

射出成形という複雑な世界において、金型への充填がうまくいかないと、多くのフラストレーションが生じます。おそらく誰もがこの問題を経験したことがあるでしょう。.
射出速度、圧力、および体積設定を分析し、金型の充填不足が射出パラメータに起因するのか、それとも金型設計に起因するのかを把握します。ゲート位置、ランナー設計、ベント条件を検証します。この手法により、真の根本原因を特定し、重点的な改善策を特定します。.
かつて、扱いにくいプラスチックカバーに取り組んでいた時のことを覚えています。射出速度を30cm/秒から60cm/秒に上げたところ、突然、薄い壁が完璧に充填されました!画期的な出来事でした。スピードが非常に重要だったのです。.
しかし、スピードだけで全てが解決するわけではありません。時には圧力にもっと注意を払う必要がありました。複雑な部品を直すには、射出圧力を80MPaから100MPaに上げる必要がありました。実際、ゲート位置の調整も効果的でした。毎回、謎を解いているような感覚でした。.
金型が充填されない原因を見つけるのは、技術的な問題だけではありません。科学と直感の両方が求められます。それぞれの金型が独自の物語を語ります。具体的な試験と観察から学ぶことができます。これらの物語は、私たちに多くの教訓を与えてくれます。さあ、聞いてみましょう。.
射出速度を上げると充填性が向上します。.真実
薄い壁を埋める速度を 30 cm/s から 60 cm/s に増加します。.
ゲート サイズは金型の充填に影響しません。.間違い
ゲート サイズを大きくすると、カンチレバー構造の充填が改善されます。.
射出速度は金型の充填不足にどのように影響しますか?
射出速度は単なる数字ではなく、金型充填を成功させる鍵です。私はこのことを身をもって学びました。そして、これが製品の完成度を左右することがよくあります。.
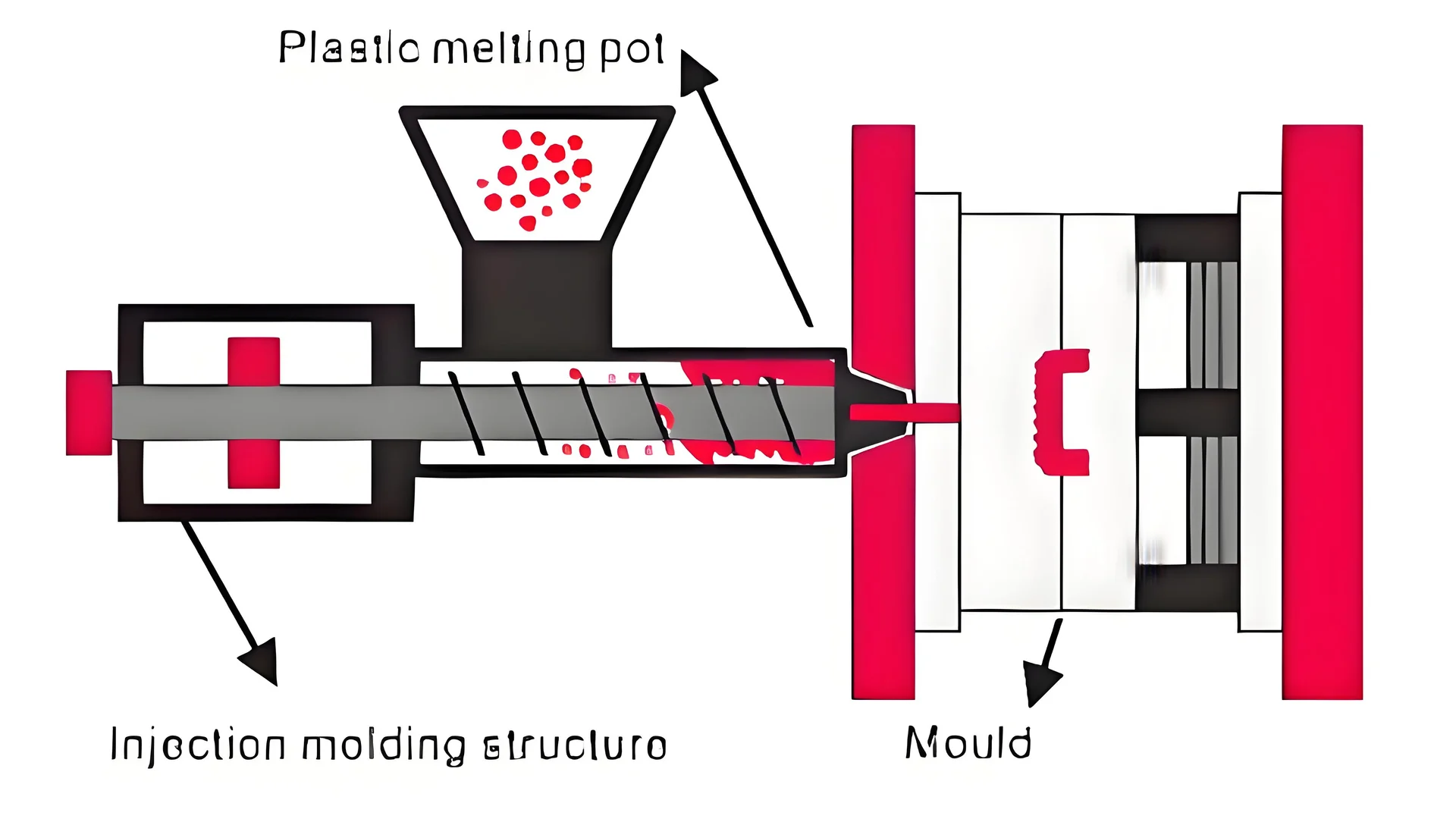
射出速度は、溶融材料を金型に充填する上で重要な役割を果たします。速度が遅いと、材料が早く冷えてしまい、充填不足につながる可能性があります。速度を調整することで、金型への完全な充填が可能になり、製品の品質が向上します。適切な速度は、非常に良好な結果をもたらします。完全な充填が重要です。.

注入速度の影響を理解する
