

射出成形部品の反りは、品質の低下との終わりのない闘いのように思われることがよくあります。.
射出成形部品の反り問題を解決するには、専門家は冷却システム、ゲートの設計、そして材料に重点を置く必要があります。冷却システムは適切に機能する必要があります。適切なゲート位置は非常に重要です。材料の選択も非常に重要です。これらの対策により、反りは軽減される可能性があります。これらの対策を講じることで、製品品質は飛躍的に向上します。.
初めて反りの問題に直面した時のことを思い出します。丁寧に作られた部品が歪んでいくのを見るのは本当に苛立たしいことでした。冷却の改善やゲートレイアウトの変更といった初期の対策は、すぐに効果を発揮しました。細部を一つ一つ注意深く観察すると、長期的な成功を約束するわずかな違いが分かります。次のセクションでは、これらの対策をより明確に説明します。これらの対策は、反りを解決するだけでなく、射出成形プロセス全体をより高い水準、非常に高い水準へと引き上げるアイデアを提供します。反りのない最高品質の部品を製造する方法を教えます。.
冷却システムを最適化すると、成形部品の反りが減少します。.真実
効率的な冷却により収縮差が最小限に抑えられ、反りが減少します。.
どのような材料を使用しても、射出成形における反り欠陥は解決されます。.間違い
材料の選択は収縮率に影響し、反りの結果に影響を与えます。.
冷却システムの最適化は反りの低減にどのように役立ちますか?
射出成形品が曲がってしまうイライラをご存知ですか?私もよく分かります。この問題の解決策は、冷却システムを完璧にすることです。.
射出成形部品の反りに対処するには、冷却システム、ゲート設計、材料選定を最適化する必要があります。効果的な冷却、戦略的なゲート配置、適切な材料選定は、非常に重要なステップです。これらの対策により、反りを低減し、製品品質を大幅に向上させることができます。.
冷却チャネル設計の重要性
冷却チャネル1設計、成形品の冷却速度に影響を与えます。適切に設計されたチャネルは均一な冷却を確保し、熱応力の最小化と反りの防止に不可欠です。複雑な部品の場合、層状または区画化されたチャネルが効果的です。
厚肉部品の場合、冷却チャネルの密度を高めるか、効率的な冷却媒体を使用することで、成形プロセスを加速できます。一方、薄肉部品の場合は、過度の収縮を避けるために、冷却制御が必要です。.
| 部品タイプ | 冷却戦略 |
|---|---|
| 厚壁 | チャネル密度を高める |
| 薄壁 | 冷却速度を制御する |
冷却システムの定期メンテナンス
定期的な点検とメンテナンスは、冷却チャネルの詰まりや漏れなどの問題を防ぎます。チャネルの詰まりは冷却の不均一化につながり、反りの原因となります。定期的な点検と清掃は、最適な性能を維持するために重要です。.
ゲート設計の調整
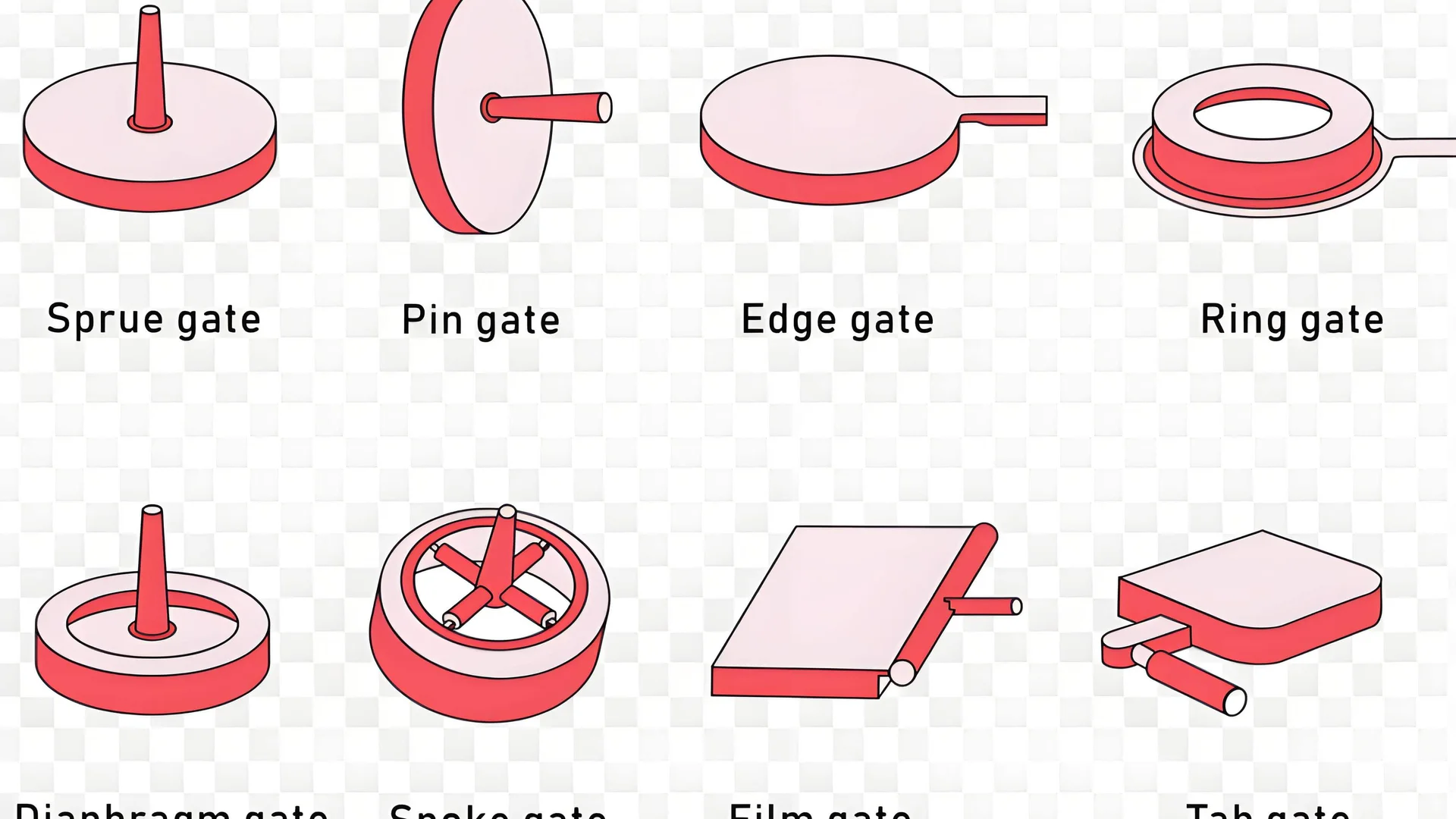
