

一見シンプルなプラスチック部品がどのようにして生まれるのか、不思議に思ったことはありませんか?その答えは、射出成形と呼ばれる魅力的なプロセスにあります。このプロセスでは、特に転写位置において、一つ一つの工程が非常に重要です。.
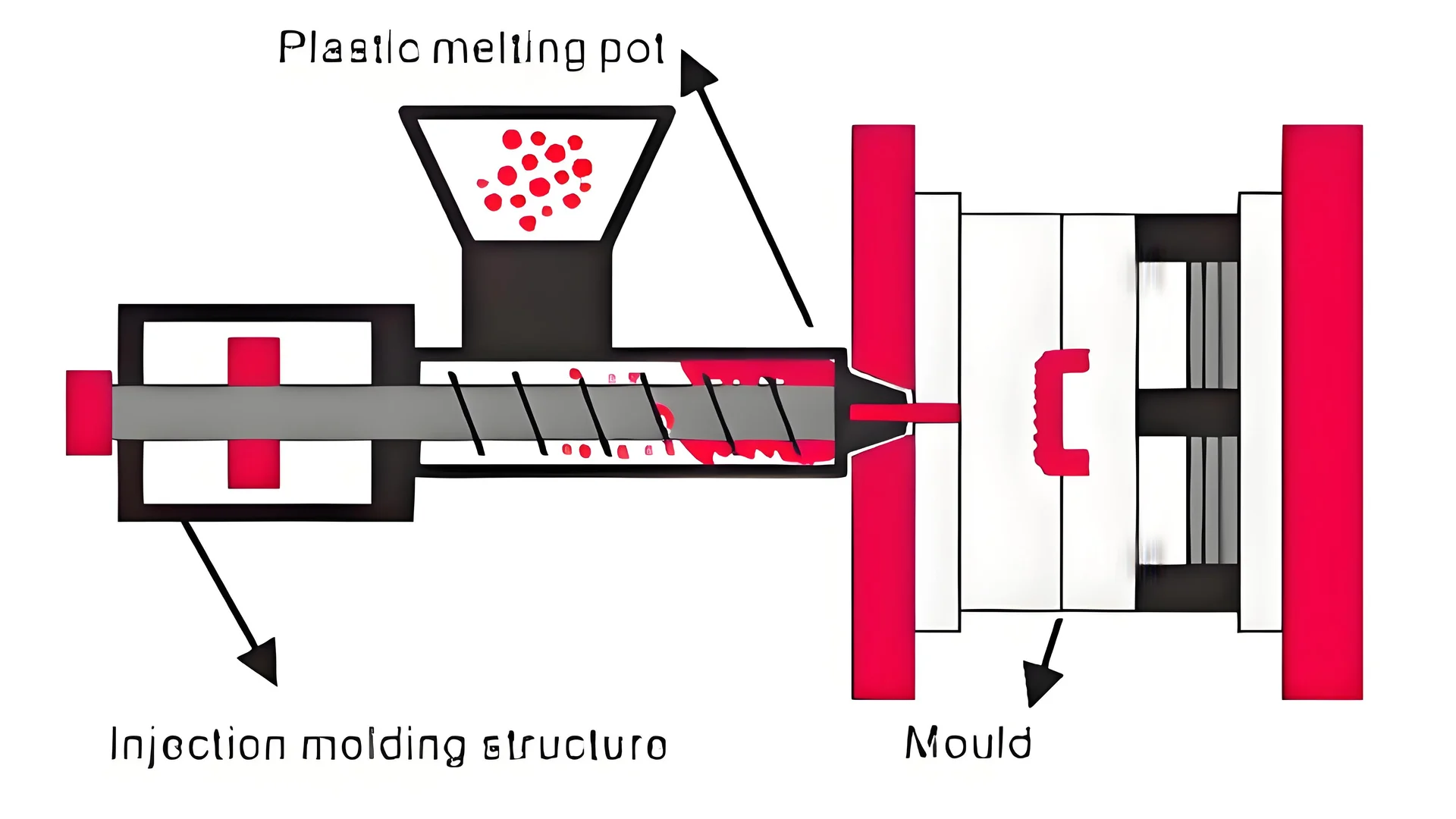
射出成形におけるトランスファーポジションとは、溶融プラスチックが射出ノズルからランナーシステムを経て金型内に移行する金型キャビティ内のポイントを指します。これは充填段階から保圧段階への切り替えにおいて重要な役割を果たし、製品の品質に影響を与えます。.
