

プラスチックパイプを製造する最良の方法について疑問に思ったことはありませんか?
いいえ、射出成形機ではプラスチックパイプを製造できません。射出成形機は、溶融プラスチックを金型に注入することで特定の形状を作り出すように設計されています。一方、プラスチックパイプは通常、管状の形状を連続的に製造できる押し出し成形によって製造されます。.
射出成形機がパイプ製造に適さない理由を真に理解するには、射出成形と押出成形のプロセスがどのように機能するかを詳細に理解する必要があります。この知識は、製造ニーズに最適な方法を選択する際に役立ちます。.
射出成形機は連続したプラスチックパイプを製造します。.間違い
射出成形では個別のアイテムが作成されるため、パイプなどの連続した形状には適していません。.
射出成形とは何か?どのように機能するのか?
射出成形は現代の製造業の定番ですが、具体的にはどのように機能するのでしょうか?
射出成形は、溶融した材料を金型に注入して部品を製造する製造プロセスです。複雑な形状を高精度に製造するのに特に効果的で、プラスチックシェルや複雑なプラスチック部品などの部品の製造によく使用されます。.

射出成形の基礎
製造できる高効率プロセスです 複雑な形状1を 。まず、プラスチックペレットを溶融状態になるまで加熱します。そして、この溶融プラスチックを高圧下で金型キャビティに注入します。
プラスチックが金型に充填されると、冷却・固化して目的の形状を形成します。金型は様々な複雑な形状を成形できるように設計できるため、射出成形は プラスチックシェル2 やその他の精密部品の製造に最適です。
射出成形の主要コンポーネント
-
射出ユニット:ホッパー、スクリュー、ノズルで構成されます。ホッパーはプラスチックペレットをスクリューに供給し、スクリューは溶融した材料をノズルから金型に押し出します。
-
クランプユニット: 金型を所定の位置に保持し、射出成形中に金型を閉じた状態に保つために必要な圧力を加えます。
-
金型: 必要な特定の部品形状を形成するように設計された、プロセスの中核部分。
利点と用途
射出成形には、次のような数多くの利点があります。
- 高効率:一度セットアップすれば、部品の迅速な生産が可能になります。
- 大量生産にコスト効率が良い:単価が低いため、大規模製造に最適です。
- 材料の多様性: さまざまなプラスチック、さらには一部の金属 (ダイカストの形態) にも適しています。
この方法は、自動車から家電製品まで、さまざまな業界で精度と耐久性が求められる製品に広く使用されています。.
射出成形がプラスチックパイプに適さない理由
射出成形は多くの点で優れていますが、プラスチックパイプの製造には適していません。パイプは、無限に伸びる連続した均一な形状を必要としますが、これは押し出し成形によってより効果的に実現できます。押し出し成形では、プラスチックを溶かし、目的のパイプ形状の金型を通して押し出すことで、長い連続した形状を形成します。一方、射出成形では、閉じた金型内で製品を成形します。.
これらのプロセスを理解することで、メーカーは、細かい部品を製造する場合でも、パイプなどの連続した形状を製造する場合でも、ニーズに合った適切な手法を選択できるようになります。.
射出成形はプラスチックパイプの製造に最適です。.間違い
プラスチックパイプには射出成形は適していないため、押し出し成形が使用されます。.
射出成形では、溶融した材料を金型に注入して成形します。.真実
溶融した材料を金型に注入して部品を精密に成形します。.
プラスチックパイプの製造に押出法が好まれるのはなぜですか?
押し出し加工には独自の利点があり、プラスチックパイプの製造に最適な選択肢となっています。.