射出速度は、溶融材料が金型に流入する速度を決定します。これは、材料が金型キャビティ内の複雑な空間をどれだけ良好に充填できるかに影響します。 射出速度1 で、材料が冷却して固化する前に金型の隅々まで到達できるようになります。
最初は、射出速度の重要性を軽視していました。高温の材料が金型にどれだけ速く入るかだけでなく、冷える前にあらゆる小さな隙間を埋めることが重要です。あるプロジェクトで、射出速度を変えるだけで全て解決したのを覚えています。完璧な部品ができた時は、まるで魔法のようでした。この経験から、適切な射出速度こそが、優れた成形の秘訣だと学びました。.
注入パラメータを評価する方法
射出速度テスト
射出速度試験では、速度を段階的に調整します。例えば、速度を30cm/sから60cm/sに上げることで薄肉部のアンダーフィルが解消された場合、初期速度が低すぎたことを示しています。この方法は、速度調整によってアンダーフィルの問題を解決できるかどうかを判断するのに役立ちます。.
かつてプラスチックカバーの作業中に、射出速度を30cm/sから60cm/sに上げると、扱いにくい薄い部分が完璧に充填されることに気づきました。これは、速度がまさに問題だったことを示していました。.
噴射圧力モニタリング
射出中の圧力をモニタリングすることで、充填不足の潜在的な原因を解明できます。圧力が最大圧力に達しず充填不足が発生した場合、速度ではなく圧力不足を示している可能性があります。圧力を徐々に増加させることで、速度ではなく圧力が原因であるかどうかを明確にすることができます。.
複雑な部品の圧力を80MPaから100MPaに変更したところ、充填が大幅に改善されたのを覚えています。この経験から、圧力レベルを非常に注意深くチェックすることの重要性を学びました。.
| パラメータ | 試験方法 | インジケータ |
|---|---|---|
| スピード | 徐々に増加 | 薄い部分の塗りつぶしの改善 |
| プレッシャー | レベルを監視する | 最大値の前に上昇が止まる |
注入量チェック
設定された射出量と実際の必要量を比較することで、射出量が充填不足に寄与しているかどうかを特定するのに役立ちます。実際の射出量が理論上の必要量を下回っている場合、速度の問題だけでなく、例えば容量不足などの問題が示唆される可能性があります。.