これは基本的な理解を提供するだけでなく、トランスファーポジションの複雑な詳細を探求することで、プロセスの最適化やよくある問題のトラブルシューティングに関する洞察が得られます。射出成形のこの重要な側面について、さらに深く掘り下げて知識を深めましょう。.
転送位置は、充填から梱包への移行を示します。.真実
射出成形では、これらの段階間の移行を知らせます。.
射出成形におけるトランスファー位置の役割は何ですか?
射出成形における転写位置は、製造プロセス全体に影響を及ぼす重要なポイントです。.
射出成形では、転写位置は、金型キャビティ内でプラスチック溶融物が充填からパッキングに移動する場所を示すもので、品質管理に非常に重要です。.
転勤ポジションの重要性を理解する
射出成形の複雑なプロセスにおいて、トランスファーポジション1は単なる手順上のチェックポイントではなく、プロセスの要となる重要な位置です。これは、溶融プラスチックが射出ノズルからランナーシステムを通過し、最終的に金型キャビティ内に入る、金型キャビティ内の正確な位置を指します。この位置は、射出段階から保圧段階への移行を示す極めて重要な位置であり、冷却・固化前に適切な量の材料が金型に充填されることを保証します。
プロセスパラメータの監視
トランスファーポジションの役割は、射出成形における重要なパラメータの制御にまで及びます。溶融樹脂がこの位置に到達すると、高速射出からより制御された保圧段階への移行が示されます。この移行は、射出圧力、速度、タイミングなどのパラメータの調整に不可欠です。.
- 射出圧力:この段階で圧力を調整することで、残留材料が正しく圧縮され、欠陥が削減されます。
- 注入速度:速度を低下させると、流量を管理しやすくなり、必要な量を超えるオーバーシュートを防ぐことができます。
製品品質の向上
トランスファーポジションが品質に与える影響は計り知れません。工程間のスムーズな移行を促進することで、寸法精度を維持し、ショートショットやバリといった一般的な欠陥を防ぐ上で重要な役割を果たします。.
| パラメータ | 品質への影響 |
|---|---|
| プレッシャー | 完全な空洞充填を保証 |
| スピード | オーバーシュートを防止 |
| 時間 | 凝固速度を管理する |
転送位置のトラブルシューティング
エンジニアは、溶融金属がどのように、いつこの位置に到達するかを観察することで得られる知見を活用し、気泡やボイドなどの問題のトラブルシューティングを行います。この段階で問題が検出された場合、システムの調整や最適化の必要性を示唆することができます。例えば、溶融金属が転写位置にスムーズに到達しない場合、最終製品の品質に影響を与える不均一性につながる可能性があります。.
この重要な局面での包括的な監視と調整を通じて、エンジニアは生産効率を高め、射出成形における高品質の出力を確保できます。.
転送位置は梱包フェーズへの移行をマークします。.真実
転送位置は、射出から梱包への移行を示します。.
転送位置は製品の品質に影響しません。.間違い
寸法精度を維持し、欠陥を減らすために重要です。.
転送位置は製品の品質にどのように影響しますか?
射出成形プロセスにおける品質を確保するには、転写位置を理解することが重要です。.
射出成形における転写位置は、充填段階から梱包段階への移行を決定し、寸法精度や不良率などの要因に影響を与えることで製品の品質に影響します。.

射出成形における転写位置の理解
トランスファーポジションとは、射出成形サイクルにおける重要なポイントであり、溶融プラスチックがランナーシステムを通過して金型キャビティに進入する地点を指します。これは単なる物理的な位置ではなく、材料がキャビティにどの程度充填され、保圧段階に移行するかを決定する、成形プロセスにおける極めて重要な段階です。.
