

おもちゃの車のようなプラスチックのおもちゃ1の生産において、現代の製造の基礎ですこのプロセスにより、高効率と一貫性を備えた詳細で耐久性のある部品の大量生産が可能になり、規模の複雑なデザインを作成するのに理想的な選択肢となります。このブログ投稿では、射出成形機がおもちゃの車を作成し、プロセスに飛び込んで、材料、設計上の考慮事項、および実用的なアプリケーションを作成する方法を調べます。
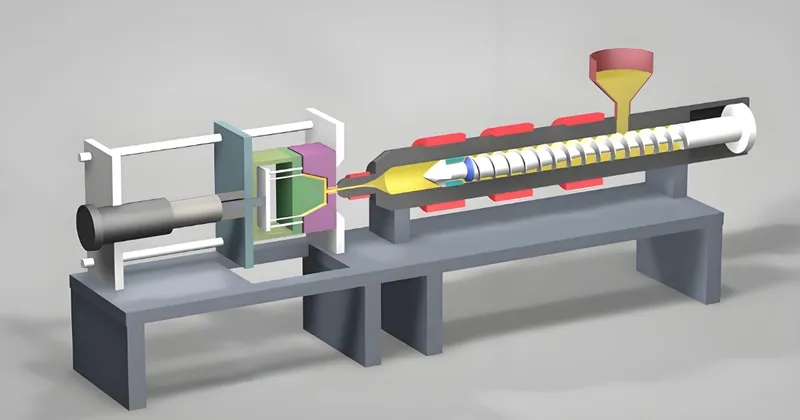
射出成形機は、プラスチックペレットを溶かし、溶融プラスチックを詳細な型に注入し、それを冷却して望ましい形状を形成し、完成した部分を排出し、複雑なデザインの効率的な大量生産を可能にすることにより、おもちゃの車を作成します。
このプロセスを理解することは、製造業者、デザイナー、愛好家にとって同様に重要です。これは、生産を最適化し、適切な材料を選択し、質の高い結果を確保する方法を明らかにするためです。段階的に分解しましょう。
射出成形は、大量のおもちゃの車を生産するための最も費用対効果の高い方法です。真実
大量生産走行の高速とユニットごとのコストが低いため、射出成形は大量生産に優れています。
射出成形は、プラスチックのおもちゃにのみ使用できます。間違い
プラスチックには主に使用されていますが、射出成形は、特定の用途の金属などの他の材料にも適応できます。
射出成形とは何ですか?
射出成形2と呼ばれる射出成形は、溶融プラスチックが高圧下でカビに注入される製造プロセスです。その後、プラスチックが冷却され、希望の形状に固まり、排出される前に固まります。この方法は、大量の同一の部品を生産するのに非常に効率的であるため、おもちゃの車に最適です。
射出成形の分類
射出成形は、いくつかの方法で分類できます。
-
プロセスの視点:これは、高圧注入の使用によって区別される、成形プロセスの一種であり、鋳造技術のサブセットです。
-
材料の視点:主にポリプロピレン(PP)、ポリエチレン(PE)、ポリスチレン(PS)、アクリロニトリルブタジエンスチレン(ABS)などの熱プラスチック3を

- アプリケーションの観点:おもちゃ、自動車部品、電子機器などの消費者製品に広く適用されており、おもちゃの車は精度と量の必要性のために典型的な例です。
おもちゃの車の場合、射出成形は、一貫して大量に詳細で耐久性のある部品を生成できるため、輝いています。
おもちゃの自動車生産における射出成形の典型的なアプリケーションシナリオは何ですか?
射出成形は、特に複雑なディテールと信頼性の高い品質を備えたプラスチックのおもちゃの車を生産するための、おもちゃ業界の頼りになる方法です。

