはありますか?厚さは重要です。形状と強度が変わります。厚い金型は耐久性を高めます。耐久性は重要です。薄い金型は柔軟性を高めます。製品によって必要な厚さは異なります。これらの違いを理解することは非常に重要です。最終製品に大きな影響を与えるのです。.
金型の厚さは冷却速度を変えます。また、製品のサイズや形状にも影響を与えます。厚い金型は冷却が遅くなります。この遅延は精度に影響し、反りなどの不具合が発生する可能性があります。金型の厚さを変えることは重要です。製品の品質向上には非常に重要です。.
金型の厚さの重要性を初めて知った時のことを覚えています。まるで製品の品質向上の秘密を発見したような感覚でした。厚さの違いによって、製品の冷却速度と最終的なサイズが変わります。例えば、あるプロジェクトでは、金型が厚すぎると冷却速度が遅くなり、待ち時間が長くなりました。この経験から、わずか数ミリの違いがサイズ精度に影響を与え、反りの原因となることを実感しました。.
以前、厚い金型で射出圧力による問題が発生したことがあります。溶融樹脂がキャビティに均一に充填されなかったため、成形方法を調整しました。その結果、密度にムラが生じました。これは私にとって大きな教訓となりました。透明な製品に目障りな銀色の線が現れるなど、製品の見た目にも影響が出ました。.
圧力保持の段階もあります。厚い金型の場合は保持時間を調整したのを覚えています。保持時間が短すぎると、容器にひけ目が目立ってしまうのです。これらの経験から、高品質な製品を作るには金型の厚さを把握することがいかに重要かを学びました。これを理解することが鍵です。まるで自分の技術を深く理解しているようなものです。.
金型が厚いほど、冷却時間が長くなります。.真実
金型が厚いほど熱伝導経路が長くなり、冷却が遅くなります。.
射出圧力を高くすると製品の外観が向上します。.間違い
過度の圧力は、飛びエッジや内部応力などの欠陥を引き起こす可能性があります。.
冷却速度は寸法精度にどのように影響しますか?
何時間もかけてデザインを作り上げ、完成後にそれが歪んでいたり不格好だったりすることに気づく自分を想像してみてください。.
部品の寸法精度には冷却速度が非常に重要です。急速な冷却は、多くの場合、収縮や曲がりを引き起こします。緩やかな冷却は、正確な成形に役立ちます。金型が厚いと冷却速度が遅くなります。厚みは最終的なサイズに影響します。.

冷却速度の科学
プロジェクトの完成を待ちわびていたのに、なぜうまくいかなかったのかと不思議に思ったことはありませんか?その隠れた原因は冷却速度かもしれません。冷却速度は最終製品のサイズと品質に大きく影響します。かつて、冷却が魔法のように効いているように見えて、実際には予測不可能なプラスチック部品を手がけたことがあります。射出成形では、金型の厚さが冷却速度を決定します。金型が厚いほど、プラスチックから表面に熱が逃げるのに時間がかかります。そのため、冷却時間が大幅に長くなります。例えば、厚さ5mmのプラスチック製品を厚い金型で冷却する場合、冷却に20~30秒かかりますが、薄い金型では10~15秒しかかかりません。.
寸法精度への影響
寸法精度は、製品が設計寸法にどれだけ合致しているかを示します。私は何度もこれに遭遇しました。急速な冷却や不均一な冷却は製品を歪ませ、まるでパズルのピースが合わないようになってしまいます。不均一な冷却と金型の厚さの不備により、小さなプラスチック製ギアが丸みを失ったり、歯並びが崩れたりするのを見たことがあります。.
冷却速度を遅くすることで、収縮が均一になり、材料が安定し、計画通りの仕上がりになる可能性が高まります。これは、時間はかかるものの、最終製品が意図したデザインに近づくことを保証するため、重要です。.
金型の厚さに関する考慮事項
金型の厚さを選ぶことは、適切な工具を選ぶようなものです。間違った選択をすると、多くの困難に直面することになります。金型が薄いほど熱が逃げやすく、ひけ目のリスクが低くなります。しかし、金型が厚いほど、精度を保つために冷却に時間がかかります。.
適切な材料や冷却方法の選択は結果に大きな影響を与えるため、設計段階ではこれらの選択が非常に重要です。現代の製造方法では、製造プロセス1 。
産業界における実用化
自動車や飛行機などの業界では、部品が機能し、見た目も美しく保たれるために正確な寸法が求められます。わずかな誤差でも大きな問題を引き起こします。私も、部品がうまくフィットせず、何度も調整を繰り返す経験をしました。.