注入量を確認するのは、まるで自分の作業を二重チェックしているような感覚です。設定量と必要な量に差があると、もっと探るべき点があることがわかります。これは私にとって頼りになる方法になりました。.
アンダーフィルに影響を与える金型設計要因
ゲートの位置とサイズの評価
未充填領域に対するゲートの位置は、充填の成功率に影響を与える可能性があります。ゲートが薄肉部から離れすぎると、充填不足につながる可能性があります。ゲートのサイズや位置を調整することで、充填効率が向上する場合があります。.
以前、長い構造物に取り組んでいた際、ゲートを近づけると充填の問題が解決することに気づきました。ゲートのサイズと位置を変えることで、こうした点を注意深く検討することの重要性を学びました。.
ランナーシステムチェック
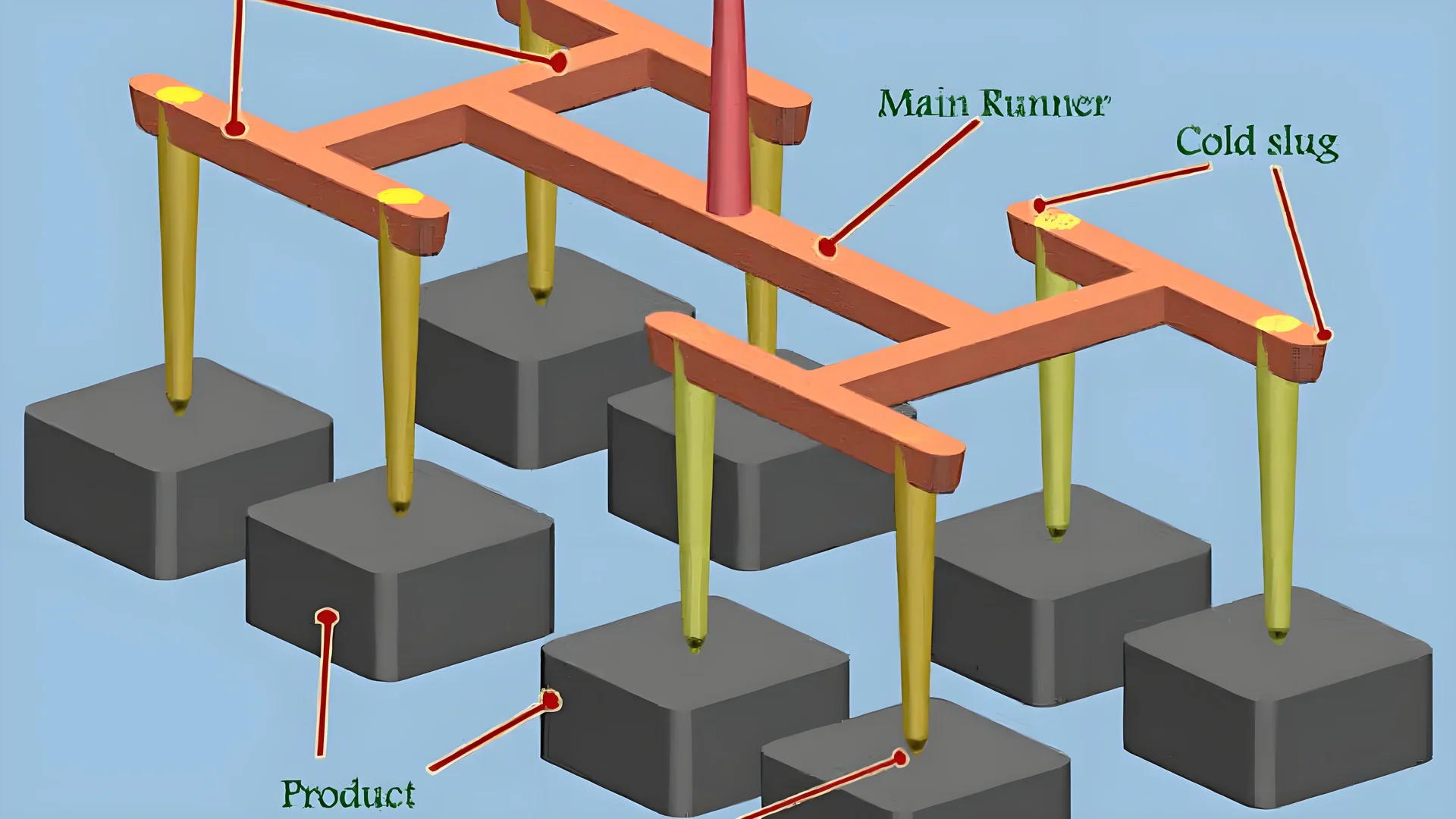
ランナーが長すぎる、または狭すぎると、メルトフロー抵抗が増加します。成功したランナー設計と比較することで、潜在的な問題を特定しやすくなります。.
