

プラスチック製品に、不快なねじれや曲がりを見たことはありませんか?
射出成形における製品の反り不良は、金型設計、プロセスパラメータ、および材料特性に起因します。主な要因としては、冷却の不均一性、離型不良、材料収縮などが挙げられます。これらの問題に対処することで、反りを大幅に低減できます。.
この概要では、製品の反りの原因について簡単に説明しています。詳細を掘り下げることは非常に重要です。それぞれの要因が結果に影響を与えます。例えば、冷却システムの設計は重要です。材料の選択も重要です。これらの要素を調査することは非常に役立ちます。新たな洞察や戦略が発見され、製造工程における反りの防止に役立ちます。.
冷却が不均一だと射出成形時に製品の反りが発生します。.真実
冷却が不均一だと収縮差が生じ、反りが発生します。.
離型機構は製品の反りには影響しません。.間違い
不適切な型離れは、応力や変形を引き起こす可能性があります。.
金型設計は製品の反りにどのように影響しますか?
プラスチック製品が予期せず曲がったりねじれたりして、おかしな動きをしていると思ったことはありませんか?
射出成形における製品の反りは、通常、金型設計に起因します。冷却システムのレイアウトと脱型機構が重要な役割を果たします。多くの問題は、冷却の不均一性によって引き起こされます。脱型時の力の配分の不適切さも、よくある原因の一つです。.

金型設計における冷却システムの役割
金型設計の複雑な世界についてご説明しましょう。金型設計は製品の反りを防ぐ上で重要な役割を果たします。若い頃、設計上の小さなミスが、しばしば厄介な結果につながることに気づきました。.
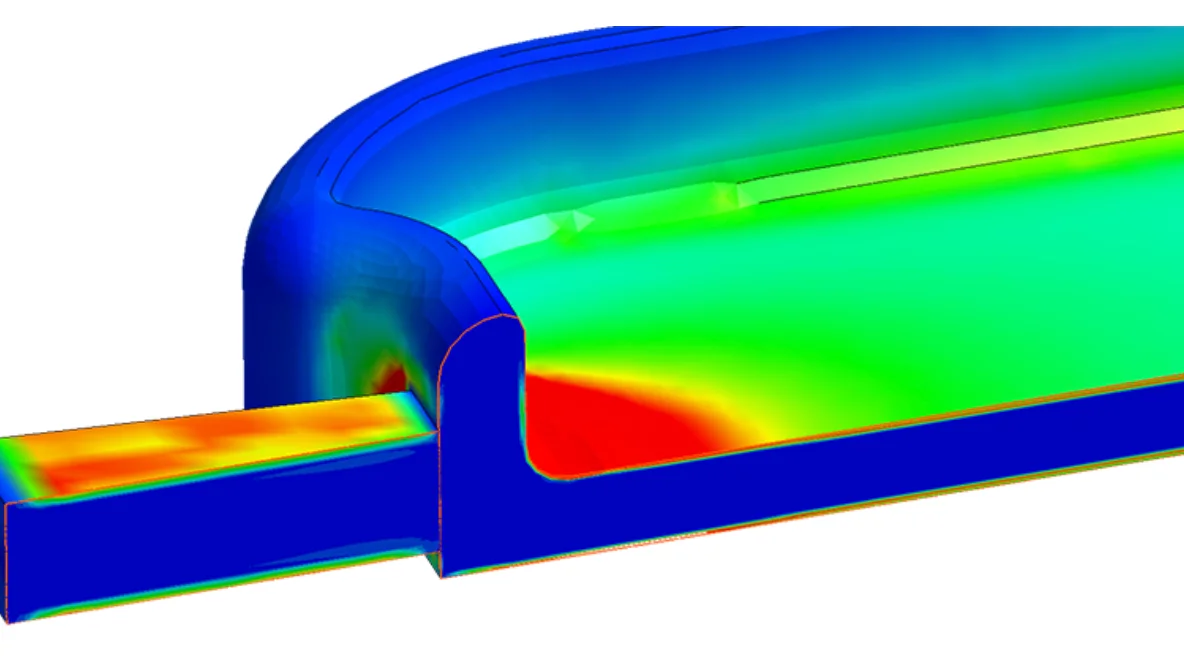
製品の反りの主な原因は、冷却の不均一性です。冷却パイプの設計が不合理だと、パイプ付近の樹脂が先に冷却・固化し、他の部分の冷却速度が遅くなります。例えば、大型の平板製品を製造する場合、金型中央部に冷却パイプが集中していると、エッジ部分の冷却速度が遅くなり、収縮差1 。
冷却システムのパラメータ
冷却の不均一性による反りに初めて遭遇した時のことを覚えています。大きな平らな製品の端が定位置に収まらなかったのです。この経験から、冷却パイプのバランスを取ることの重要性を学びました。パイプが中心に配置されすぎると、端の冷却が遅くなり、収縮が不均一になり、反りが発生しました。.