冷却速度は、金型の厚さや冷却時間などのパラメータを調整することで部品が正確なニーズを満たすようにすることで生産性を向上させるために不可欠です。.
革新と技術
冷却速度を効果的に管理するための新しい技術が登場しています。アダプティブ冷却システムは、製造中に瞬時に変更できるため、製品のサイズと形状を正確に保つ
のに役立ちます。これらの技術を活用することで、作業効率が向上し、無駄が削減されるだけでなく、製品が厳格な寸法基準を満たすことが保証されます。3D
冷却技術2を理解することは非常に重要です。優れた結果を得るための鍵となるからです。
金型が厚くなると冷却が遅くなり、寸法精度に影響します。.真実
金型が厚くなると熱伝導が遅くなり、冷却が不均一になり収縮しやすくなります。.
高い射出圧力により、製品の外観が常に向上します。.間違い
過度の圧力は、飛びエッジや内部応力などの欠陥を引き起こす可能性があります。.
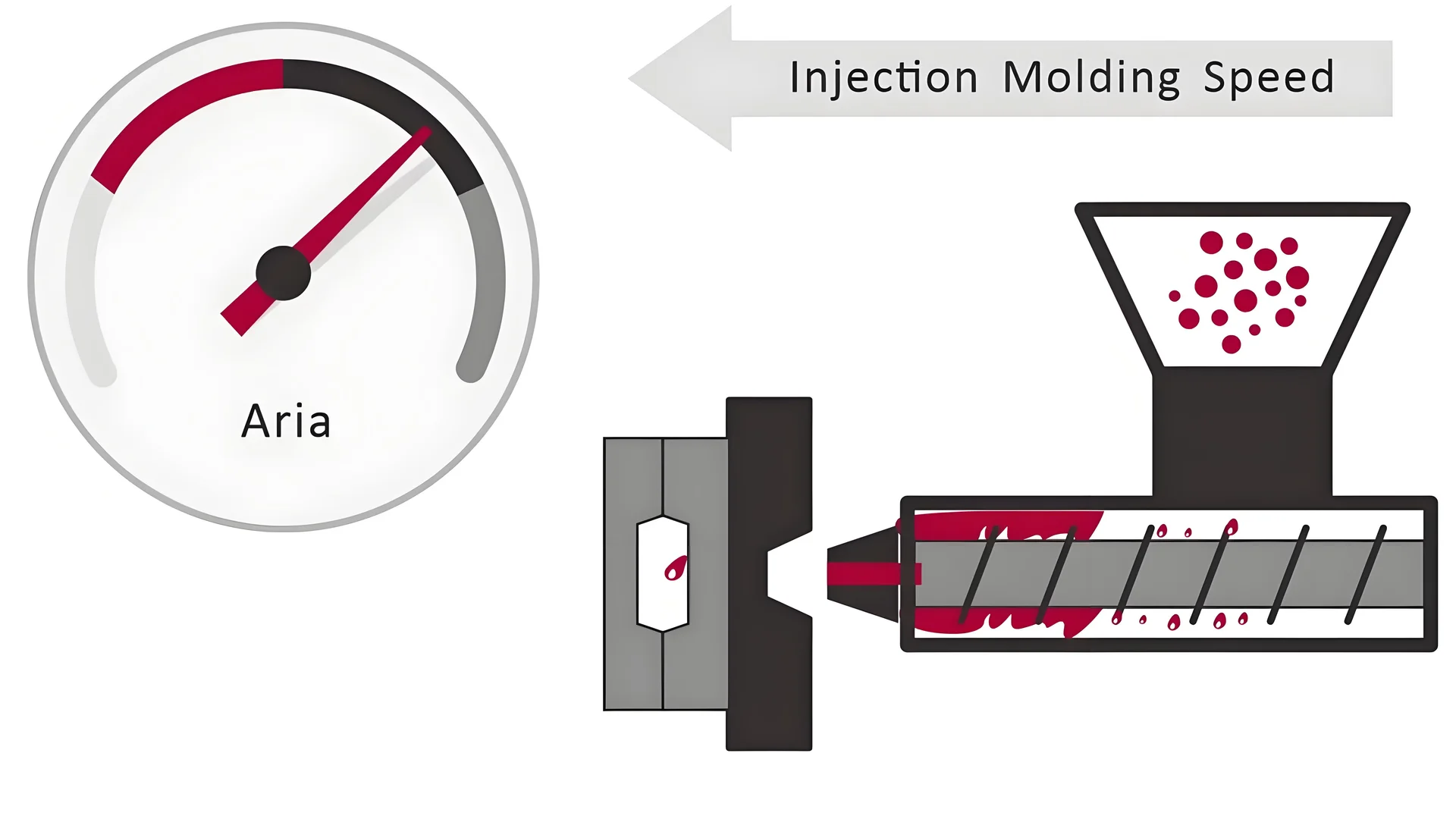
射出圧力は製品の密度と外観にどのような影響を与えますか?