キャリアの初期段階で、ランナーの長さと状態が流動を阻害する可能性があることに気付きました。成功した設計と比較することで、ランナーチェックがアンダーフィルの防止に不可欠であることを発見しました。.
ベント条件の分析
適切なベントは、特に深いキャビティや死角における充填不足を防ぐために不可欠です。排気スロットを追加することで、不十分なベントに起因する充填問題を軽減できる場合があります。.
大きなキャビティの金型にうまく充填できない問題に直面するまで、通気は難しかったのですが、排気スロットを追加することで解決し、適切な通気の重要性を実感しました。.
についてさらに詳しく知りたい場合は 金型設計チェック2、リソースを調べると、射出成形プロセスの最適化に関するより詳しい情報が得られます。
射出速度を上げると充填不足が減少します。.真実
射出速度が速いほど充填性が向上し、薄壁部分が完全に充填されることがわかります。.
ゲートサイズは金型充填に影響しません。.間違い
ゲート サイズが不適切だと充填不足が発生する可能性があり、ゲート サイズを大きくすると充填が改善されます。.
射出圧力は金型充填にどのような影響を与えますか?
ストローを使って小さな隙間に塗料を詰めようとしているところを想像してみてください。射出圧力は金型充填にも同じように作用します。.
射出圧力とは、溶融した材料を金型の隅々まで押し込む力です。適切な圧力をかけることで、金型を完全に充填することができます。これにより、欠陥のない非常に高品質な製品が生まれます。.
金型充填における射出圧力の役割
金型設計の仕事を始めたとき、適切な射出圧力を選ぶことは、まるで完璧なステーキを焼くようなものだと気づきました。圧力が低すぎると製品の 充填不足、圧力が高すぎるとバリや過剰充填などの欠陥が生じます。適切な圧力は、材料と金型の複雑さによって異なります。
注入パラメータの判断
射出速度テスト:
初期のプロジェクトでは、薄肉部分への充填がうまくいきませんでした。射出速度を30cm/sから60cm/sに上げることで、この問題は解決しました。まるで、高速道路での最適な巡航速度を見つけるために車の速度を調整するようなものでした。
射出圧力モニタリング:
私は常に圧力値を注意深く監視していました。圧力が最大値に達して充填不足が発生する前に上昇が止まった場合は、圧力を上げることで改善しました。複雑なプラスチック部品を扱うという難しいケースもありましたが、圧力を80MPaから100MPaに上げることで完全に解決しました。
注入量チェック:
問題は圧力や速度ではなく、注入量にある場合がありました。あるプロジェクトでは、注入量が要求量の80%しか入っていなかったケースがありました。適切な注入量は、壁一面を塗るのに十分な量の塗料を用意するようなものです。完璧な仕上がりには欠かせません。
| パラメータ | 調整例 | 結果 |
|---|---|---|
| 射出速度 | 30 cm/sから60 cm/sに増加 | 薄い部分の塗りつぶしの改善 |
| 射出圧力 | 80MPaから100MPaへの増加 | 複雑な部分をより適切に埋める |
金型設計が充填に与える影響
ゲートの位置とサイズ:
以前、長い構造物で充填不足の問題に直面したことがありました。ゲートの位置を手前に移動させ、サイズを大きくすることで問題は解決しました。これは、庭に均等に水をやるためにホースのノズルを調整するようなものです。
ランナーシステムのチェック:
ランナーが長かったり細かったりすると、溶融流動抵抗が増加します。これは、ホースのもつれをほどいて水の流れを良くするのと似ています。成功した設計と比較することで、ランナーに必要な変更点が明らかになりました。
