

射出成形は、単に金型に材料を充填するだけではありません。目に見えない課題を乗り越えて完璧なものを作り上げることです。.
射出成形製品の内部応力は、成形工程における流動、冷却、収縮の不均一性によって生じます。これらの応力は寸法変化、機械的損傷、外観上の欠陥を引き起こし、製品の品質と性能に影響を及ぼす可能性があります。.
内部応力の基本を理解することは重要ですが、その原因と影響をより深く掘り下げることで、潜在的な問題を軽減するための貴重な洞察が得られます。製品の信頼性と製造効率を向上させるために、これらの側面をさらに深く掘り下げていきましょう。.
流動の不均衡により射出成形時に内部応力が発生します。.真実
流れの不均衡により速度と圧力が不均一になり、ストレスが発生します。.
射出成形における内部応力の主な原因は何ですか?
射出成形における内部応力は、流れの不均衡、冷却の不均一性、分子配向などの要因によって発生します。.
射出成形における内部応力の主な原因には、流動の不均衡、冷却の不均一性、分子配向などがあり、これらはプロセスや設計の不整合によって発生します。これらの応力は、成形製品の構造的完全性と外観を損なう可能性があります。.
フロー不均衡
射出成形プロセスにおいて、溶融プラスチックは金型キャビティ内を常に均一に流れるとは限りません。この不均一性は主に、流速と圧力分布のばらつきに起因します。例えば、プラスチックが流入するゲート付近では、溶融プラスチックの流動速度がゲートから遠い部分よりも速くなります。この不均衡により、製品内にせん断応力が発生します。.
不適切なゲート位置や不適切なランナーサイズといった不適切な金型設計は、この不均衡を悪化させます。これらの設計要素を改善することで、流動の不一致によって引き起こされる応力を大幅に低減できます。.
不均一な冷却
冷却段階は、射出成形製品の最終的な特性を決定づける上で非常に重要です。特定の領域が他の領域よりも速く冷却されると、熱応力が発生します。金型温度の不均一性や冷却回路の設計不良などの要因が、この一因となります。.