、大量の耐久性のある部品を大量に作成することができるため、MattelやLegoなどのブランドによるものなど、大量生産するおもちゃの車4に最適です
| アプリケーションシナリオ | 説明 |
|---|---|
| 量産 | 均一な品質の数千または数百万ユニットを生産するのに最適です。 |
| 複雑なデザイン | ボディ、車輪、インテリアなどの詳細な機能を備えたおもちゃの車に最適です。 |
| 一貫した品質 | モデルまたはリモート制御された車に不可欠な、緊密な耐性と再現性を保証します。 |
他のテクノロジーと比較した長所と短所
射出成形は、代替方法と比較すると際立っています。
| テクノロジー | 長所 | 短所 |
|---|---|---|
| 射出成形 | 大量の高速、一貫した品質、1部あたりの低コスト | 初期型コストが高く、小さなバッチには理想的ではありません |
| 3D プリント | プロトタイプには柔軟性があり、カビは必要ありません | より遅い、より高い部分あたりのコスト、限られた材料 |
| ダイキャスティング | 耐久性のある金属のおもちゃに最適です | より高い材料コスト、プラスチックのおもちゃにはそれほど適していません |
| ブロー成形 | 中空の部品に適しており、特定の形状に費用対効果が高い | しっかりとした詳細なおもちゃの車には適していません |
射出成形は、すべてのおもちゃの自動車生産に最適です。間違い
大量に優れていますが、3D印刷などの方法は、プロトタイプや小さな実行に適している場合があります。
射出成形は、おもちゃの自動車生産において一貫した品質を保証します。真実
高品質のおもちゃに不可欠な、強烈な許容範囲と均一な部品を提供します。
おもちゃの車の射出成形プロセスのステップは何ですか?
おもちゃの車の射出成形プロセスは、高品質で詳細な部分を保証する一連のステップの正確なシーケンスです。
おもちゃの車の射出成形プロセスには、デザイン、金型製造、機械のセットアップ、生産サイクル5 、およびポスト処理が含まれ、それぞれ品質と効率に重要です。

設計フェーズ
エンジニアはCADソフトウェアを使用しておもちゃの車を設計し、ホイールの配置、体型、安全基準などの詳細を考慮します。このステップにより、部品が審美的で機能的なニーズを満たすことが保証されます。
カビのデザインと製造
通常、スチールまたはアルミニウムから作られた精密金型は、おもちゃの車の形に合わせて作られています。複雑なデザインには、アンダーカットのサイドアクション(ホイールウェルなど)のような機能が含まれる場合があります。
マシンのセットアップ
射出成形機は、重要なパラメーターで構成されています。

-
バレル温度:プラスチックに応じて、200〜300°C。
-
カビの温度: 20〜80°C。
-
噴射圧力: 500〜2000バー。
-
冷却時間:部分の厚さに基づいて調整されます。
これらの設定は、反りや不完全な充填などの欠陥を避けるために不可欠です。
生産サイクル
-
融解:プラスチックペレットをホッパーに供給し、バレルで溶かします。
-
注入:溶融プラスチックが高圧下でカビの空洞に注入されます。

-
冷却:プラスチックは冷却して固化し、型の形をとります。
-
排出:金型が開き、部分が排出され、多くの場合、複雑な形状の空気圧援助があります。
後処理
余分なプラスチック(ゲートやランナーなど)がトリミングされており、塗装やアセンブリ(ホイールの取り付けなど)などの追加のステップが完了する場合があります。
射出成形プロセスは、常に欠陥のない完全な部品を生成します。間違い
パラメーターが最適化されていない場合、短いショットやシンクマークのような欠陥が発生する可能性があります。
適切なマシンのセットアップは、おもちゃの車の部品の欠陥を防ぐために重要です。真実
温度や圧力などのパラメーターは、品質のために正確に制御する必要があります。
おもちゃの車の射出成形に一般的に使用される材料は何ですか?
材料の選択は、射出成形の重要な要素であり、プロセスとおもちゃの最終的な特性の両方に影響を与えます。

玩具車の一般的な材料には、ポリプロピレン(PP)、ポリエチレン(PE)、ポリスチレン(PS)、およびアクリロニトリルブタジエンスチレン(ABS)が含まれます。
| 材質の種類 | プロパティ | アプリケーション |
|---|---|---|
| ポリプロピレン(PP) | タフで柔軟な、耐衝撃性 | 車体、車輪 |
| ポリエチレン(PE) | 費用対効果が高く、強力ではありません | よりシンプルなデザイン、予算のおもちゃ |
| ポリスチレン(PS) | 硬く、澄んだ、脆い | 装飾的な部分、窓 |
| アクリロニトリル・ブタジエン・スチレン(ABS) | 強く、耐えられる、良い仕上げ | 高品質のおもちゃ、詳細な部品 |
プロセスと製品への重要な影響
各資料には、特定のプロセス調整が必要です。