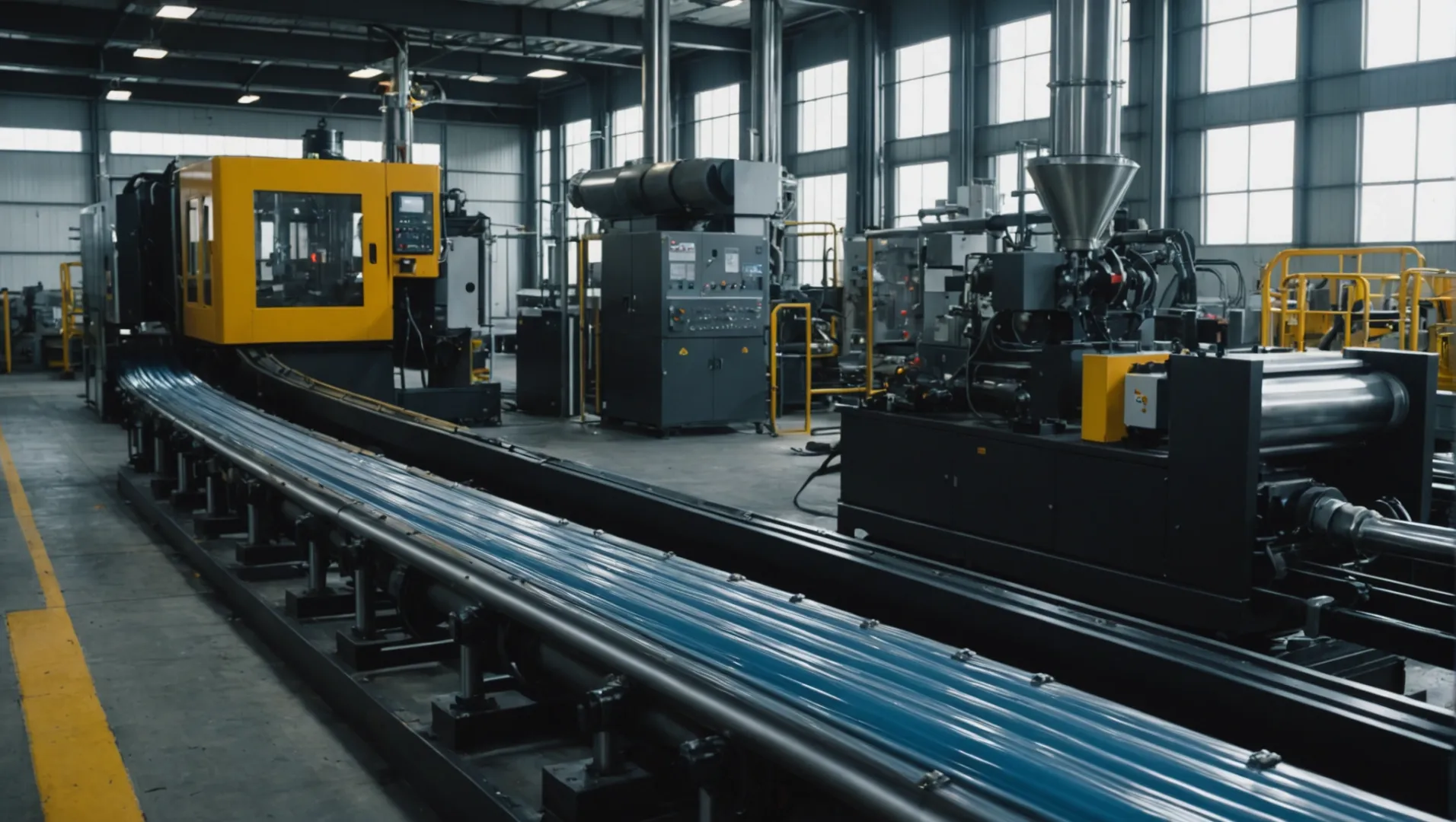
押出成形は、管状製品を連続的に形成できるため、効率性、一貫性、拡張性が高く、プラスチックパイプの製造に適しています。.
押し出しプロセスを理解する
押出成形とは、溶融したプラスチックを専用に設計された金型に押し込み、連続した形状を形成する製造プロセスです。この方法は、プラスチックパイプのような長く均一な製品の製造に特に有利です。.