壁厚の不均一性も影響を及ぼします。厚い部分は薄い部分よりも冷却が遅く、内部応力が発生します。均一な壁厚を重視した戦略的な設計アプローチにより、この問題を軽減できます。.
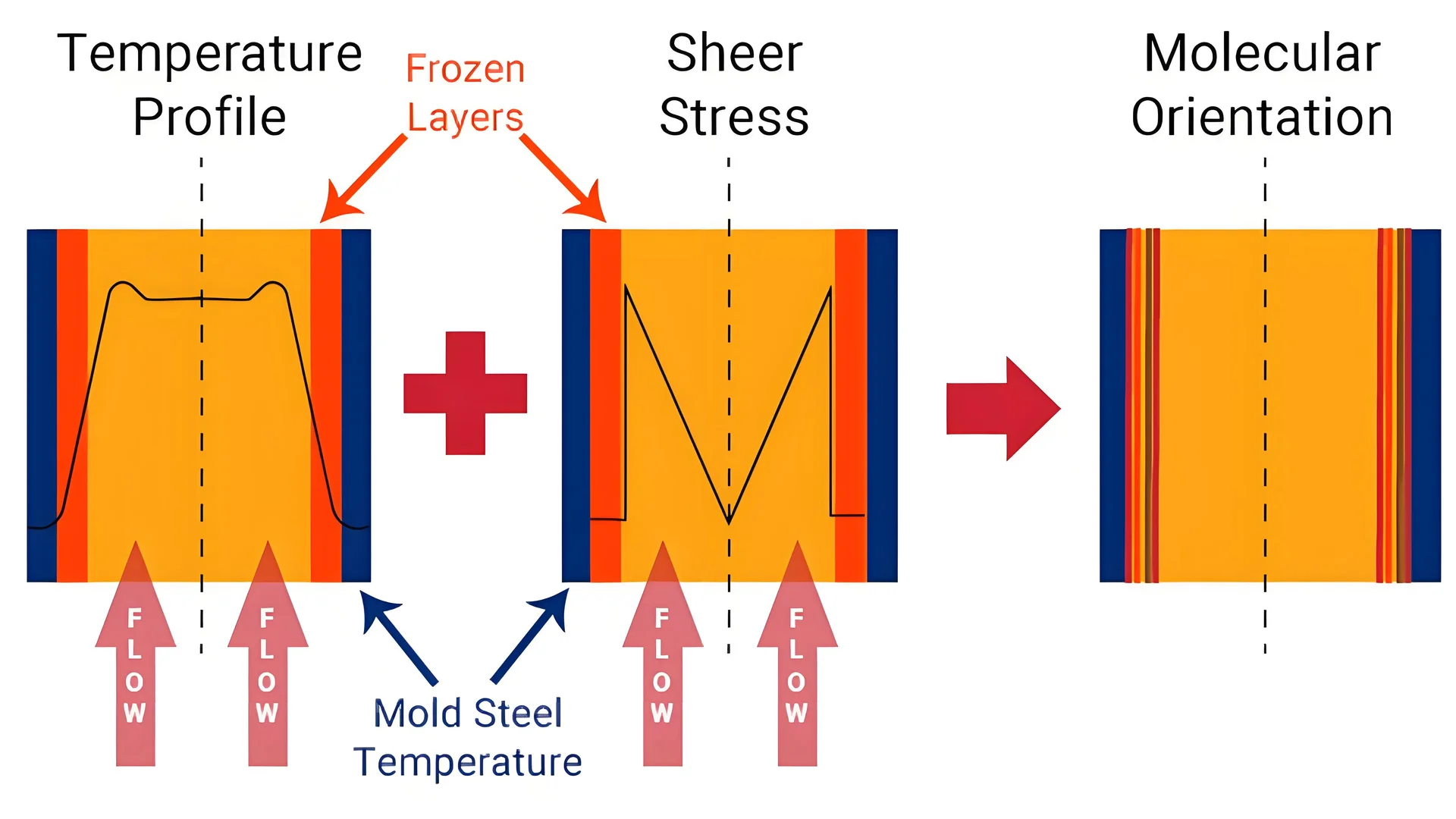
分子配向
溶融プラスチックが金型内を流れる際、分子は流動方向に整列します。この整列により配向応力が生じ、主に流動方向に沿って発生し、流動方向に垂直な方向にはそれほど発生しません。.
射出速度や保圧などのプロセスパラメータは、分子配向に直接影響を及ぼします。例えば、射出速度や保圧が高すぎると、配向応力が増大する可能性があります。これらのパラメータを調整することで、分子配向の程度を効果的に管理することができます。.
比較分析:内部応力の原因
| 原因 | 説明 | 緩和戦略 |
|---|---|---|
| フロー不均衡 | 金型キャビティ内の速度と圧力の分布が不均一です。. | ゲート位置とランナー サイズを最適化します。. |
| 不均一な冷却 | 冷却速度の違いにより熱応力が発生します。. | 均一な金型温度、より優れたチャネルレイアウト。. |
| 分子配向 | 分子の配列により流れ方向に応力が生じます。. | 射出速度と保持圧力を制御します。. |
に関わるすべての人にとって極めて重要です 射出成形の最適化1。これらの要因を特定し、対処することで、メーカーは製品の品質を向上させ、ライフサイクルを延長することができます。
流動の不均衡により、成形品にせん断応力が生じます。.真実
流れの不均衡により不均一な圧力が生じ、せん断応力が生じます。.
壁の厚さが均一になると、成形時の内部応力が増加します。.間違い
均一な壁の厚さは熱応力を増加させるのではなく、減少させます。.
内部応力は製品の機械的特性にどのように影響しますか?
製品の内部応力により製品の機械的特性が著しく損なわれ、強度と耐久性に影響を及ぼす可能性があります。.
内部応力は、寸法の変化、強度の低下、応力下での破損の促進を引き起こし、製品の機械的特性を低下させる可能性があります。.