射出成形における圧力が製品の重量と外観にどのような変化をもたらすのか興味がありますか?この興味深い関連性を探り、理解を深めましょう。.
射出圧力は、溶融樹脂が金型に流れ込む方法を変えます。これは製品の密度と外観に影響を与えます。高圧にすると金型への充填は良くなりますが、表面の問題を引き起こす可能性があります。これらの問題には、飛び散りエッジなどがあり、外観に大きな影響を与えます。.
射出圧力と製品密度
射出成形について初めて知った時は驚きました。単純な圧力が大きな役割を果たしているのです。歯磨き粉を硬い型に押し込む様子を想像してみてください。プラスチックの溶融はまさにそれと同じことをします。型が厚くなると、すべての空間を埋めるのにより大きな力が必要になります。圧力が高ければ高いほど、内部は外部よりも密度が高くなります。圧力は密度に影響を与えるのです。.
例えば、大型で肉厚の厚いプラスチック製品3、射出圧力が高いと内部の密度が高くなる一方で、金型壁付近の領域は密度が低いままとなり、密度勾配が形成される可能性があります。
以前、厚いプラスチック部品を使ったプロジェクトを担当したことがあります。圧力によって内部の密度が変化する様子は、驚くほど分かりにくく、見るのが難しいものでした。部品によっては硬く感じたものもあれば、そうでないものもありました。.
外観品質への影響
完成品の外観は難しい問題でした。高圧で金型を充填すると、余分なプラスチックの縁(金型の隙間からプラスチックの小さな破片が漏れる)などの欠陥が発生する可能性があります。これは、透明プラスチックなど、高い美観が求められる製品では特に問題となります。.
かつて、圧力設定の誤りにより透明な製品が曇り、製品内部に応力が生じて透明性が損なわれた経験がありました。この経験から、バランスの繊細さを学びました。このバランスを理解することは、製品の外観品質基準を最優先に考えるメーカーにとって不可欠です。.
冷却効果と寸法精度
冷却は成形において全てを変えます。金型の厚さによって冷却速度は異なります。厚い金型は冷却が遅くなり、金型から取り出した後に収縮するリスクが高まります。.
オペレーターが高射出圧力を使用しても冷却の変動を考慮しないと、曲がったギアなど、精度が求められる製品が歪んだり歪んだりする可能性があります。.
たとえば、ギアなどの精密部品では、冷却と圧力の組み合わせが不適切だと、ギアの歯の精度と真円度が損なわれる可能性があります。