-
PP:収縮率が高く、慎重な冷却制御が必要です。
-
PE:融点が低く、処理が簡単です。
-
PS:脆い、亀裂を避けるために穏やかな取り扱いが必要です。
-
ABS:高コストですが、耐久性のある詳細な部品には優れています。
安全性も重要です。材料は非毒性であり、子供の使用に堅牢でなければなりません。
ABSは、おもちゃの車に最も一般的に使用される材料です。真実
ABSは、その強度、耐衝撃性、および詳細な部分を生成する能力に好まれています。
すべてのプラスチックは、射出成形のおもちゃの車に適しています。間違い
一部のプラスチックは、おもちゃの安全性や耐久性の基準を満たしていない場合があります。
おもちゃの車の射出成形プロセスの重要なパラメーターは何ですか?
最適化プロセスパラメーター6は、欠陥のないおもちゃの車を生産するために不可欠です。
おもちゃの車の射出成形の重要なパラメーターには、噴射速度、圧力、冷却時間、およびカビの温度が含まれます。これは、品質のために微調整する必要があります。

射出速度
プラスチック注入速度はカビの充填に影響します。遅すぎると、プラスチックが早く冷却されます。速すぎると、空気を閉じ込めたり、乱流を引き起こしたりする可能性があります。
保圧
注射後の圧力は金型とオフセットの収縮を詰め込みます。誤った設定は、シンクマークやボイドにつながる可能性があります。
冷却時間
冷却時間は、部品がいつ排出されるかを決定します。短すぎて、ゆがんでいます。長すぎて効率が低下します。

金型温度
これは冷却速度と表面仕上げに影響を与え、欠陥を避けるためにバランスを必要とします。
これらのパラメーターは相互作用し、各設計と素材の正確なキャリブレーションを必要とします。
注入速度を最適化することは、おもちゃの車の部品の欠陥を防ぐために重要です。真実
正しい速度により、エアトラップや乱流なしで完全な充填が保証されます。
冷却時間は、最終的な部分の品質に影響を与えません。間違い
不適切な冷却は、反りや寸法の不正確さを引き起こす可能性があります。
射出成形中のおもちゃの車の設計上の考慮事項は何ですか?
射出成形用のおもちゃの車を設計するには、製造可能性と品質を確保するために慎重に計画する必要があります。
射出成形におけるおもちゃの車の主要な設計上の考慮事項には、均一な壁の厚さ7 、ドラフト角8 、鋭い角の避け、ゲートの配置9 、適切な通気式が含まれます。

均一な肉厚
一貫した厚さは、冷却を確保することにより、ゆがみとシンクマークを防ぎます。
抜き勾配角度
1〜2度の角度は、簡単な排出を容易にし、部品や金型への損傷リスクを軽減します。
鋭いコーナーを避けます
丸い角は、ストレス集中を避けて、流れと強度を改善します。

ゲートの配置
ゲートは目に見えるマークを最小限に抑える必要があります。多くの場合、車の下側のような隠された領域に配置されます。
適切な通気
通気口により、空気が逃げ、トラップが防止され、完全なカビの充填が確保されます。
均一な壁の厚さは、噴射型のおもちゃの車の欠陥を防ぐために重要です。真実
冷却さえし、ワーピングまたはシンクマークを減らします。
ドラフト角度は、射出成形では不要です。間違い
それらは、排出を簡単にし、損傷を防ぐために不可欠です。
射出成形がおもちゃの自動車生産に適しているかどうかを判断する方法は?
射出成形の選択は、ボリューム、複雑さ、予算などの特定のプロジェクトのニーズに依存します。
射出成形は、初期型コストが高いにもかかわらず、大量、複雑なデザイン、プラスチック材料が必要な場合、おもちゃの自動車生産に最適です。