内部応力の役割を理解する
射出成形製品の内部応力は、製造工程における流動の不均衡、冷却の不均一性、分子配向などによって発生します。これらの応力は、せん断応力、熱応力、配向応力など、様々な形で現れます。それぞれの応力は、製品の機械的特性に独自の変化をもたらします。.
寸法安定性の課題
内部応力は、製造後に寸法変化を引き起こすことがよくあります。これらの応力が時間の経過とともに緩和されると、製品は反りや収縮を起こし、外観だけでなく機能にも影響を与える可能性があります。例えば、 不適切なフィット2が 発生する可能性があります。
| 要素 | 次元への影響 |
|---|---|
| フロー不均衡 | 不均一な収縮、反り |
| 不均一な冷却 | 局所的な拡大または縮小 |
| 分子配向 | 流れ方向の収縮差 |
機械的特性の劣化
内部応力は、強度、靭性、疲労耐性といった機械的特性に直接影響を及ぼします。これらの応力が特定の領域に集中すると、弱点となる可能性があります。その結果、製品は機械的負荷、特に繰り返し力や動的な力を受けると、早期に故障する可能性があります。.
例えば、射出成形で製造される自動車部品は、長期間にわたって大きな応力に耐えなければなりません。内部応力の集中は、 亀裂3 や破損につながり、安全性と性能を損なう可能性があります。
機械的特性に影響を与える要因
- 材料特性:プラスチックの種類によって、内部応力に対する感受性は異なります。例えば、非晶質プラスチックは、内部応力にさらされた場合、結晶質プラスチックとは異なる反応を示すことがあります。
- 製造パラメータ:射出速度、圧力設定、冷却速度の選択は、内部応力の形成度合いに大きく影響します。これらのパラメータを最適化することで、悪影響を軽減することができます。
緩和戦略
射出成形製品の機械的特性を維持するために、製造業者は次のことを行うことができます。
- 金型設計の最適化: 均一な流れと冷却を促進するためのゲートと冷却チャネルの戦略的な配置が含まれます。
- プロセス調整:射出速度と圧力を微調整することで、分子配向応力を低減できます。多段射出を実施することで、流動誘起応力も軽減できます。
- 後処理技術: アニーリングなどの技術により内部応力を緩和し、時間の経過とともに機械的安定性を高めることができます。
これらの戦略を理解することは、内部応力による潜在的な故障を最小限に抑えながら、製品の寿命と信頼性を高めるために重要です。.
内部応力により、時間の経過とともに製品が反り返ります。.真実
内部応力が緩和され、反りなどの寸法変化が生じます。.
すべてのプラスチックは内部応力の影響を等しく受けます。.間違い
プラスチックの種類によって、内部応力に対する感受性は異なります。.
内部応力によってどのような外観上の欠陥が生じる可能性がありますか?
射出成形製品の内部応力により、見た目の美しさと機能性の両方を損なう見苦しい欠陥が発生する可能性があります。.
内部応力は、射出成形製品にクラック、シルバーストリーク、気泡など、様々な外観上の欠陥を引き起こす可能性があります。これらの問題は製品の外観を損なうだけでなく、構造的な完全性にも影響を与える可能性があります。.
内部応力の理解
射出成形プロセスにおいて、溶融プラスチックの流動、冷却、収縮が不均一になると、内部応力が発生します。この応力は欠陥として現れ、製品の外観品質に影響を与えます。.
一般的な外観上の欠陥
-
ひび割れ:
- ひび割れは、特定の領域に高い内部応力が集中することで発生することが多く、型から外す際や型から外した後に発生することがあります。.
- 不適切な金型設計や急速な冷却速度などの要因により、亀裂の形成が悪化します。.
-
シルバーストリーク:
- これらは、成形中に材料内に閉じ込められた水分や空気によって表面に現れる波状の銀色の線です。.
- 銀色の縞模様は透明な製品では特に目立ち、透明度と美観に影響を与えます。.
-
バブル:
- 通常、急速な冷却またはプラスチック内の水分含有量が多いことが原因で、製品内部にガスまたは空気ポケットが形成されると発生します。.
- 気泡は製品の外観を損なうだけでなく、機械特性にも悪影響を及ぼす可能性があります。.