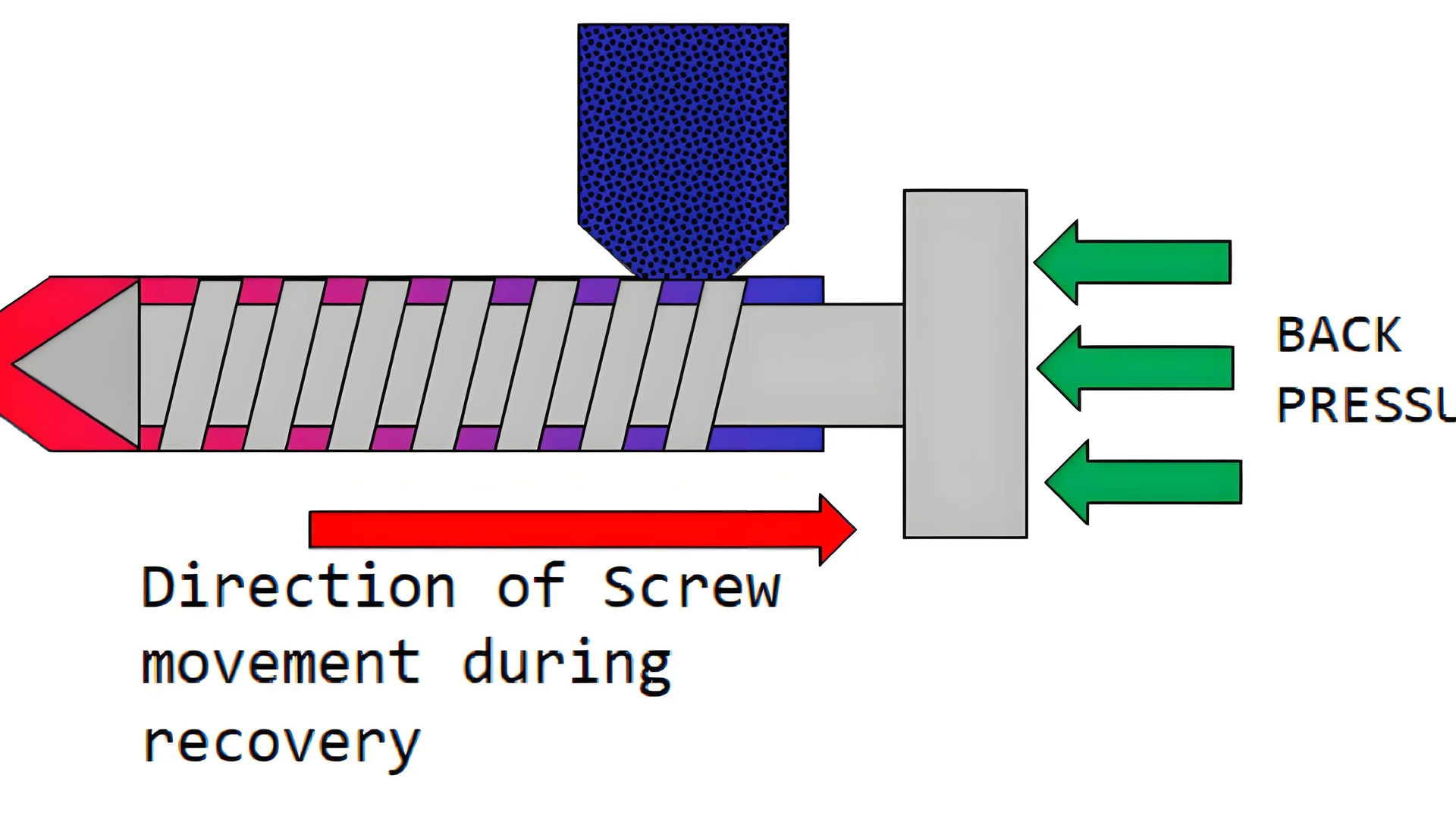
圧力保持プロセスと内部品質
圧力保持工程では忍耐が鍵となります。厚い金型の場合は、容器の底や側面などの重要な部分に収縮痕が残らないように、より長い保持時間が必要です。.
この段階を急ぐと、目に見える跡が残ります。保持時間が短かったために外観と強度に影響が出た容器もあったことを覚えています。.
また、金型の厚さは冷却時の応力に影響を与えます。外力や温度変化下での使用中に、応力や温度変化によってひび割れが発生する可能性があります。
これらの詳細を理解することは不可欠であり、高品質な製品にはこれらの要因が不可欠です。
金型が厚くなると、より高い射出圧力が必要になります。.真実
金型が厚くなると流動抵抗が増大し、キャビティ充填により高い圧力が必要になります。.
ゆっくり冷却することで成形品の寸法精度が向上します。.間違い
冷却が遅いと収縮や反りが生じ、寸法精度が低下する可能性があります。.
射出成形における品質管理において、圧力保持時間が重要なのはなぜですか?
射出成形において圧力保持時間がなぜそれほど重要なのか、ご興味ありませんか?ご説明いたします。.
射出成形において、圧力保持時間は非常に重要です。材料は金型に適切に充填されなければなりません。この工程により、材料の収縮と内部応力が軽減されます。また、圧力下で材料を硬化させ、正確な寸法を保ちます。これにより、曲がったり折れたりするなどの問題を防ぎます。.
冷却効果と寸法精度
成形品を適切なサイズに保つには、冷却効果が非常に重要です。例えば、金型が厚いと冷却が遅くなります。そのため、金型から取り出した後、部品が縮んだり反ったりする可能性があります。私は5mm厚のプラスチック部品を扱うプロジェクトに携わりましたが、冷却時間を慎重に調整する必要がありました。冷却が不均一だと、精密ギアの精度が著しく低下する可能性があります。.
金型の厚さが変化すると、冷却速度に影響します。金型が厚いほど冷却速度が遅くなり、型から取り出した後も収縮が続き、反りが発生する可能性があります。
射出成形の圧力と品質
射出成形における圧力も非常に重要です。金型のキャビティが厚いほど、完全に充填するにはより高い圧力が必要です。これにより密度差が生じます。大型で厚みのある製品では、この現象が顕著です。圧力が高すぎると、表面に欠陥が生じます。.