ゲート設計の調整は、冷却システムの最適化を補完するもう一つの方法です。ゲートを厚肉部または形状中心に配置することで、溶融樹脂がキャビティ内をより均一に充填し、反りリスクを軽減します。ポイントゲート2やサイドゲートなど、様々なゲートタイプは、部品の形状に応じて様々なメリットをもたらします。
冷却と温度制御の統合
最適化された冷却と精密な温度制御を組み合わせることで、反り変形の低減効果がさらに高まります。金型温度を正確に管理することで、結晶性プラスチックの結晶化を制御し、体積収縮率の差を低減できます。.
射出成形効率への影響
冷却システムの最適化は、反りを軽減するだけでなく、生産効率も向上させます。冷却時間が短縮されればサイクルタイムも短縮され、スループットの向上とコスト削減につながります。この最適化は大規模生産3 。
階層化されたチャネルにより、複雑な部品の反りが減少します。.真実
階層化されたチャネルにより均一な冷却が保証され、熱ストレスが最小限に抑えられます。.
肉厚の厚い部品は、反りを防ぐためにゆっくりと冷却する必要があります。.間違い
肉厚の厚い部品は、反りを防ぐために、より速い冷却が必要です。.
ゲート設計の調整によって反りを最小限に抑えるにはどうすればよいでしょうか?
射出成形におけるゲート設計を変更すると、製品の品質が大幅に向上します。.
射出成形におけるゲート設計の微調整は、反りを低減します。エンジニアはゲートの位置と種類を適切に選択します。適切なゲート配置は、均一な流動と冷却をもたらします。収縮のばらつきが減少し、欠陥発生の可能性も低くなります。収縮のばらつきは実際に減少します。.
射出成形におけるゲート設計の重要性
射出成形におけるゲート設計の役割を初めて学んだ時のことを今でも覚えています。深夜の勉強会で、溶融樹脂が金型に流れ込む経路を制御することがいかに重要かに気づいたのです。ゲートの配置が適切でなかったり、ゲートの種類が間違っていたりすると、樹脂の流れが不均一になり、収縮差や反りが発生します。適切なゲート設計が鍵となります。ゲート設計は、安定した樹脂の流れを維持し、これらの欠陥を減らすのに役立ちます。.
最適なゲート配置
ある日、工場で、ゲートを部品の厚い壁や中央に配置すると、溶融樹脂がスムーズに広がることを目の当たりにしました。中央ゲートでは溶融樹脂が均一に流れ、収縮を抑制できるため、これは非常に重要です。.
| 部品形状 | 推奨ゲート配置 |
|---|---|
| 円盤状 | 中心 |
| 細長い形 | 長さに沿って |
| 複雑な形状 | 戦略的なポイントに複数のゲート |
適切なゲートタイプの選択
適切なゲートタイプを選ぶことは、失敗から学ぶ良い教訓でした。ゲートタイプによって流動への影響は異なります。例えば、ポイントゲートは噴水のような充填効果があり、溶接痕や反りを軽減します。一方、サイドゲートは長い部品に最適で、全長にわたって均一に溶融樹脂が流れるのに役立ちます。.
