

プラスチック製玩具の製造において、その基盤となっています。このプロセスは、精巧で耐久性のある部品を高効率かつ均一に大量生産することを可能にし、複雑なデザインを大規模に製造するのに最適な選択肢となっています。このブログ記事では、射出成形機がどのようにおもちゃの車を作るのか、そのプロセス、材料、設計上の考慮事項、そして実際の用途について詳しく解説します。
射出成形機は、プラスチックペレットを溶かし、その溶けたプラスチックを精密な金型に注入し、冷却して希望の形状に成形し、完成した部品を取り出すことでおもちゃの車を作成し、複雑なデザインを効率的に大量生産することを可能にします。.
このプロセスを理解することは、製造者、デザイナー、そして愛好家にとって非常に重要です。なぜなら、このプロセスによって、生産を最適化し、適切な材料を選択し、高品質な成果物を確保する方法が明らかになるからです。それでは、ステップごとに解説していきましょう。.
射出成形は、おもちゃの車を大量生産するのに最も費用対効果の高い方法です。.真実
射出成形は、大量生産において高速かつ単位当たりのコストが低いため、大量生産に優れています。.
射出成形はプラスチック製のおもちゃにのみ使用できます。.間違い
射出成形は主にプラスチックに使用されますが、特定の用途では金属などの他の材料にも適応できます。.
射出成形とは何ですか?
射出成形とも呼ばれる)は、溶融したプラスチックを高圧下で金型に注入する製造プロセスです。プラスチックは冷却され、所定の形状に固化してから取り出されます。この方法は、同一部品を大量に生産するのに非常に効率的であるため、おもちゃの車に最適です。
射出成形の分類
射出成形はいくつかの方法で分類できます。
-
プロセスの観点:高圧射出成形を使用する点を特徴とする、鋳造技術のサブセットである成形プロセスの一種です。
-
材料の観点:ポリプロピレン (PP)、ポリエチレン (PE)、ポリスチレン (PS)、アクリロニトリルブタジエンスチレン (ABS) などの熱可塑性プラスチック3 を使用します

- アプリケーションの観点:おもちゃ、自動車部品、電子機器などの消費者向け製品に広く応用されており、おもちゃの車は精度と量が求められるため代表的な例です。
おもちゃの車の場合、射出成形は精密で耐久性のある部品を一貫して大量に生産できるため優れています。.
おもちゃの車の製造における射出成形の一般的な応用シナリオは何ですか?
射出成形は玩具業界では定番の方法で、特に複雑なディテールと信頼性の高い品質を備えたプラスチック製のおもちゃの車の製造に使用されます。.

、精密で耐久性のある部品を大量に製造できるため、マテルやレゴなどのブランドのおもちゃの車4 のに最適です
| アプリケーションシナリオ | 説明 |
|---|---|
| 量産 | 均一な品質で数千または数百万個のユニットを生産するのに最適です。. |
| 複雑なデザイン | 車体、ホイール、内装などの詳細な特徴を備えたおもちゃの車に最適です。. |
| 一貫した品質 | 模型車やリモートコントロールカーに不可欠な厳密な許容誤差と再現性を保証します。. |
他の技術と比較した長所と短所
射出成形は他の方法と比べて優れています:
| テクノロジー | 長所 | 短所 |
|---|---|---|
| 射出成形 | 高速、安定した品質、大量生産でも部品当たりのコストが低い | 金型の初期コストが高く、小ロット生産には適さない |
| 3Dプリント | プロトタイプに柔軟に対応、金型は不要 | 遅い、部品コストが高い、材料が限られている |
| ダイカスト | 金属製のおもちゃに最適、耐久性あり | 材料費が高く、プラスチック製のおもちゃには適さない |
| ブロー成形 | 中空部品に適しており、特定の形状ではコスト効率に優れています | しっかりとした、精巧なおもちゃの車には不向き |
射出成形はあらゆるおもちゃの車の生産に最適な選択肢です。.間違い
大量生産には最適ですが、プロトタイプや少量生産には 3D プリントなどの方法が適している場合があります。.
射出成形により、おもちゃの車の生産において一貫した品質が保証されます。.真実
高品質の玩具に不可欠な、厳しい公差と均一な部品を実現します。.
おもちゃの車の射出成形プロセスの手順は何ですか?
おもちゃの自動車の射出成形プロセスは、高品質で詳細な部品を保証する一連の正確な手順です。.
おもちゃの車の射出成形プロセスには、設計、金型製作、機械のセットアップ、生産サイクル5 、後処理が含まれており、それぞれが品質と効率にとって重要です。