換気状況分析:
換気が不十分だと、奥まった場所で充填不足が発生します。窓を開けて新鮮な空気を取り入れるなど、排気口を追加すると非常に効果的です。
射出圧力が金型充填に果たす役割を理解することは、おそらく優れた 製造プロセス4。この知識は、射出成形作業における製品品質の修正と改善のための私のツールボックスです。
射出速度を上げると金型の充填が改善されます。.真実
射出速度が速いほど、薄壁領域を効果的に充填できます。.
ゲート サイズは複雑な金型の充填には影響しません。.間違い
ゲート サイズが不適切だと流動が妨げられ、充填不足が発生する可能性があります。.
充填不足を回避するために注入量が重要なのはなぜですか?
製造における細部の細部が製品の成否を左右します。射出成形においては、充填不足を防ぐために射出量の制御が不可欠です。.
射出量は非常に重要です。金型を完全に充填し、欠陥の発生を防ぎます。射出設定を変更することで、充填不足の問題を解決できる場合があります。これは、製品品質の向上につながります。.

注入量の役割
パンケーキの生地を調理し、型に流し込む様子を想像してみてください。生地がこぼれることなく、端から端まできれいに充填されます。射出成形も同様の原理です。体積が正確でなければ、部品は充填不足になり、望ましくない結果となります。.
注入量の確認
これは簡単な点検と考えてください。機械の設定量と必要な注入量を比較することで、問題を早期に発見し、修正することができます。買い物に行く前に買い物リストを確認するようなものです。
| パラメータ | 観察 |
|---|---|
| 注入量の設定 | 理論値の100%であるかどうかを確認する |
| 実際の注入量 | 計算された要件に一致する必要があります |
注入パラメータとその影響
注入速度のテスト
あるプロジェクトではプラスチックハウジングが使用されました。射出速度を30cm/sから60cm/sに上げたところ、すべてが変わりました。薄肉部も、まるで散歩から走りへと軽快にシフトチェンジしたかのような完璧な充填を実現しました。.
射出圧力の監視
同様に、扱いにくい型で圧力を80MPaから100MPaに調整した時のことを覚えています。まるで生地に適切な量のイースト菌を加えるようなもので、生地は見事に膨らみました。.
金型設計の考慮事項
ゲートの位置と大きさ
ある日、頑固な片持ち構造にイライラしていました。ゲートを近づけただけで状況は大きく変わりました。視点を変えるだけでも状況は改善します。.
| 金型の特徴 | おすすめ |
|---|---|
| ゲート位置 | 重要な充填エリアの近くにある必要があります |
| ゲートサイズ | 十分な流量を確保できる大きさ |
ランナーシステムの分析
ランナーは材料にとっての高速道路のようなものです。滑らかで直線的でなければなりません。小さな凹凸でも、交通渋滞や充填不足を引き起こす可能性があります。
標準設計や過去の成功事例と比較し、 ランナーの潜在的な問題5。
ベント条件の影響
換気を良くすることは、蒸し暑い部屋に新鮮な空気を入れるようなものです。窓を開けると空間が明るくなるように、必要な場所に換気口を追加すると充填性が大幅に向上します。金型
、特に深いキャビティや止まり穴に十分な換気口があるかどうかを点検してください。
排気口を追加すると、空気の流れと充填性が向上します。
これらの技術は、製造工程のそれぞれがいかに密接につながっているかを常に思い出させてくれます。完璧なバランスを見つけることが、優れた製品品質と効率性につながります。.