意思決定プロセス
これらの質問をする:
-
ボリューム:高(> 10,000ユニット)?射出成形は費用対効果が高い。
-
複雑さ:複雑な詳細?射出成形が優れています。
-
素材:プラスチック?射出成形は適合します。
-
予算:金型コストをカバーできますか?はいの場合、続行します。
小規模な実行またはプロトタイプの場合、 3Dプリント10は、前払いコストの削減により優れている可能性があります。
射出成形は、常におもちゃの自動車の生産に最適です。間違い
小さなバッチまたはプロトタイプの場合、3D印刷などの代替品の方が経済的になる場合があります。
初期カビのコストが高いため、すべてのメーカーに射出成形が不適切になります。真実
小規模生産者は、投資が挑戦的であり、他の方法を支持するかもしれません。
射出成形は、より広い製造生態系に適合します。
おもちゃの車の射出成形に関連する技術には、デザインとプロトタイピング、カビ製造11 、ポスト処理、ダイカスト、押出、ブロー成形が含まれます。

上流のプロセス
-
設計とプロトタイピング:デザインをテストするための初期モデル用の3D印刷。
-
カビ製造:金型を作成するための精密機械加工。
ダウンストリームプロセス
- 後処理:トリミング、塗装、アセンブリ、および品質チェック。

関連技術
-
ダイキャスティング:耐久性を提供する金属ごとのおもちゃの車用。
-
押し出し:継続的な形状の場合、おもちゃの車には典型的ではありません。
-
ブローモールディング:中空の部品の場合は、固体のおもちゃには適していません。
これらの接続は、メーカーが最良のアプローチを選択するのに役立ちます。
3Dプリンティングは、おもちゃの自動車生産のための射出成形の直接的な競争相手です。間違い
3Dプリンティングはプロトタイプに適していますが、射出成形は大量生産用です。
後処理は、おもちゃの車の射出成形に不可欠なステップです。真実
トリミング、ペインティング、アセンブリが最終製品を完成させます。
結論
射出成形は、おもちゃの車を作成するための強力で効率的な方法であり、大量生産12 、デザインの複雑さ、および材料の汎用性13 。設計や材料の選択から機械のセットアップや後処理まで、このプロセスを理解することで、製造業者は高品質で耐久性のあるおもちゃを費用対効果に高めることができます。初期コストは急な場合がありますが、速度、一貫性、およびスケーラビリティの利点により、大規模なおもちゃの自動車製造の最大の選択肢になります。
-
プラスチックのおもちゃの生産における射出成形の利点を発見し、製造プロセスに関する知識を高めます。 ↩
-
このリンクを調べて、射出成形、その用途、および製造におけるその重要性をより深く理解してください。 ↩
-
製造や設計に興味がある人にとっては、熱可塑性科学と射出成形におけるそれらの重要性について学びます。 ↩
-
市場のダイナミクスを理解するために重要な、おもちゃの品質と可用性に対する大量生産の影響について学びます。 ↩
-
高品質の玩具製造を確保するために不可欠な射出成形プロセスの詳細な手順を発見してください。 ↩
-
プロセスパラメーターについて学習することで、効率を改善し、射出成形の欠陥を軽減するのに役立ちます。 ↩
-
均一な壁の厚さを理解することは、反りを防ぎ、射出成形製品の品質を確保するために重要です。詳細な洞察については、このリンクを調べてください。 ↩
-
ドラフト角度は、簡単に排出され、損傷のリスクを減らすために不可欠です。射出成形の重要性については、こちらをご覧ください。 ↩
-
適切なゲート配置は、目に見えるマークを最小限に抑え、製品の品質を向上させます。デザインを最適化するためのベストプラクティスを発見してください。 ↩
-
3Dプリンティングがプロトタイプや小規模な実行の費用対効果の高い代替品になる方法を学び、デザインの汎用性を提供します。 ↩
-
さまざまな製造プロセスで高品質の金型を作成するために不可欠なカビ製造の複雑さを発見してください。 ↩
-
大量生産技術が効率を高め、玩具製造のコストを削減する方法を学びます。 ↩
-
製造プロセスにおける材料の汎用性の重要性と、製品の品質への影響を発見してください。 ↩