設計フェーズ
エンジニアはCADソフトウェアを用いておもちゃの車を設計し、車輪の配置、ボディの形状、安全基準といった細部を考慮します。この工程により、部品が美観と機能の要件を満たしていることが保証されます。.
金型設計と製造
おもちゃの車の形状に合わせて、通常は鋼鉄またはアルミニウム製の精密金型が製作されます。複雑なデザインには、アンダーカット(例:ホイールハウス)のためのサイドアクションなどの特徴が含まれる場合があります。.
マシンのセットアップ
射出成形機は、以下の主要なパラメータで構成されています。

-
バレル温度:プラスチックに応じて 200 ~ 300°C。
-
金型温度: 20~80℃。
-
射出圧力: 500~2000 bar。
-
冷却時間:部品の厚さに応じて調整されます。
これらの設定は、反りや不完全な充填などの欠陥を避けるために不可欠です。.
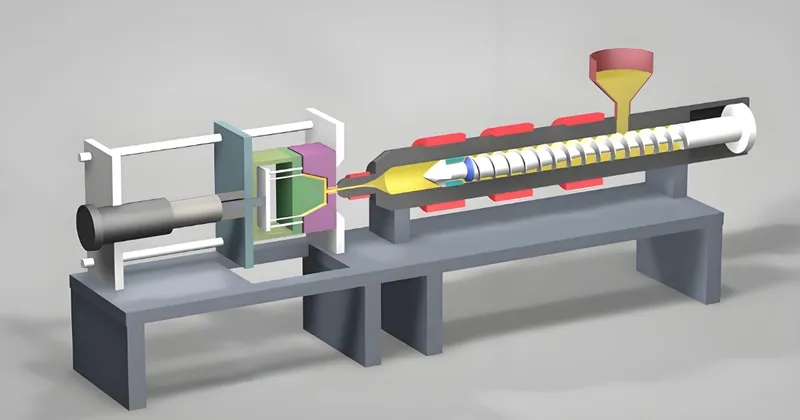
生産サイクル
-
溶融:プラスチックペレットがホッパーに投入され、バレル内で溶融されます。
-
射出成形:溶融プラスチックを高圧下で金型キャビティに注入します。

-
冷却:プラスチックが冷えて固まり、金型の形状になります。
-
排出:金型が開き、部品が排出されます。複雑な形状の場合は空気圧による補助が使用されることが多いです。
後処理
余分なプラスチック(ゲートやランナーなど)が切り取られ、塗装や組み立て(ホイールの取り付けなど)などの追加手順が完了する場合があります。.
射出成形プロセスでは、常に欠陥のない完璧な部品が生産されます。.間違い
パラメータが最適化されていない場合、ショートショットやヒケなどの欠陥が発生する可能性があります。.
おもちゃの車の部品の欠陥を防ぐには、適切な機械のセットアップが重要です。.真実
品質を保つには、温度や圧力などのパラメータを正確に制御する必要があります。.
おもちゃの車の射出成形によく使用される材料は何ですか?
材料の選択は射出成形において重要な要素であり、プロセスとおもちゃの車の最終的な特性の両方に影響を与えます。.