ゲート設計の冷却への影響
均一な冷却は反りを防ぐために非常に重要です。ゲート設計を工夫することで、溶融樹脂が均一に充填され、応力と歪みが軽減されます。.
冷却システムとの統合
ゲート設計設定は、最適化された冷却システムと相性が抜群です。特に複雑な形状の場合、均一な冷却経路を設計することが私の目標です。.
材料の安定性とゲート設計
最後に、効果的なゲート設計と低収縮材料の選択により、反りを軽減できます。私は寸法安定性を高めるために、充填剤入りのポリスチレン(PS)などの材料をよく使用します。.
これらの方法により、反りを大幅に低減できました。ゲート設計は、射出成形におけるプロセス改善ツールキットの重要な部分となっています。.
中央ゲートの配置により、ディスク形状の部品の反りが減少します。.真実
中央ゲートにより、メルトフローが均一になり、収縮差が減少します。.
ポイント ゲートでは、溶融物の分布が不均一になるため、反りが増加します。.間違い
ポイント ゲートは噴水のような充填を作成し、溶接跡や反りを減らします。.
射出成形プロセスにおいて温度制御が重要な理由は何ですか?
射出成形における温度管理がなぜそれほど重要なのか、疑問に思ったことはありませんか?それは問題を防ぐためだけではありません。品質と効率の適切なバランスを見つけることが重要なのです。.
射出成形において温度管理は重要です。材料の流れを良くし、欠陥を防ぎます。適切な温度管理によって製品の品質が向上します。結晶化、収縮、冷却速度は温度に依存します。製品の安定性と精度を保つには、これらの要素を適切に管理する必要があります。.

物質の流れにおける温度の役割
射出成形の仕事を始めた頃、温度の威力に気づきました。温度はプロジェクトに大きな変化をもたらす可能性があります。寒い日にシロップを注ぐことを想像してみてください。うまく流れませんよね?プラスチックの溶融物も成形において同じように反応します。それぞれの材料は特定の温度で最もよく流動します。ABSは180~250℃の温度でスムーズに流動します。ちょうど良いパンケーキミックスを見つけるようなものです。濃すぎても薄すぎてもうまくいきません。
適切な温度管理7により、プラスチック溶融物の流動性が最適化され、反りなどの欠陥につながる内部応力が軽減されます。
結晶化と収縮への影響
結晶性プラスチックを初めて体験した時は驚きました。ポリプロピレン( PP )のような材料の場合、金型温度を調整すると結晶化速度と収縮率が大きく変わります。ケーキを焼くのと同じで、温度が適切でないと形が崩れてしまいます。適切な温度であれば、反りを防ぎ、部品の均一性を保つことができます。
| 材料 | バレル温度範囲(°C) | 効果 |
|---|---|---|
| ABS | 180-250 | 流動性と収縮制御を確保 |
| ポリプロピレン( PP ) | 様々 | 結晶化と収縮を制御 |
冷却システムの最適化
冷却システムの改善はパズルを解くようなものでした。金型全体に均一な冷却を施すことが不可欠です。詰まりや漏れがないか確認することを学びました。庭のホースが曲がって水が止まってしまうのを想像してみてください。この入念なチェックにより、特に複雑な部品における冷却ムラや歪みを防ぐことができます。.
層状および区画化された冷却チャネル8を使用すると、特に複雑な形状や厚肉の部品において熱が均等に分散されます。
圧力と速度の影響
圧力と速度のバランスは、車の運転に似ています。速すぎても遅すぎてもトラブルの原因となります。圧力が高すぎると充填不良や反りが生じやすくなります。穏やかな圧力をかけることで完全な充填が確保され、部品の品質が大幅に向上します。.
- 最適な圧力設定:
- 射出圧力: 内部応力が低くなるように調整します。.
- 保持圧力: 通常は射出圧力の 50% ~ 80% です。.
材料の選択と前処理
材料選びは、まるで失敗が許されない材料を選ぶような感覚でした。ポリスチレン(PS)のような素材は、縮みが問題になる場合に最適です。材料の水分を取り除くことも重要なステップです。生地をこねる前に手を乾かすのと同じように、水分はすべてを変えてしまいます。.
さらに、水分含有量はナイロン (PA) などのプラスチックの熱特性や流動挙動に影響を与えるため、9を前処理して
まとめると、射出成形における温度管理は単なる数字の問題ではなく、特別なものを丁寧に作り上げることにかかっています。金型設計、圧力設定、材料選定を改善することで、製品の均一性を向上させることができます。これは、練習、集中力、そして仕事への情熱を必要とする楽器のチューニングのようなものです。.