連続生産: において押し出し成形が好まれる主な理由の一つは、 プラスチックパイプの製造3 長いパイプを途切れることなく連続的に生産できることです。これは、離散的で複雑な形状の成形に適した射出成形とは対照的です。
一貫性と品質: 押し出し加工により、パイプの全長にわたって壁の厚さと直径が一定に保たれ、配管や排水システムなどの用途に不可欠な品質と信頼性が確保されます。
他の方法と比較した押し出しの利点
- 拡張性: 押し出しラインは簡単に拡張でき、生産能力を高めることができます。これは、大規模な需要に効率的に対応するために不可欠です。
- 材料の多様性: PVC、PE、PP など、さまざまなプラスチックを押し出すことができるため、メーカーは特定のニーズや業界標準に合わせて製品をカスタマイズできます。
- 費用対効果: 押し出しプロセスは、人件費と材料廃棄コストが低いため、一般に射出成形などの他の方法よりも費用対効果が高くなります。
押出成形における材料適合性
押出成形プロセスにおいて、材料によって挙動は異なります。これらの挙動を理解することで、製品性能を向上させることができます。
| 材料 | 特徴 | 一般的な用途 |
|---|---|---|
| PVC | 耐久性があり、手頃な価格 | 水道管と下水道管 |
| 体育 | 柔軟性、耐衝撃性 | ガス配管 |
| PP | 耐薬品性、軽量 | 工業用配管 |
これらの要因を包括的に理解することで、メーカーは生産方法について十分な情報に基づいた意思決定を行うことができます。適切なプラスチックの選択から押出パラメータの最適化まで、それぞれの選択が最終製品の性能と用途に影響を与えます。.
他の方法と比較した押し出しの利点の詳細については、 プラスチック パイプの製造プロセス4。
押し出しにより連続的にパイプを生産できます。.真実
押し出しにより、長く途切れないパイプを効率的に製造できます。.
複雑な形状の場合は射出成形の方が適しています。.真実
射出成形は、個別の複雑な形状を作成するのに優れています。.
パイプ製造における射出成形の制限は何ですか?
パイプ製造における射出成形の限界を理解することは、効率的な生産にとって非常に重要です。.
射出成形機は連続した管状構造を製造できないためパイプ製造には適しておらず、この制限によりこの目的には効果がありません。.
基本的なプロセスの違い
射出成形と押出成形は、そのプロセスが根本的に異なります。射出成形では、プラスチックを溶かして金型に注入し、シェルや部品などの個別の部品を成形しますが、押出成形では、加熱され可塑化された材料を金型に連続的に押し込み、長い管状の形状を成形します。この根本的な違いにより、射出成形は プラスチックパイプの製造5。
射出成形の技術的限界
大きな制約の一つは、射出成形機の設計上の特性です。これらの機械は、長く連続した形状ではなく、立体的な形状や複雑なデザインの製造に最適化されています。そのため、パイプの製造においては、効率的なパイプ製造に必要な連続生産を維持できず、射出成形機は不十分です。.
さらに、射出成形では、長い円筒形の形状を製造するために必要な圧力と流動性に対応できません。この制約は、大規模なパイプ製造における製造方法の効率性と費用対効果を考える上で極めて重要です。.
材料取り扱いの制約
射出成形は、パイプ製造に必要な材料の均一性には適していません。このプロセスは、形状と表面の細部に高い精度が求められる製品に適しています。一方、パイプは全長にわたって均一な厚さと一定の密度が求められますが、これは押出成形の方がより効果的に実現できます。.
押出成形との比較
簡単に比較すると、次のような制限が明らかになります。
| 側面 | 射出成形 | 押出成形 |
|---|---|---|
| 生産タイプ | 個別項目 | 連続形式 |
| パイプへの適合性 | 低い | 高い |
| 材料の一貫性 | 変数 | 制服 |
| コスト効率 | 適度 | 高い |
これらの違いは、プラスチックパイプの適切な製造プロセスを選択する上で非常に重要です。射出成形には技術的および材料取り扱い上の制約があり、この業界で射出成形がほとんど使用されていない理由を浮き彫りにしています。これらの制約を理解することで、メーカーは生産方法について十分な情報に基づいた意思決定を行うことができます。.
射出成形により連続した管状構造が生成されます。.間違い
射出成形はパイプのような連続構造には適していません。.
パイプ製造には押し出し成形の方が効果的です。.真実
押し出しにより連続生産が可能になり、パイプの製造に最適です。.
適切なプラスチック製造プロセスを選択するにはどうすればよいでしょうか?
プラスチック製造の複雑な世界を理解するのは容易ではありません。適切なプロセスを選択するにはどうすればよいでしょうか?
適切なプラスチック製造プロセスを選択するには、製品の設計、材料特性、生産量、そしてコストを考慮する必要があります。射出成形は複雑な設計で大量生産に適しており、押出成形はパイプのような連続形状に最適です。これらの要素に基づいて各方法を評価することで、効率性と費用対効果を確保できます。.