おもちゃの自動車の一般的な素材には、耐久性、安全性、コスト効率を考慮して選ばれたポリプロピレン (PP)、ポリエチレン (PE)、ポリスチレン (PS)、アクリロニトリルブタジエンスチレン (ABS) などがあります。.
| 素材の種類 | プロパティ | アプリケーション |
|---|---|---|
| ポリプロピレン(PP) | 丈夫で柔軟性があり、耐衝撃性に優れています | 車体、ホイール |
| ポリエチレン(PE) | コスト効率は良いが、強度は低い | よりシンプルなデザイン、お手頃価格のおもちゃ |
| ポリスチレン(PS) | 硬い、透明な、脆い | 装飾部品、窓 |
| アクリロニトリルブタジエンスチレン(ABS) | 強度、耐衝撃性、仕上がり良好 | 高品質のおもちゃ、細部までこだわったパーツ |
プロセスと製品への重大な影響
各材料には特定のプロセス調整が必要です。

-
PP:収縮率が高いため、慎重な冷却制御が必要です。
-
PE:融点が低いので加工が容易です。
-
追記:脆いので、割れを防ぐために丁寧な取り扱いが必要です。
-
ABS:コストは高くなりますが、耐久性のある詳細な部品に最適です。
安全性も重要です。子供が使用するために、素材は無毒で丈夫なものでなければなりません。.
ABS はおもちゃの車に最もよく使われる素材です。.真実
ABS は、強度、耐衝撃性、および詳細な部品を製造できる能力があるため好まれています。.
すべてのプラスチックはおもちゃの車の射出成形に適しています。.間違い
一部のプラスチックは、玩具の安全性や耐久性の基準を満たしていない場合があります。.
おもちゃの車の射出成形プロセスにおける重要なパラメータは何ですか?
欠陥のないおもちゃの車を生産するには、プロセスパラメータ6を最適化すること
おもちゃの車の射出成形における重要なパラメータには、射出速度、保持圧力、冷却時間、金型温度などがあり、品質のためにはこれらを微調整する必要があります。.

射出速度
プラスチックの射出速度は金型の充填に影響を与えます。速度が遅すぎるとプラスチックが早期に冷却され、速すぎると空気が閉じ込められたり乱流が発生したりする可能性があります。.
保持圧力
射出後圧力は金型を圧縮し、収縮を相殺します。設定が不適切だと、ヒケやボイドが発生する可能性があります。.
冷却時間
冷却時間は部品の取り出しタイミングを決定します。短すぎると変形し、長すぎると効率が低下します。.

金型温度
これは冷却速度と表面仕上げに影響するため、欠陥を避けるためにバランスを取る必要があります。.
これらのパラメータは相互作用するため、設計と材料ごとに正確な調整が必要になります。.
おもちゃの車の部品の欠陥を防ぐためには、射出速度を最適化することが重要です。.真実
正しい速度により、エアトラップや乱流のない完全な充填が保証されます。.
冷却時間は最終的な部品の品質に影響を与えません。.間違い
不適切な冷却は、反りや寸法の不正確さを引き起こす可能性があります。.
射出成形におけるおもちゃの車の設計上の考慮事項は何ですか?
射出成形用のおもちゃの車を設計するには、製造性と品質を確保するために慎重な計画が必要です。.
射出成形におけるおもちゃの車の設計上の重要な考慮事項には、均一な壁の厚さ7 、ドラフト角度8 、鋭角の回避、ゲートの配置9 、適切な換気などがあります。

均一な壁の厚さ
均一な厚さにより均一な冷却が保証され、反りやヒケを防止します。.
ドラフト角度
1 ~ 2 度の角度により、簡単に取り出せるようになり、部品や金型が損傷するリスクが軽減されます。.
鋭角を避ける
角を丸くすることで流動性と強度が向上し、応力の集中を回避できます。.

ゲートの配置
ゲートは、車の下側などの隠れた場所に配置されることが多いため、目立つ跡を最小限に抑える必要があります。.
適切な換気
通気孔により空気が抜け、閉じ込めを防ぎ、金型の完全な充填を保証します。.
均一な壁の厚さは、射出成形されたおもちゃの車の欠陥を防ぐために重要です。.真実
均一な冷却を保証し、反りやヒケを軽減します。.
射出成形では抜き勾配は不要です。.間違い
簡単に取り出せるようにし、損傷を防ぐために不可欠です。.
おもちゃの車の製造に射出成形が適しているかどうかを判断するにはどうすればよいですか?
射出成形の選択は、数量、複雑さ、予算などの特定のプロジェクトのニーズによって異なります。.
射出成形は、初期の金型コストが高いにもかかわらず、大量生産、複雑なデザイン、プラスチック材料が必要な場合のおもちゃの車の生産に最適です。.

