

射出成形機がどのように中空部品を作るのか興味がありますか?ここはまさにうってつけです!この魅力的な世界に一緒に飛び込みましょう!
射出成形機は、主にブロー成形、ガスアシスト射出成形、発泡射出成形によって中空部品を製造します。各成形方法は、部品の設計、材料、製造要件に基づいて選択され、汎用性と効率性を実現します。.
これらの基本的な手法を理解することは、ほんの始まりに過ぎません。それぞれの技術が多様な産業ニーズにどのように応えているのか、さらに深く掘り下げていきましょう。
射出成形機は中空部品を生産することができます。.真実
射出成形機はブロー成形のような方法を使用して中空の部品を作成します。.
ブロー成形とは何か?どのように機能するのか?
ブロー成形とそれが現代の製造業に与える影響についてご興味がありますか?中空部品製造の背後にある魔法をご覧ください。.
ブロー成形は、金型内でプリフォームを空気圧で膨張させ、中空のプラスチック製品を製造する製造プロセスです。この技術は、ボトルや容器などの製品を効率的かつ安定的に製造するのに最適です。.

ブロー成形プロセスを理解する
ブロー成形は、通常は射出成形によって製造されるプリフォームの作成から始まります。このプリフォームは試験管のような形状で、プラスチックでできています。プリフォームが完成すると、加熱されて金型内に配置されます。.
その後、空気圧をかけることでプリフォームが膨張し、金型のキャビティの形状に沿って成形されます。その結果、均一な肉厚の中空部品が得られます。この方法は高い精度を誇り、ペットボトル、燃料タンク、その他の容器などの製造に非常に適しています。.
ブロー成形の種類
-
押出ブロー成形
これは、産業界で最も一般的なブロー成形方法です。パリソンと呼ばれるプラスチックチューブを金型に押し出します。金型が閉じてパリソンが切断され、そこに空気が吹き込まれ、中空の製品が作られます。.
-
射出ブロー成形
この方法は主に薬瓶などの小型精密部品に使用され、ブロー成形の前に溶融プラスチックをプリフォームキャビティに注入します。.
-
ストレッチブロー成形
PET ボトルの製造によく使用されるこのプロセスでは、吹き込む前にプラスチックを引き伸ばし、材料の強度と透明度を向上させます。.
ブロー成形の利点
- 生産効率: ブロー成形により生産サイクルが迅速化され、リードタイムが大幅に短縮されます。
- 多様なデザイン: 複雑な形状やサイズを作成できるため、さまざまな業界の要求に応えます。
- コスト効率: 材料の使用を最適化し、廃棄物を最小限に抑えることで、ブロー成形は生産コストを削減します。
ブロー成形の産業用途
ブロー成形は汎用性が高く、さまざまな業界で使用されています。
| 業界 | 応用 |
|---|---|
| 自動車 | 燃料タンク、ダクト |
| パッケージ | ボトル、容器 |
| 消費財 | おもちゃ、家庭用品 |
| 医学 | 点滴バッグ、医療ボトル |
結論として、 ブロー成形技術1 、様々な分野が効率的で革新的な製造プロセスからどのような恩恵を受けるかを理解することができます。それぞれのブロー成形方法は、特定の生産ニーズに合わせてカスタマイズされた独自の利点を提供します。
ブロー成形により固体のプラスチック製品が作られます。.間違い
ブロー成形では、固体ではなく中空のプラスチック製品が作られます。.
ストレッチブロー成形により材料の強度が向上します。.真実
吹き付ける前に伸ばすと、素材の強度と透明度が向上します。.
ガスアシスト射出成形は部品の生産性をどのように向上させるのでしょうか?
ガスアシスト射出成形は部品製造に革命をもたらします。しかし、具体的にどのような違いをもたらすのでしょうか?
ガスアシスト射出成形は、材料使用量の削減、サイクルタイムの短縮、構造強度の向上により、部品の生産性を向上させます。この技術では、溶融プラスチックに高圧ガスを導入することで、強度を維持しながら材料使用量を削減する中空部を形成します。.