射出速度を上げると、充填不足の問題を軽減できます。.真実
射出速度が速いほど、薄壁領域での充填が改善されます。.
ランナーの長さはメルトフロー抵抗に影響しません。.間違い
ランナーが長くなると抵抗が増加し、充填不足が発生する可能性があります。.
ゲート設計は金型充填にどのような影響を与えますか?
プラスチック部品の中には完璧に見えるものもあれば、多くの問題を抱えているものがあるのはなぜか、考えたことがありますか?
ゲート設計は金型充填において非常に重要です。ゲートは溶融材料の流れと速度を導き、金型への充填効率に影響を与えます。ゲートのサイズや配置が不適切だと、充填不足や反りなどの問題が発生します。こうしたミスは製品の品質を低下させ、最終製品の品質に深刻な影響を与えます。.
金型充填におけるゲート設計の役割
金型設計の仕事を始めた頃は、ゲート設計がプロセス全体にとってどれほど重要であるかを理解していませんでした。まるでドミノ倒しを完璧に並べるのと同じで、たった一つのピースが間違っていれば、全体の工程が台無しになってしまうのです。ゲートのサイズ、形状、そして位置は、金型の隅々まで溶融プラスチックを充填するために極めて重要です。.
| デザイン要素 | 金型充填への影響 |
|---|---|
| ゲートサイズ | 流量と圧力分布に影響します。ゲートが小さいと充填不足が発生する可能性があります。. |
| ゲート位置 | フロー パスに影響します。配置が間違っていると、セクションの充填が不完全になる可能性があります。. |
金型設計の判断方法
充填不足の問題を抱えていたあるプロジェクトを思い出します。ゲートの位置をカンチレバー構造に近づけることで、大きな改善が見られました。まるで、より良い結果を得るための隠された鍵を見つけたような気分でした。.
-
ゲートの位置とサイズの評価
- ゲートから遠く離れた場所に未充填のパーツが残っている場合は、ゲートの位置が間違っている可能性があります。例えば、ゲートをカンチレバーの近くに移動すると、充填が改善される可能性があります。.
-
ランナーシステムチェック
-
ベント分析
- ベントも非常に重要です。以前、深いキャビティを持つ金型に排気スロットを追加したことがあります。この変更により、エアトラップがなくなり、充填不足の問題も解消されました。.
注入パラメータの判断方法
射出パラメータは、金型充填における隠れた要素のような役割を果たします。これらを変更することで、設計の真の能力が明らかになります。.
-
射出速度テスト
- 製造中に射出速度を変えたのを覚えています。速度を上げると、薄肉部分が充填不足から完璧な充填状態になりました。.
-
噴射圧力モニタリング
- 圧力を常に監視することは非常に重要です。圧力を80MPaから100MPaに上げると、充填品質が大幅に向上することを確認しました。.
-
注入量チェック
射出速度を上げると、薄壁部分の充填が改善されます。.真実
射出速度が速いほど流動性が向上し、薄壁部分を効果的に充填できます。.
ランナー表面の粗さはメルトフロー抵抗に影響しません。.間違い
ランナー表面が粗いと抵抗が増加し、メルトフローが妨げられます。.
ランナー システム設計における重要な考慮事項は何ですか?
完璧なものを作ろうとした結果、大幅な変更が必要になったことはありませんか?それがランナーシステムの設計です!ランナーシステム設計を成功に導く重要な要素を探ってみましょう。.
ランナーシステムを設計する上で重要なポイントは、ランナーの長さ、幅、表面品質の確認です。ゲートの適切な配置とサイズも重要です。射出設定の監視とベント条件の検査も非常に重要です。.