冷却効果はパイプの直径と間隔によっても左右されます。かつて私は、パイプの直径と間隔は重要ではないと考え、無視していました。しかし、パイプが狭かったり間隔が広かったりすると、プラスチックの冷却効果が低下し、結果として製品に反りが生じてしまいました。.
| パラメータ | 冷却効果 |
|---|---|
| 直径 | 小さくなると冷却効果も低下する |
| 間隔 | 大きいほど冷却が不均一になるリスクが増す |
適切な冷却のためには、これらのパラメータを正しく設定することが非常に重要です。.
離型機構と反り
不均一なエジェクタピンから、また一つ教訓を得ました。あるプロジェクトでは、ピンが均等に配置されていなかったのです。型から外す際に発生する力によって、明らかに反りが生じていました。.
離型機構は慎重に検討する必要があります。離型時に不均一な力が製品の反り2。また、反転構造の製品では、スライダーなどの機構によって不均一な力が加わると、反りが生じる可能性があります。
射出成形プロセスの要因
射出圧力と保持圧力
過剰な射出圧力は、スーツケースに詰め込みすぎた時のようなストレスになります。肉厚の異なる製品は、型から取り出す際の圧力バランスの乱れにより、厚い方の肉厚側に反り返ってしまいます。
特に、肉厚の不均一な製品では、高い保圧によって厚い方の肉厚側に反り返る現象が発生します。
金型温度と溶融温度
流動性を高めるために金型温度を高くしてみましたが、結晶性プラスチックの収縮と反りが増加しました。
金型温度が高いと樹脂の冷却時間が長くなり、収縮と変形のリスクが高まります。
最適な温度バランスを見つけることが不可欠です。
射出速度
高速射出は効率的に見えるかもしれませんが、高いせん断応力を引き起こします。急速射出により溶融樹脂の分布が不均一になり、予期せぬ反りが発生しました。
射出速度が速いとキャビティ内に大きなせん断応力が発生し、残留応力によって脱型後の反りが発生します。
反り変形に影響を与える材料要因
収縮率の変動
プラスチックの種類によって熱に対する反応は異なります。例えば、ポリアミドは冷却時の収縮率が高いため、長尺製品が反りやすく、反りの問題。3金型設計では、方向性のある収縮を考慮する必要があります。
方向性のある(異方性の)収縮は、長尺製品の長さと幅に応じて異なる影響を与える可能性があります。
プラスチックによって収縮率は異なります。ポリアミドなどの材料は冷却中に大きな収縮を示し、反りの問題。4 .
方向性(異方性)収縮は、長さと幅に沿って長い製品にさまざまな影響を与える可能性があります。
プラスチックによって収縮率は異なります。ポリアミドなどの材料は冷却中に大きな収縮を示し、反りの問題。5 .
方向性(異方性)収縮は、長さと幅に沿って長い製品にさまざまな影響を与える可能性があります。プラスチックによって収縮率は異なります。ポリアミドなどの材料は冷却中に大きな収縮を示し、反りの問題。6 .
反りの問題を簡単に引き起こします。7 .
方向性(異方性)収縮
冷却が不均一だと、金型設計において製品の反りが発生します。.真実
冷却が不均一だと収縮差が生じ、反りが発生します。.
パイプの直径が小さいほど、冷却効率が向上します。.間違い
パイプの直径が小さいほど冷却効果が低くなり、反りが発生するリスクが高まります。.