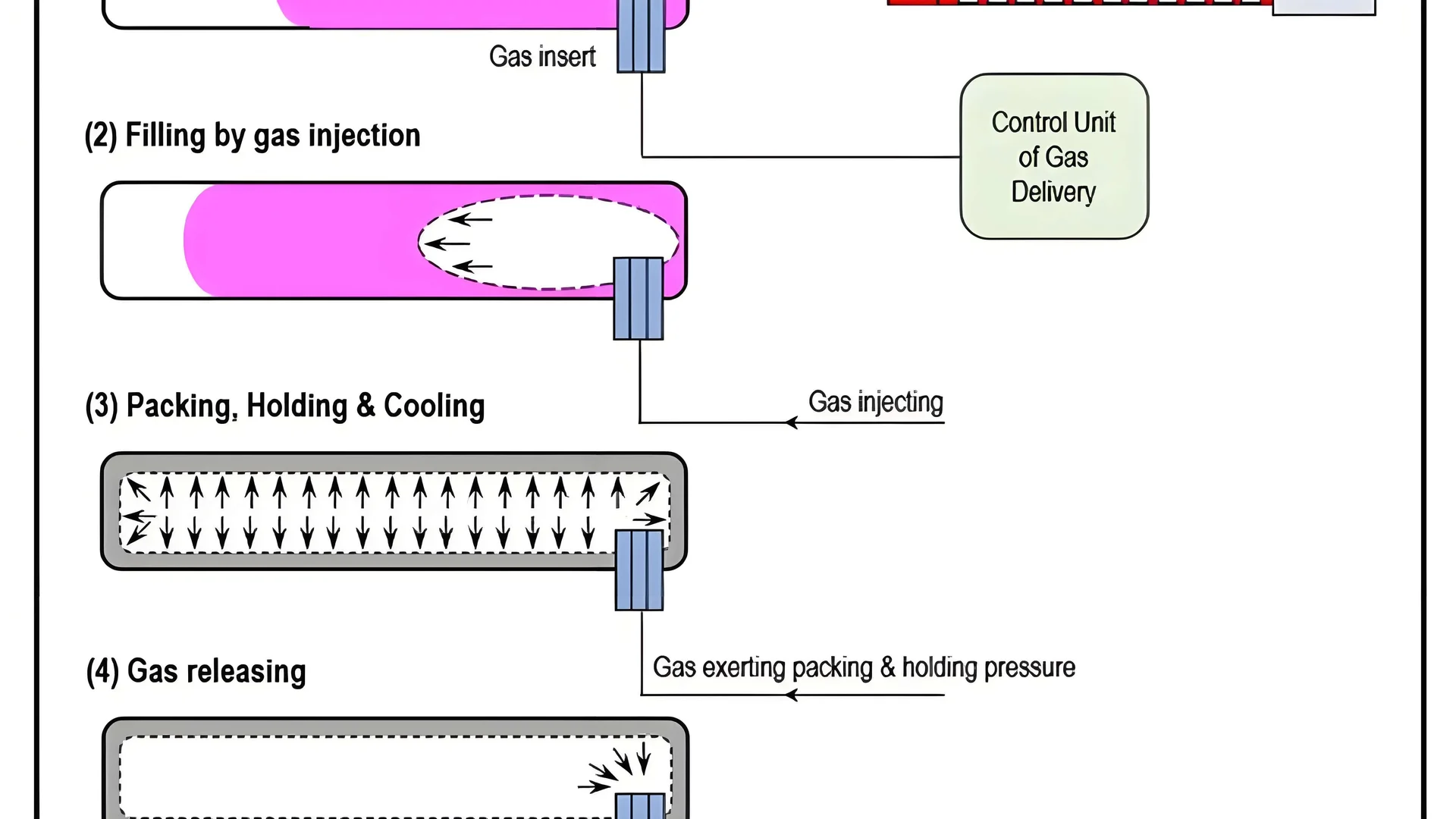
ガスアシスト射出成形プロセス
ガスアシスト射出成形では、金型内の溶融プラスチックに高圧ガスを注入します。このプロセスにより、部品内に中空部が形成され、必要なプラスチックの量が大幅に削減されます。ガスは溶融プラスチック内を移動し、金型壁に押し付けることで、強度と剛性を維持する薄い中空部を形成します。.