製品品質への影響
成形品の品質は、転写位置の管理の効率性に大きく左右されます。この移行を正確に制御することで、以下の効果が得られます。
- 寸法精度:適切な管理により、溶融物が金型に完全に充填され、収縮や反りが軽減されます。
- 表面仕上げ:適切に処理された転写により、フラッシュや表面の傷などの欠陥を最小限に抑えることができます。
- 構造的完全性:内部応力や空隙がなく部品が固化していることを保証します。
移籍順位に影響を与える要因
転送位置を最適化するには、いくつかのパラメータを微調整する必要があります。
- 射出圧力と速度:ショートショットやオーバーパッキングなどの欠陥を起こさずに、溶融物が転送位置にスムーズに到達するように、これらを調整する必要があります。
- タイミング:充填から包装への切り替えのタイミングは非常に重要です。遅れると冷却が不十分になり、欠陥が発生する可能性があります。
| パラメータ | 品質への影響 |
|---|---|
| 射出圧力 | 流れと充填率を制御し、強度と仕上がりに影響します。. |
| スピード | 材料の分布と冷却時間に影響します。. |
| タイミング | 収縮率と寸法安定性に影響します。. |
転送ポジションの問題のトラブルシューティング
この段階では、ショートショット、フラッシュ、気泡といった一般的な問題がしばしば発生します。エンジニアはモニタリングシステムを用いて、溶融樹脂が転写位置に到達し、そこでどのように挙動するかを観察します。これらのパターンを分析することで、性能を最適化するための調整を行うことができます。.
例えば、部品に収縮の問題2、エンジニアは材料の均一な分布を確保するために圧力設定を調整することがあります。この段階での観察は、製造上の課題を診断・解決し、最終製品の品質向上に大きく貢献します。
転写位置は射出成形製品の品質に影響します。.真実
充填から梱包への移行を決定し、品質に影響を与えます。.
転送位置のタイミングは収縮率に影響しません。.間違い
正しいタイミングは収縮率と寸法安定性に影響します。.
転勤時によく発生する問題は何ですか?
トランスファー位置の問題を理解することは、射出成形プロセスを最適化し、高品質の出力を確保するための鍵となります。.
転写位置での一般的な問題には、ショート ショット、フラッシュ、気泡などがあり、多くの場合、不適切なパラメータ設定や金型設計のエラーによって発生します。.

ショートショット
ショートショットは、金型キャビティが完全に充填されていないときに発生します。これは、射出圧力または射出速度が不十分な場合に発生する可能性があります。溶融樹脂がトランスファーポジション3が重要です。到達時間が遅すぎる場合は、射出速度またはノズル温度の調整が必要です。
フラッシュ
バリとは、金型キャビティから余分な材料が漏れ出し、部品に不要な薄い層を形成することを指します。これは、射出圧力が高すぎる場合や金型の締め付け不良によって発生することがよくあります。トランスファー位置のデータを分析することで、エンジニアはバリの発生を防ぐためのパラメータを調整できます。.
泡
成形中に閉じ込められた空気やガスにより、プラスチック部品内に気泡が発生することがあります。これは、転写位置における圧力や温度の急激な変化が原因であることが多いです。これらのパラメータを調整することで、気泡の発生を軽減し、より滑らかな仕上がりを実現できます。.
不一致な寸法
寸法のばらつきは、溶融樹脂がトランスファー位置を通過する際に温度や圧力の変動によって生じる可能性があります。リアルタイムモニタリング4、こうしたばらつきを特定・修正し、より精度が高く安定した部品生産を実現できます。
トランスファー位置におけるこれらの一般的な問題とその解決策を理解することは、製品品質の向上だけでなく、射出成形プロセス全体の効率を最適化することにもつながります。綿密な監視とパラメータ調整を行うことで、これらの課題に効果的に対処できます。.
射出圧力が不十分なためにショートショットが発生します。.真実
ショートショットは、金型のキャビティが完全に満たされていない場合に発生します。.