成形工程で必要な射出圧力は、製品の密度と外観に影響を与えます。過剰な圧力は、バリなどの表面欠陥や、透明プラスチック容器などの製品の透明性に影響を与える内部応力を引き起こす可能性があります。.
圧力保持と内部応力
圧力保持がいかに重要かが分かりました。保持時間が不十分だと、目に見える収縮痕が出てきます。これは、強度が必須となる厚肉容器ではよくあることです。.
圧力保持段階では、材料が適切に固まるまで十分な時間圧力がかかった状態が保たれ、収縮マークや内部欠陥が回避されます。.
これらのことを理解するのは、私にとってパズルを解くようなものでした。金型の厚さと材料特性に基づいて圧力保持時間を調整することで、製品の性能と寿命を向上させ、欠陥を最小限に抑えることができました。.
厚い型は薄い型よりも早く冷えます。.間違い
金型が厚いほど、熱伝導経路が長くなるため、冷却が遅くなります。.
射出圧力が高すぎると、製品表面に欠陥が生じる可能性があります。.真実
過度の圧力をかけると、エッジの飛び出しなどの表面欠陥が発生する可能性があります。.
金型の厚さはどのようにして内部応力の問題を引き起こすのでしょうか?
金型の厚さがプラスチック製品にどのような影響を与えるか、考えたことはありますか?金型設計の興味深い世界へようこそ。ほんの数ミリの厚みが、ひび割れや反りを防ぐかもしれません。厚みは作品を守る。もしかしたら、この細部が鍵となるのかもしれません。.
金型の厚さは、冷却速度、射出圧力、そして成形品の応力分布に影響を与えます。厚い金型は冷却が遅くなります。この冷却の遅さは、寸法精度と内部応力に影響を与えます。これらの問題は、反りや割れなどの欠陥を引き起こす可能性があります。良好な製品品質を得るには、金型設計のバランスが非常に重要です。.
寸法精度に対する冷却効果
初めて反りのある製品に直面した時のことを覚えています。本当にイライラしました。設計に多大な労力を費やしたのに。金型の厚さは重要です。厚い金型は巨大な毛布のようで、冷却が遅くなります。以前、5mm 厚のプラスチック壁を使ったプロジェクトに取り組んだことがあります。薄い金型では冷却時間が 10 ~ 15 秒だったのが、厚い金型では 20 ~ 30 秒に延びました。この差により、金型を取り外した後に収縮や反りが生じ、フィット感に影響します。まるで曲がったパズルのピースをぴったりとスロットに押し込もうとしているようなものです。プラスチック製ギアなどの精密部品は、このプロセスに依存しています。これらの詳細を理解することで、金型設計を調整し、精度を向上させる6 。
射出圧力と密度の変化
適切な射出圧力を得ることは、私にとって大きな教訓となりました。金型が厚いほど、正しく充填するにはより高い圧力が必要です。かつて、大型で厚肉の製品を扱ったことがあります。圧力を変えずに成形すると、中心部の密度が縁よりも高くなり、問題が発生しました。この不均衡が構造に影響を与え、目に見える欠陥を引き起こしました。高圧は、縁の飛びや透明な製品の曇りを引き起こしました。外観においては、圧力と金型の厚さのバランスが良好な表面品質を7 。
圧力保持と内部応力
圧力保持段階における忍耐は大きな成果をもたらします。厚い型は適切な固化に時間がかかります。これを急ぐと収縮跡ができ、厚肉容器の外観と強度を損なう可能性があります。また、適切な加圧手順を省略すると内部応力が生じ、軽く触れたり温度変化を感じたりするだけでひび割れが生じる可能性があります。型の厚さが応力にどのように影響するかを理解することで、より強固な製品を設計し、耐久性を8 。
金型の厚さを理解することで、設計上の選択と材料の挙動のバランスを取り、内部応力を軽減する方法を見つけました。どのプロジェクトでも、そのバランスを見つける方法について新しいことを学びました。.
金型が厚くなると、プラスチック製品の冷却時間が長くなります。.真実
金型が厚くなると熱伝導が遅くなり、冷却時間が 20 ~ 30 秒長くなります。.
射出圧力を高くすると、製品の内部応力が軽減されます。.間違い
過度の圧力は欠陥を引き起こし、内部応力を軽減するどころか、増加させる可能性があります。.
結論
金型の厚さは、冷却速度、射出圧力、そして製品品質に大きく影響します。金型が厚くなると冷却速度が遅くなり、寸法精度と内部応力に影響を与えます。また、圧力が高くなると表面欠陥が発生する可能性があります。.