この方法は、均一な肉厚と構造的完全性が求められる複雑な形状の大型部品に特に効果的です。材料を均一に分散させることで、ヒケや反りを最小限に抑え、最終製品全体の品質を向上させます。.
従来の方法に対する利点
従来の射出成形と比較して、ガスアシスト法にはいくつかの重要な利点があります。
- 材料効率: 中空セクションを作成することにより、この技術ではプラスチックの使用量が大幅に削減され、コストの節約と廃棄物の削減につながります。
- サイクルタイムの短縮: 壁が薄いため冷却時間が短縮され、生産プロセス全体が高速化されます。
- 部品品質の向上: 成形中の圧力の均一な分散により、表面仕上げが向上し、ヒケなどの欠陥が減少します。
アプリケーションと例
ガスアシスト射出成形は、自動車や消費財など、大型で複雑な部品を必要とする業界で広く利用されています。例えば、自動車メーカーは、ハンドルやパネルなど、軽量でありながら頑丈な部品の製造にこのプロセスを採用しています。家具や家電製品の部品といった消費財も、ガスアシスト法による強度とコスト効率の恩恵を受けています。.
これらの要素を生産に取り入れることで、効率と品質を大幅に向上させることができます。ガスアシスト射出成形の仕組みを理解することで、特定の用途における潜在的なメリットをより適切に評価できます。 射出成形のイノベーション2 部品製造の進歩をリードし続けるために、
ガスアシスト成形により、部品製造における材料の使用量を削減します。.真実
このプロセスにより、プラスチックの使用量を減らしながら中空部分を作成できます。.
ガスアシスト射出成形によりサイクル時間が長くなります。.間違い
実際に、冷却を高速化することでサイクル時間を短縮します。.
軽量部品に発泡射出成形を選択する理由
軽量部品の製造に関しては、発泡射出成形が革新的なソリューションとして際立っています。.
発泡射出成形は、中空構造の形成、材料使用量の削減、断熱性の向上といったメリットがあるため、軽量部品に最適です。この方法では、プラスチックに発泡剤を配合します。発泡剤は成形時に分解してガスを発生させ、軽量でありながら堅牢な部品を形成します。.
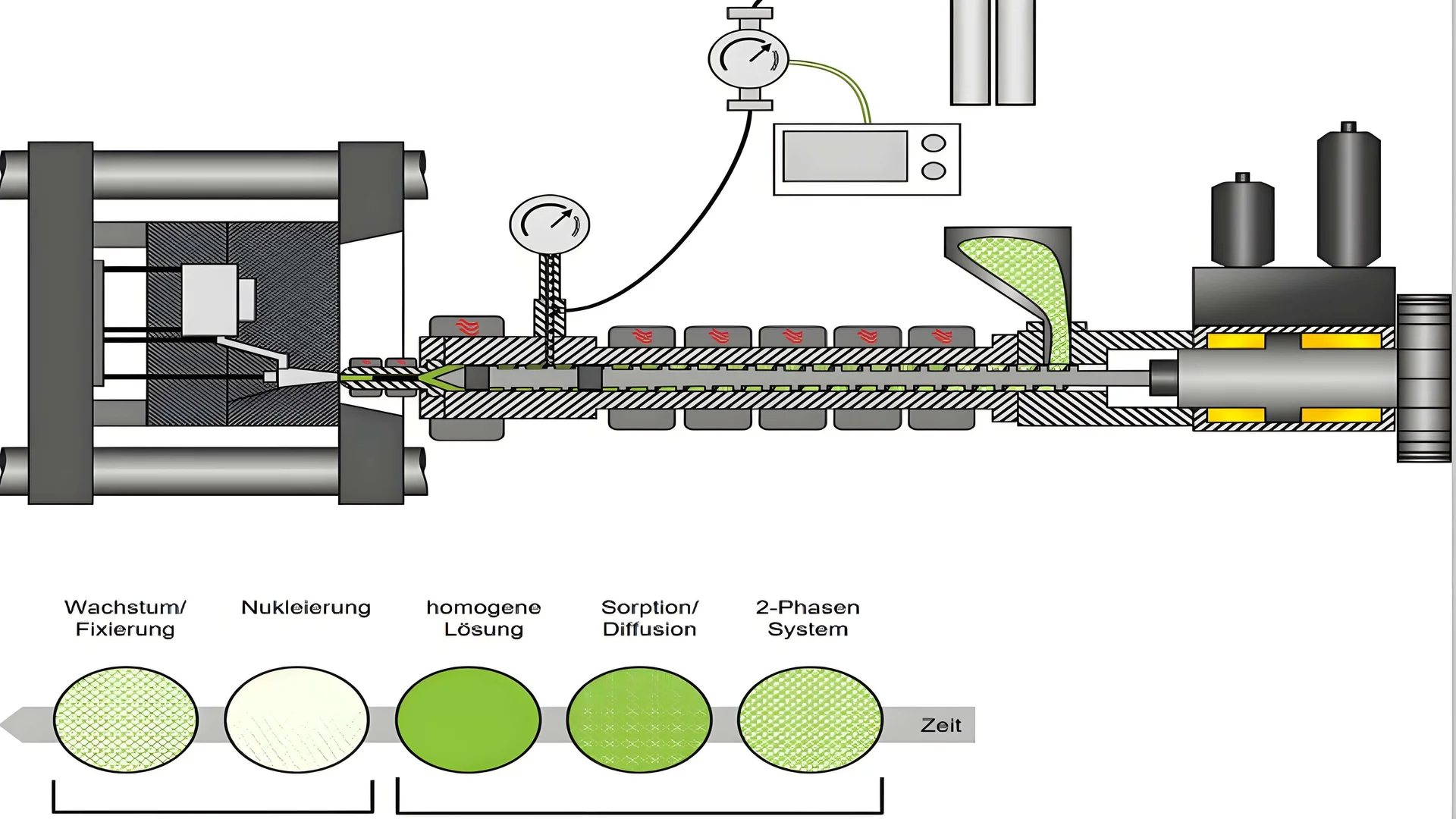
発泡射出成形の理解