フラッシュは射出圧力が低いために発生します。.間違い
フラッシュは、射出圧力が高すぎるか、クランプが不十分なために発生します。.
エンジニアはどのようにして転送位置を最適化できるでしょうか?
射出成形における転写位置の最適化は、製品の品質とプロセス効率を高めるために重要です。.
エンジニアは、リアルタイムの監視およびシミュレーション ツールを使用して射出圧力や速度などのパラメータを調整し、転写位置を最適化して成形プロセスを正確に制御できます。.

転勤ポジションの影響を理解する
トランスファー位置は、射出成形における充填段階と保圧段階の移行点として非常に重要です。この移行は最終製品の品質に5。この点を最適化することで、エンジニアはショートショットやバリなどの欠陥を軽減できます。
プロセスパラメータの調整
エンジニアは、射出速度、圧力、保持時間といったパラメータの微調整に重点を置くべきです。これらの調整は、溶融樹脂の流れをバランスよく整え、スムーズな搬送位置への到達を可能にします。センサーを用いてこれらのパラメータをリアルタイムで監視することで、即座に修正が可能になり、プロセスの安定性が向上します。.
高度なシミュレーションツールの活用
モールドフロー解析などのソフトウェアツールを活用することで、金型内の流動ダイナミクスに関する知見を得ることができます。こうしたシミュレーションは、転写位置の変化が製品全体の完全性にどのような影響を与えるかを予測するのに役立ちます。エンジニアは様々なシナリオをシミュレーションすることで、実際の生産前に最適な設定を決定することができます。.
リアルタイム監視の実装
リアルタイム監視システムにより、エンジニアはプロセスの進行状況を詳細に観察できます。重要なポイントにおける温度や圧力などの変数を追跡することで、パフォーマンスを最適化するための調整を即座に行うことができます。このプロアクティブなアプローチにより、ダウンタイムを最小限に抑え、無駄を削減できます。.
一般的な問題への対処
トランスファー位置で発生する一般的な問題としては、気泡、ウェルドライン、部品密度の不均一などが挙げられます。予防策6を、エンジニアはこれらの課題を克服することができます。
最終的には、分析ツールとリアルタイムの監視および調整機能を組み合わせることで、エンジニアは射出成形の効率と品質を最大限に高めるために転送位置を最適化できるようになります。.
射出速度を調整することで転写位置が改善されます。.真実
射出速度を微調整することで、メルトフローのバランスが確保され、移送が最適化されます。.
リアルタイム監視はプロセスの安定性に影響を与えません。.間違い
監視により即時の修正が可能になり、プロセスの安定性が向上します。.
結論
転送位置を理解して最適化することで、生産能力が大幅に向上し、高品質の出力を確保できます。.
-
転送位置が成形の品質と効率にどのように影響するかを理解します。: これは、射出成形機のコントローラー上で、部品の目的の転送位置に到達するためにスクリューが移動する距離です。 ↩
-
収縮を抑え、寸法精度を向上させるための戦略を学びましょう。金型温度を制御することで収縮を抑制できます。冷間金型を使用すると、部品の外側のエッジが乾燥してから、全体を充填・圧縮することができます。 ↩
-
成形におけるトランスファー位置の重要性について詳しく理解します。これは、射出成形機のコントローラー上で、部品の目的のトランスファー位置に到達するためにスクリューが移動する距離です。… ↩
-
リアルタイム システムが射出成形の精度をどのように向上させるかをご覧ください。: Mold-Masters SmartMOLD は、射出成形を推進するためのリアルタイム データを提供する、プラスチック業界専用のクラウドベースのソフトウェア プラットフォームです。 ↩
-
金型搬送位置が製品の完全性と不良防止に及ぼす影響について学びましょう。: 金型搬送に最適な位置は、製品をスムーズに取り出せる位置です。金型の開口部が広すぎると、成形品が… ↩
-
トランスファーポイントで発生する一般的な欠陥に対する解決策を探ります。:トランスファーポジションは、充填から保圧への切り替え点です。なぜこれが重要なのか、その理由を説明します。充填中、プラスチックは… ↩