ABS ではバレル温度を 180 ~ 250°C にする必要があります。.真実
ABS プラスチックは適切な粘度と流動性を得るために特定の温度を必要とします。.
PP の金型温度を上げると反りが減少します。.真実
金型温度を高くすると結晶化が促進され、PP の反りが最小限に抑えられます。.
反り欠陥を防ぐにはどのような材料を選択すればよいでしょうか?
プラスチック部品が予期せぬ方向に曲がってしまい、プロジェクトが軌道から外れてしまったことはありませんか? 適切な材料を選ぶことは、すべてを順調に進めるために非常に重要です。.
収縮が少なく、熱に対して安定している材料を選ぶことが重要です。ポリスチレンは非常に適しています。ガラス繊維強化ポリプロピレンも優れた選択肢です。これらの材料は、射出成形部品の反りを軽減するのに役立ちます。.

材料特性の理解
反りの問題は初めて目にした時、驚きました。一つの問題を解決するのはまるでモグラ叩きのようで、一つ解決するたびにまた別の問題が浮上しました。冷却時の収縮の不均一性が問題の原因でした。収縮率が低く、熱安定性の高い材料を選ぶことが不可欠です。ポリスチレンが推奨されますが、ガラス繊維10番寸法安定性が向上します。
充填剤と改質の影響
充填剤は、味方にも敵にもなり、私にとって驚きでした。ポリプロピレンにタルクを混ぜてみたところ、製品の品質が大幅に向上しました。タルクや鉱物などの充填剤を配合することで、材料の収縮特性を変えることができます。例えば、タルクを充填したポリプロピレン、部品の異なる領域における収縮を安定させることで、反りを軽減できます。
| 表: フィラーの材料特性への影響 | 材料 | フィラー | 収縮率 | 反りの低減 |
|---|---|---|---|---|
| ポリプロピレン | ガラス繊維 | 低い | 高い | |
| ポリプロピレン | タルク | 適度 | 適度 |
材料の前処理
ナイロンのような素材の乾燥は非常に重要です。乾燥を怠ると、湿気による反りが発生しました。加工前に原材料を適切に乾燥させることが不可欠です。ナイロンは、乾燥によって大きな恩恵を受け、湿気による不均一な収縮(11)を防ぎ、反りを防ぎます。
材料の温度感受性
温度管理は反り変形の抑制に非常に効果的です。プラスチックの種類によって加工温度範囲は異なります。ABS樹脂の場合、正確な温度管理によって流動性と収縮率を抑制できます。適切な温度管理は、反り変形の問題を効果的に軽減します。
こうした細部を理解することで、適切な素材を選ぶ際に芸術と科学の融合を重視するようになりました。Jacky 12、完璧な素材を選ぶことで、すべてが美しく調和します。
ポリスチレンは収縮率が高いです。.間違い
ポリスチレンは収縮率が低く、反りが少なくなるため選ばれます。.
ガラス繊維はポリプロピレンの反りを軽減します。.真実
ポリプロピレンにガラス繊維を加えると、寸法安定性が向上し、反りが減少します。.
結論
この記事では、冷却システムの最適化、ゲート設計の調整、温度制御、材料の選択に焦点を当て、射出成形部品の反りを低減するための効果的な戦略について説明します。.
-
チャネル設計のベストプラクティスを検討することで、成形部品の反りを大幅に削減できます。. ↩
-
ポイント ゲートの利点を理解することで、ゲート設計戦略を強化し、部品の品質を向上させることができます。. ↩
-
最適化された冷却システムによる効率性の向上について学ぶことで、生産成果を向上させることができます。. ↩
-
ポイント ゲートを理解することで、設計者はフロー パターンを最適化し、溶接跡や反りなどの欠陥を減らすことができます。. ↩
-
適切な冷却チャネル戦略により、均一な冷却が強化され、反りが防止され、部品の品質が向上します。. ↩
-
適切な材料を選択すると、反りのリスクが軽減され、部品の全体的な安定性と品質が向上します。. ↩
-
最適な流れと製品品質を確保するために ABS に必要な特定の温度範囲をご確認ください。. ↩
-
階層化された冷却チャネルがどのように均一な冷却を強化し、反りなどの欠陥を防ぐのかを探ります。. ↩
-
成形中にナイロンが望ましい特性を維持するために必要な前処理手順について学びます。. ↩
-
ガラス繊維強化によりポリプロピレンの特性が強化され、収縮が低減し、安定性が向上する仕組みを学びます。. ↩
-
射出成形における水分関連の欠陥を防ぐためにナイロンの乾燥が重要である理由を理解します。. ↩
-
Jacky のような製品デザイナーが、機能性と生産効率のために最適な材料を選択する方法をご覧ください。. ↩