発泡射出成形では、プラスチック材料に発泡剤を組み込みます。成形工程中に発泡剤が分解し、ガスが放出されてプラスチック内部に気泡を形成します。その結果、構造的な完全性を維持しながら、固体プラスチックよりも軽量なセル構造が得られます。.
発泡射出成形の利点
-
材料効率:プラスチックの使用量を削減することで、メーカーは大幅なコスト削減を実現できます。内部のセル構造により、重量を抑えながら体積を確保できるため、大型部品の製造においてコスト効率の高い代替手段となります。
-
強化された断熱性: フォーム構造は優れた断熱性と遮音性を備えており、自動車や航空宇宙部品などの用途に役立ちます。
-
機械的特性の向上:発泡部品は軽量であるにもかかわらず、多くの場合、強度対重量比と剛性が向上しています。そのため、強度が重要でありながら軽量化が求められる用途に適しています。
発泡射出成形の用途
-
自動車業界:自動車用途における軽量素材の需要が高まっています。発泡射出成形は、ダッシュボードやバンパーなどの部品の製造に用いられており、軽量化は燃費向上に貢献します。
-
民生用電子機器: ノートパソコンやスマートフォンなど、スペースと重量が重要となる機器では、発泡部品により、不必要なかさばりを加えることなく構造的なサポートが提供されます。
-
建築材料: 軽量パネルと断熱材は発泡プラスチックの特性を生かして、耐久性と耐熱性を備えています。
発泡射出成形と他の方法の比較
| 側面 | 発泡射出成形 | ガスアシスト射出成形 | ブロー成形 |
|---|---|---|---|
| 減量 | 高い | 適度 | 適度 |
| コスト効率 | 高い | 適度 | 低い |
| 絶縁 | 素晴らしい | 貧しい | 適度 |
| 複雑 | 適度 | 高い | 高い |
これらの側面を理解することで、業界は、 発泡射出成形3 を 特に軽量かつ強力なコンポーネントの実現を目指す場合に、独自の利点から
発泡射出成形では、固体成形よりも使用する材料が少なくなります。.真実
セル構造によりプラスチックの使用量を削減し、コストを節約します。.
ガスアシスト成形は発泡成形よりも優れた断熱性を発揮します。.間違い
発泡により、ガス補助とは異なり、優れた断熱性が得られます。.