ランナーの長さと直径の評価
長距離を走るのは、一歩一歩が重くなるごとにきつく感じます。ランナーが長くなると、射出成形における流動が遅くなります。ある日、ランナーの長さを半分に切ったら、材料の無駄が少なく、すべてが完璧に充填されました。ランナーの直径を変えるのは、ホースの水量を調整するのと似ています。圧力を一定に保つには、ちょうど良い直径にする必要があります。.
例: ランナーの長さが以前の成功した設計の 2 倍の場合、長さを短くすると充填が改善されるかどうかを評価します。
ランナーの表面状態
粗い表面に手をこすりつけるのは不快です。ランナー表面が粗いと、同じようにメルトフローが乱れます。新しい金型と 標準設計8が、どちらもうまく機能するレシピを使用しているように感じました。滑らかな表面は乱流を減らし、分布を均一にします。
ヒント: 定期的なチェックと修正は、信頼できるパートナーとして機能します。小さな欠陥が大きな問題になる前に発見するのに役立ちます。
ゲートの位置とサイズ
家の中で窓の位置を正しく選ぶと、適切な光が入ります。難しい型枠に取り組んだ際、複雑な形状の部分にゲートを近づけると、とても効果的だと分かりました。すると、頑固な充填不足の部分に十分な材料が行き渡るようになりました。.
ケーススタディ: ゲートをカンチレバー セクションの近くに移動すると、充填が改善され、不適切な初期配置が明らかになりました。
注入パラメータの監視
注入速度、圧力、量を調整することは、古いラジオをクリアな信号に合わせることに似ています。
- 速度: あるプロジェクトでは、注入速度を 30 cm/s から 60 cm/s に上げることで、薄壁領域の充填状態が不十分から適切な構造に改善されました。
- 圧力: 充填の問題に効果的に対処するために、射出圧力を監視および調整します。
- ボリューム: ショートショットを防ぐために、設定されたボリュームが実際の要件と一致していることを確認します。
| パラメータ | テスト | インパクト |
|---|---|---|
| スピード | 徐々に増加 | 薄い部分の塗りつぶしを改善 |
| プレッシャー | 増分調整 | 複雑な塗りつぶしを解決 |
| 音量 | 理論的なニーズと照らし合わせる | ショートショットを防ぐ |
ベント条件の評価
窓を開けずに調理すると、空気が閉じ込められ、調理ミスの原因になります。換気が不十分な場合も同様です。換気口を掃除することは、窓を開けるのと同じように、すべての空気が呼吸し、スムーズに機能するようにすることです。.
解決策: 通気口を追加または清掃すると、欠陥の原因となるエアー トラップを防ぎ、金型充填効率を大幅に向上できます。
これらの要素を管理することで、プロセスが非常にスムーズに流れることに気づきました。小さな調整が、品質と効率に大きな変化をもたらしました。.
射出速度を上げると、充填不足が改善されます。.真実
射出速度を速くすると、薄壁領域をより効果的に充填できます。.
長いランナーにより、メルトフローの抵抗が低減します。.間違い
ランナーが長いと抵抗が増加し、充填不足の問題が発生する可能性があります。.
結論
この記事では、射出パラメータと金型設計要因を分析し、速度、圧力、容量、ゲート設計の重要性を強調しながら、射出成形における金型の充填不足の問題を特定する方法について説明します。.
-
最適化手法を調査すると、速度調整を通じて充填不足を防ぐ方法を理解するのに役立ちます。. ↩
-
金型設計の考慮事項を理解すると、充填不足に対処して製品の品質を向上させることができます。. ↩
-
充填不足製品の原因と影響を調査して、射出成形における一般的な問題を理解します。. ↩
-
射出成形技術を中心に、製造効率を高める方法を学びます。. ↩
-
一般的なランナー設計エラーを特定することで、流動抵抗を軽減し、金型充填効率を向上させることができます。. ↩
-
ランナー システムの影響を調査することで、成形効率と製品品質を向上させることができます。. ↩
-
正しい注入量により、完全な充填が保証され、製品の完全性が向上し、欠陥が減少します。. ↩
-
標準設計を調べることで、効率的なランナー システムを作成するためのベンチマークが得られます。. ↩