射出圧力は反りにどのように影響しますか?
一部のプラスチック部品がまっすぐにならないのはなぜだろうと疑問に思ったことはありませんか?
射出圧力は残留応力と冷却収縮を変化させ、反り変形に影響を与えます。圧力が高すぎると冷却が不均一になり、反り変形につながる可能性があります。射出パラメータを正確に調整することで、これらの影響を軽減できます。.

射出圧力の影響を理解する
金型の設計を始めた頃、射出圧力に興味を惹かれました。小さなことのように思えますが、プロジェクトの成否を分けるほどでした。まるで完璧でなければならない秘密の材料のようです。高圧は溶融プラスチックを金型の壁に強く押し付けすぎてしまう可能性があります。その結果、冷却時に不均一な応力が生じます。少し圧力が高かっただけで製品が歪んでしまったプロジェクトを思い出します。私たちは急いでいましたが、これは大きな教訓となりました。
射出圧力は、溶融プラスチックが金型キャビティに充填される様子に直接影響します。射出成形プロセス8、圧力が高すぎると金型壁に過度の力が加わり、特に冷却時に内部応力が不均一に分散される可能性があります。
反り変形に寄与する要因:
- 残留応力:高い射出圧力は部品内部に応力を発生させます。金型から取り出された後は、張力のあるバネのように作用し、多くの場合、反りを引き起こします。
- 収縮率のばらつき:自家製クッキーが焼きムラに陥る様子を想像してみてください。型の壁に近い部分が、圧力が適切でないために内側の部分よりも早く冷えると、収縮ムラが発生します。
| 要素 | 反りへの影響 |
|---|---|
| 残留応力 | 冷却後に歪みが生じる |
| 収縮変動 | 不均一な収縮につながる |
圧力と冷却のバランス
正確な射出圧力と保圧は、すべてを変えます。プロジェクトでは、これらの設定を何日もかけて適切に調整することで、最終的にプラスチックが余分なストレスなく金型に流れ込むようにしました。このプロセスを完璧にすることが鍵です。.
射出圧力と保圧9を適切に調整することで、反りを最小限に抑えることができます。過度の応力を与えることなく、プラスチックが金型に均一に流れ込むバランスを見つけることが重要です。
金型設計の考慮事項
圧力だけが要因ではありません。金型の設計も非常に重要です。
- 冷却システム設計:不適切な冷却システムは、冷たいオーブンでケーキを焼くようなものです。金型部品全体を均一に冷却するには、パイプを均等に配置する必要があります。
- リリース機構:不均一な離型力は、ジッパーが固まったように、製品の変形や不具合を引き起こします。バランスの取れたエジェクタピンは、こうした問題を防ぎます。
射出圧力の管理に加えて、次のような要素を考慮してください。
- 冷却システムの設計: 不合理な設計は反りを悪化させる可能性があります。すべてのセクションで均一な冷却が確実に行われるように、冷却パイプは均等に分散させる必要があります。
- リリース機構: 型抜き時に不均一な力がかかると製品がさらに変形する可能性があるため、型抜き力のバランスを確保します。
材料選択の役割
適切なプラスチックの選択も重要です。
結晶性プラスチックなど、一部のプラスチックは高圧下で収縮が大きく、冷却時に反りが大きくなる傾向があります。適切な収縮率を持つ材料を選択することで、多くの問題を回避できます。
プラスチックの種類によって高圧下での反応は異なります。例えば、結晶性プラスチックは冷却時に収縮する性質があるため、より顕著な反りが生じる可能性があります。適切な収縮率と結晶度を持つ材料を選択することが重要です。.
これらの要素を習得すると、欠陥が劇的に減少します。ジャッキーのようなデザイナーは、製品の完全性が維持され、無駄が最小限に抑えられることを実際に確認しており、この成功は非常にやりがいのあるものです。.
射出圧力が高くなると残留応力が増加します。.真実
成形中に過度の圧力がかかると内部応力が加わり、反りが発生します。.
適切な冷却システム設計により、反りのリスクが軽減されます。.真実
均一な冷却により不均一な収縮を防ぎ、成形部品の歪みを軽減します。.