中空部品の製造方法の選択に影響を与える要因は何ですか?
中空部品を製造するための適切な方法を選択すると、効率と製品品質に大きな影響を与える可能性があります。.
中空部品の製造方法の選択は、部品の形状、材料特性、コスト、生産量などの要因によって左右されます。これらの要因を理解することで、最適な技術を選択し、製造プロセスにおける最適な性能と効率を確保することができます。.

部品の形状と設計要件
部品の形状と複雑さは、適切な製造方法を決定する上で重要な役割を果たします。例えば、 ブロー成形4は 、均一な壁面を効率的に形成できるため、ボトルや容器のようなシンプルで対称的な形状の製造に最適です。一方、ガスアシスト射出成形は、材料の流れとガス圧を正確に制御できるため、複雑な中空部を持つ複雑な形状の製造に優れています。
材料特性と適合性
それぞれの製造方法に対する反応は異なります。高い剛性と強度を必要とする熱可塑性樹脂を扱う場合は、 ガスアシスト射出、 成形が適しているかもしれません。一方、発泡射出成形は、断熱性を高める必要がある軽量材料に適しています。最終製品が所望の仕様を満たすためには、材料の熱特性と機械的特性に合った方法を選択することが非常に重要です。
コスト効率とリソースの最適化
予算の制約と費用対効果は重要な考慮事項です。ブロー成形は、サイクルタイムが短く、材料の無駄が最小限に抑えられるため、大量生産においては一般的に初期コストが低く抑えられます。しかし、プラスチックの使用量を最小限に抑えることが優先事項である場合は、初期金型費用は高額になるものの、ガスアシスト射出成形の方が費用対効果が高い可能性があります。.
生産量とリードタイム
生産規模は成形方法の選択に大きく影響します。大量生産では、そのスピードと効率性からブロー成形が有利となる場合が多くあります。一方、小ロット生産や試作においては、大幅な設備更新コストをかけずに設計変更に柔軟に対応できるガスアシスト射出成形の方が適している場合があります。.
| 方法 | 最適な用途 | 重要な考慮事項 |
|---|---|---|
| ブロー成形 | シンプルな形状、高いボリューム | 均一な壁厚、速度 |
| ガスアシスト注入 | 複雑な設計、材料使用量の削減 | 精度、工具コスト |
| 発泡注入 | 軽量で断熱された部品 | 断熱特性、材料の選択 |
これらの要素を理解することは、品質、コスト、効率のバランスをとった情報に基づいた意思決定を行う上で不可欠です。適切な方法を選択することで、優れた製品性能と市場における大きな競争優位性を獲得することができます。.
ブロー成形は、複雑な部品形状に最適です。.間違い
ブロー成形は、効率性の観点から、シンプルで対称的な形状に最適です。.
ガスアシスト射出成形により、生産時の材料使用量が削減されます。.真実
この方法により正確な制御が可能になり、材料の無駄が削減されます。.
結論
これらの方法を理解することで、プロジェクトに最適な技術を選択できるようになったと感じています。さらに探求して、私たちの製造活動をさらに充実させましょう!
-
多様なブロー成形の種類とその産業用途を探ります。ブロー成形には、主に押し出しブロー成形(EBM)、射出ブロー成形(IBM)、射出延伸ブロー成形(ISBM)の3種類があります。… ↩
-
生産効率を高める最先端技術の最新情報を入手しましょう。:射出成形における大きな革新の一つが、構造発泡成形です。このプロセスは、射出成形とガスアシスト射出成形を組み合わせたものです… ↩
-
発泡射出成形のメリットと産業用途について詳しく見てみましょう。: 多くの種類の材料を置き換えることができます · 軽量 · 利用可能な樹脂が豊富 · 寸法安定性が高い · 環境に優しい · 節約… ↩
-
多様な中空製品の製造におけるブロー成形の用途を探ります。:ブロー成形(または成形)は、中空のプラスチック部品を成形する製造プロセスです。ガラス瓶などの中空形状の成形にも使用されます。. ↩
-
ガスアシスト技術が製造効率を高める仕組みを学びましょう。:ガスアシストは、加圧ガスを使用してプラスチック射出成形プロセスを改善します。このマイルズ… ↩