製品設計と材料要件の理解
を選択するための最初のステップは、 プラスチック製造プロセス6 製品の設計と材料特性を徹底的に理解することです。製品に微細な特徴、複雑な形状、または厳しい公差が求められる場合は、射出成形が最適な選択肢となる可能性があります。このプロセスは精度と再現性が高く、自動車部品や家電製品などの製品の製造に最適です。
ただし、パイプや棒のような単純な連続形状の製品の場合は、押し出し成形の方が適している可能性があります。この方法は連続生産が可能で、大量生産において非常に効率的です。.
| 製造工程 | 最適な用途 | 材料に関する考慮事項 |
|---|---|---|
| 射出成形 | 複雑なデザイン、細部までこだわった | 溶融に耐える熱可塑性プラスチック |
| 押し出し | チューブや棒のような連続形状 | 熱可塑性プラスチック、エラストマー |
生産量の評価
生産量も、適切なプロセスを決定する上で重要な要素です。射出成形は、均一な部品を迅速に生産できるため、大量生産には非常に効率的です。しかし、金型の初期費用が高額になる場合があり、少量生産には経済的ではありません。.
一方、押し出し成形は生産量の変化に柔軟に対応できます。セットアップコストが低く、生産変更も迅速に行えるため、小規模製造から大規模製造まで幅広く対応できます。.
コストの影響を考慮する
コストの検討には、初期設定費用と継続的な生産費用の両方が含まれます。射出成形は金型への初期投資がかなりかかりますが、効率性とスピードに優れているため、大量生産時には単価が低くなります。一方、押出成形は初期費用は一般的に低くなりますが、生産量が少ない場合は単価が高くなる可能性があります。.
専門家の相談を求める
には複雑な要素が伴うため 適切なプロセス7の、業界の専門家に相談することで貴重な知見を得ることができます。専門家は、技術仕様、潜在的な制限事項、そして特定のプロジェクト要件に最適な費用対効果の高い戦略について、お客様をサポートいたします。
連続した形状には射出成形が最適です。.間違い
射出成形は、連続した形状ではなく、複雑なデザインに最適です。.
押し出しは大量のパイプ生産に適しています。.真実
押し出し加工により、パイプなどの連続形状の製品を大量に効率的に生産できます。.
結論
まとめると、射出成形は精密な製品に適しており、パイプ製造には押出成形が最適です。製品の独自のニーズに合わせて、賢明な選択を行ってください。.
-
射出成形によって複雑な形状を効率的に作成する方法を説明します。: 複雑な機能を持つプラスチック射出成形部品を設計するための 5 つの重要なヒントを紹介します。1. クリップとスナップ フィットのスライド シャットオフを活用します。. ↩
-
このプロセスで作られるプラスチックシェルの種類について学びましょう。:加熱・溶融したプラスチックを金型に注入し、金型内で冷却して目的の形状に硬化させるプロセスです。このプロセスは通常、…によって制御されます。 ↩
-
プラスチックパイプ製造における押出成形の品質確保の仕組みを探ります。: パイプ押出ラインは様々な部品で構成されています。押出機は、環状ダイを通してプラスチック原料を押し出すことで、連続した管状の溶融物を生成します。. ↩
-
プラスチックパイプの製造において、押し出し成形が費用対効果に優れている理由をご覧ください。簡単に言えば、押し出し成形は連続した直線状の2次元形状を作成するために必要です。一方、射出成形は、連続した3次元形状を作成します。 ↩
-
プラスチックパイプの製造において、押し出し成形がより効果的な理由をご覧ください。:プラスチック押し出し成形とは異なり、射出成形は3次元形状の成形に使用できます。この方法では、メーカーはプラスチック樹脂を射出成形機に流し込みます… ↩
-
それぞれのプロセス独自のメリットを理解するために、詳細な比較をご覧ください。射出成形は製品に強度をもたらしますが、押出成形は比較的強度が低くなります。射出成形は、製造コストが高いため高価であると考えられています… ↩
-
製造戦略を最適化するための専門家のガイダンスを見つけてください。: Phantom Plastics はポリマーとプラスチックのコンサルティングを専門とし、ポリマーおよびプラスチック業界の課題に対するカスタム ソリューションを提供しています。. ↩