材料特性は反りにどのように影響しますか?
素材の小さな変化が製品全体にどう影響するのか、考えたことはありますか?とても興味深いですね!私たちが作るものを形作る隠れた力を見てみましょう。.
収縮率、結晶化度、熱膨張率といった材料特性は、プラスチック製造において非常に重要です。これらの特性は反り変形に大きく影響します。冷却と応力は材料の挙動に影響を与え、結果として変形につながる可能性があります。.
収縮率とその影響
収縮率10を初めて体験したのは、 PA を使ったプロジェクトでした。丁寧に作られた部品が、まるで魔法のトリックが失敗したかのように歪んでしまうのを目の当たりにしました。収縮率の高い材料は冷却時に大きく変化し、製品全体に異なる応力が生じます。射出成形において、これらの違いを無視することは、四角い釘を丸い穴に押し込もうとするようなものです。つまり、全く合わないのです。
| 材料 | 標準収縮率(%) |
|---|---|
| ポリアミド( PA ) | 0.8 – 2.0 |
| ポリプロピレン(PP) | 1.0 – 2.5 |
| アクリロニトリルブタジエンスチレン(ABS) | 0.4 – 0.8 |
結晶度の役割
結晶化度は収縮挙動に大きな役割を果たします。ポリエチレン(PE)のような結晶性プラスチックが冷却されて整然とした構造を形成する様子を想像してみてください。まるでパズルのピースがカチッとはまるようなものです。しかし、ピースが不均一に広がると反りが発生します。射出成形プロセス11 。
熱膨張係数
熱膨張係数(CTE)は、温度変化に伴う寸法変化を左右する重要な要素であることを発見しました。CTEの高い材料は溶融状態から大きく変化するため、反りを低減するには設計と加工工程における適切な制御が重要です。.
| 材料 | 熱膨張係数(µm/m°C) |
|---|---|
| ポリエチレン(PE) | 100 – 200 |
| ポリカーボネート(PC) | 65 – 70 |
| ナイロン | 80 – 120 |
機械的特性のバランス
弾性係数などの機械的特性が反りに与える影響には、しばしば驚かされます。剛性の低い材料は冷却時に応力を受けて曲がる可能性がありますが、機械的応力を均等に分散させることで、冷却12 。
材料の異方性挙動
異方性挙動は私にとって大きな発見でした。これらの材料では、収縮や強度といった特性が方向によって異なるのです。射出成形において、このような材料は一方向の収縮が他方向よりも大きくなる場合があり、設計段階で考慮しないと反りが発生します。この挙動を理解することは、成形品の欠陥削減に大きく貢献します。.
多くのプロジェクトで、反りはタマネギの層のように複雑であり、冷却システムや材料の詳細などの金型要因がそれぞれ製品の最終的な品質を決定する上で重要な役割を果たしていることを学びました。.
ポリアミドは ABS よりも収縮率が低くなります。.間違い
ポリアミドの収縮率は ABS (0.4-0.8%) よりも高くなります (0.8-2.0%)。.
CTE の高い材料は反りが発生しやすくなります。.真実
熱膨張係数の高い材料は寸法が大きく変化し、反りが発生します。.
反りを最小限に抑えるための効果的な戦略は何ですか?
生産ラインで反りに悩まされたことはありませんか?本当にイライラしますよね?この問題を解決する実用的な方法を探ってみましょう。製品を良好な状態に保ちましょう。.
反りを減らすには、冷却システムに注意を払い、射出圧力を慎重に調整し、適切な材料を選択してください。これらの方法は重要です。これらの方法は金型設計に焦点を当てており、プロセスパラメータにも焦点を当てています。材料の選択も重要な役割を果たします。材料の選択は歪みの低減につながり、品質を大幅に向上させます。.