意思決定プロセス
次の質問をしてください。
-
生産量:多い (>10,000 個) 場合、射出成形はコスト効率に優れています。
-
複雑さ:複雑な詳細? 射出成形が優れています。
-
材質:プラスチック?射出成形フィット。
-
予算:金型費用を負担できますか? 負担できる場合は、次に進んでください。
少量生産や試作品の場合は、初期コストが低いため 3D プリント10
おもちゃの車の製造には、射出成形が常に最良の選択です。.間違い
少量生産や試作品の場合は、3D プリントなどの代替手段の方が経済的な場合があります。.
初期の金型コストが高いため、射出成形はすべての製造業者にとって適していません。.真実
小規模生産者は投資が困難だと感じ、他の方法を好むかもしれません。.
射出成形は、より広範な製造エコシステムに適合します。.
おもちゃの車の射出成形に関連する技術には、設計と試作、金型製作11 、後処理、ダイカスト、押し出し、ブロー成形などがあります。

上流プロセス
-
設計とプロトタイピング:設計をテストするための初期モデルの 3D プリント。
-
金型製作:金型を作成するための精密機械加工。
下流プロセス
- 後処理:トリミング、塗装、組み立て、品質チェック。

関連技術
-
ダイカスト:耐久性に優れた金属製のおもちゃの車用。
-
押し出し:連続した形状用。おもちゃの車では一般的ではありません。
-
ブロー成形:中空部品用。固形のおもちゃには適していません。
これらの接続は、メーカーが最適なアプローチを選択するのに役立ちます。.
3D プリントは、おもちゃの車の製造における射出成形の直接的な競合相手です。.間違い
3D プリントは試作品に適しており、射出成形は大量生産に適しています。.
おもちゃの車の射出成形では、後処理が重要なステップです。.真実
トリミング、塗装、組み立てにより最終製品が完成します。.
結論
射出成形は、おもちゃの車を製造するための強力かつ効率的な方法であり、大量生産12 、デザインの複雑さ、そして材料の多様性13。設計と材料の選択から機械のセットアップ、後処理まで、このプロセスを理解することで、メーカーは高品質で耐久性のあるおもちゃを費用対効果の高い方法で製造できます。初期コストは高額になる可能性がありますが、スピード、一貫性、そして拡張性という利点により、大規模なおもちゃの車の製造に最適な選択肢となっています。
-
プラスチック玩具の製造における射出成形の利点を理解し、製造プロセスに関する知識を深めます。. ↩
-
このリンクを参照すると、射出成形、その用途、製造におけるその重要性についてより深く理解できます。. ↩
-
製造と設計に関心のある人にとって重要な、熱可塑性プラスチックと射出成形におけるその重要性について学びます。. ↩
-
市場の動向を理解する上で重要な、大量生産が玩具の品質と入手可能性に与える影響について学びます。. ↩
-
高品質の玩具製造に不可欠な、射出成形プロセスの詳細な手順をご覧ください。. ↩
-
プロセスパラメータについて学ぶことで、射出成形の効率を向上させ、欠陥を減らすことができます。. ↩
-
均一な肉厚を理解することは、射出成形製品の反りを防止し、品質を確保する上で非常に重要です。詳細については、こちらのリンクをご覧ください。. ↩
-
抜き勾配は、部品の取り出しを容易にし、損傷リスクを軽減するために不可欠です。射出成形における抜き勾配の重要性については、こちらをご覧ください。. ↩
-
ゲートを適切に配置することで、目に見える痕跡を最小限に抑え、製品品質を向上させることができます。設計を最適化するためのベストプラクティスをご紹介します。. ↩
-
3D プリントがプロトタイプや少量生産にコスト効率の高い代替手段となり、デザインの多様性を実現する仕組みを学びます。. ↩
-
さまざまな製造プロセスで高品質の金型を作成するために不可欠な、金型製造の複雑さについて説明します。. ↩
-
大量生産技術が玩具製造における効率を高め、コストを削減する方法を学びます。. ↩
-
製造プロセスにおける材料の多様性の重要性とそれが製品品質に与える影響について説明します。. ↩