カビの要因
-
冷却システム設計:金型設計を始めた頃、冷却システムの重要性に気づきました。冷却の不均一性は反りの主な原因です。冷却パイプが均等に配置されていないと、プラスチックの各部位の冷却速度が異なります。大きな平らな製品で、中央部分だけが冷却され、端が温かく残って冷却が不均一になってしまう状況を想像してみてください。
パラメータ 反りへの影響 冷却パイプサイズ 直径が小さいと冷却が不十分になる可能性がある パイプ間隔 間隔が広いと冷却が不均一になる -
離型機構:優れた離型システムがどれほど重要かを学びました。型から取り出す際に不均一な力が加わると、反りが生じる可能性があります。繊細なシェルを不均一な圧力で開ける様子を想像してみてください。ひび割れが生じたり、完全に壊れてしまう可能性もあります。
射出成形プロセスの要因
-
射出圧力:射出圧力は扱いが難しい問題です。射出時の圧力が高すぎると、残留応力が大きくなる可能性があります。かつては、圧力が高すぎることで製品に隠れた応力が残り、厚肉部で曲がりが発生しました。
-
金型温度:次に金型温度です。温度が高いと冷却が遅くなり、収縮が大きくなります。
温度係数 結果 金型温度 冷却時間が長いほど、収縮が大きくなります 溶融温度 流動性の向上、収縮率の向上 -
射出速度:射出速度は慎重に管理する必要があります。射出速度が速いとせん断応力が発生し、内部残留応力が生じ、脱型後の反り変形につながります。
プラスチック材料要因
-
収縮率:プラスチックについてですが、種類によって収縮率は異なります。ポリアミドのようなプラスチックは収縮率が高く、反りが発生します。
-
結晶度:結晶度も重要です。結晶化が不均一だと収縮率に差が出ます。
これらの要素を考慮し、スマートなソリューション13、メーカーは製品の反りを大幅に低減し、品質と効率を向上させることができます。より良い結果を得るには、特殊な成形方法14様々なプラスチック15、反りの少ない最適なものを選びましょう。
冷却が不均一だとプラスチック製品に反りが生じます。.真実
冷却が不均一だと収縮差が生じ、反りが発生します。.
金型温度を高くすると、射出成形時の反りが減少します。.間違い
金型温度が高くなると、冷却時間と収縮が増加し、反りが発生します。.
結論
射出成形における製品の反りは、冷却の不均一性、金型設計の欠陥、不適切な圧力設定、そして材料特性などによって発生します。これらの要因に対処することは、高品質な製造を実現するために不可欠です。.
-
冷却システムのレイアウトが製品の冷却の均一性にどのように影響し、収縮や反りにどのような影響を与えるかを調べます。. ↩
-
さまざまな射出圧力が成形プラスチック内の残留応力レベルにどのように影響するかを確認します。. ↩
-
反りリスクを効果的に軽減するのに役立つ射出成形のベスト プラクティスについて学習します。. ↩
-
反りリスクを効果的に軽減するのに役立つ射出成形のベスト プラクティスについて学習します。. ↩
-
反りリスクを効果的に軽減するのに役立つ射出成形のベスト プラクティスについて学習します。. ↩
-
反りリスクを効果的に軽減するのに役立つ射出成形のベスト プラクティスについて学習します。. ↩
-
反りリスクを効果的に軽減するのに役立つ射出成形のベスト プラクティスについて学習します。. ↩
-
射出圧力が成形プロセスに及ぼす影響についての洞察を得ることで、高品質な部品の設定を最適化できます。. ↩
-
反りを最小限に抑え、製品の品質を向上させるために射出圧力と保持圧力を設定するためのベスト プラクティスを紹介します。. ↩
-
このリンクでは、反りを管理する設計者にとって不可欠な、さまざまなプラスチックの収縮率に関する詳細なデータが提供されます。. ↩
-
製品の品質をより適切に管理するために、結晶度と射出成形プロセスの関係について学びます。. ↩
-
反りを最小限に抑え、均一な材料特性を確保するための効果的な冷却戦略を検討します。. ↩
-
このリンクでは、成形プロセス中の反りを低減するための実証済みの手法について、より詳しい情報を提供します。. ↩
-
製品の歪みを最小限に抑え、品質を向上させるのに役立つ射出成形の高度な方法を探ります。. ↩
-
さまざまなプラスチックの特性が反りにどのように影響するかを理解して、ニーズに合った適切な材料を選択する方法を学びます。. ↩