外観欠陥に寄与する要因
金型設計とプロセスパラメータ
- 流動の不均衡: などの欠陥につながる可能性があります 亀裂や気泡4。
- 冷却速度: 冷却が一定でないと熱応力が生じ、反りや銀線などの欠陥の原因となります。
- 分子配向: 高速射出時の分子配向レベルが高いと、銀色の縞が発生する可能性が高くなります。
外観欠陥を軽減するソリューション
- ゲート位置を調整し、バランスの取れた流れを確保することで、金型設計を最適化します。.
- 多段階の射出プロセスを使用して分子の配向を管理し、応力を軽減します。.
- 製品全体で均一な冷却を確保するために、適切な冷却チャネル レイアウトを実装します。.
これらの要因に対処することで、メーカーは射出成形製品の外観上の欠陥を大幅に削減し、美観と性能の両方を向上させることができます。.
急速な冷却により製品にひび割れが生じます。.真実
急速な冷却により応力の分布が不均一になり、ひび割れが発生します。.
銀色の縞は過度の熱によって発生します。.間違い
銀色の縞模様は熱ではなく、閉じ込められた水分や空気によって生じます。.
射出成形中の内部応力を最小限に抑えるにはどうすればよいでしょうか?
射出成形における内部応力を最小限に抑えることは、製品の耐久性と美観を確保する上で不可欠です。効果的な戦略としては、金型設計の最適化、プロセスパラメータの調整、そして後処理技術の導入などが挙げられます。.
射出成形における内部応力を最小限に抑えるには、金型設計を最適化し、射出速度や圧力などの成形パラメータを調整し、アニーリングなどの後処理方法を活用することが重要です。これらのステップにより、流動、冷却、分子配向のバランスが整えられ、潜在的な欠陥が低減し、製品品質が向上します。.

金型設計の最適化
内部応力を低減する主な方法の一つは、金型設計を綿密に行うことです。ゲートを戦略的に配置し、複数のゲートシステムを使用することで、溶融樹脂の流れをよりバランスよくし、せん断応力の蓄積を防ぐことができます。また、ランナーのサイズと形状を最適化して抵抗を最小限に抑え、金型全体にわたる均一な流れを確保することも、綿密に考え抜かれた設計に含まれます。.
さらに、均一な冷却を促進するための冷却チャネルの配置も重要です。例えば、壁厚が異なる製品では、 段階的な壁厚設計5。これにより、冷却速度が一定に保たれ、熱応力が最小限に抑えられます。
射出成形プロセスパラメータの調整
プロセスパラメータは、射出成形製品の内部応力レベルに大きな影響を与えます。射出速度と保圧を下げることで分子配向度が低下し、内部応力が低減します。また、保圧時間を長くすることで収縮率を低下させ、応力を低減できます。.
金型と溶融樹脂の両方の温度制御も重要です。溶融樹脂の温度が高いと分子配向が促進されるため、材料の種類に応じて適切な温度を選択することが重要です。多段階射出成形プロセスを導入することで、成形サイクル全体を通して速度と圧力を段階的に調整し、応力をさらに管理しやすくなります。.
| パラメータ | 提案された調整 |
|---|---|
| 射出速度 | 配向ストレスを軽減するために下げる |
| 保持圧力 | 収縮を最小限に抑えるために下げる |
| 金型温度 | 均一な冷却を最適化 |
| 溶融温度 | 物資のニーズに応じて調整する |
後処理技術
アニーリングなどの後処理技術は、射出成形製品の内部応力を大幅に軽減することができます。アニーリングとは、製品を特定の温度に加熱し、一定時間保持した後、ゆっくりと冷却する処理です。この処理により分子構造が緩和され、応力が効果的に低減されます。.
高い寸法精度が求められる製品には、調湿加工を施すことがあります。製品を湿度管理された環境に置くことで、水分を吸収し、収縮率を調整し、応力を軽減します。.
これらの技術を組み合わせることで、最終製品が品質基準を満たし、意図された用途において確実に機能することが保証されます。こうした対策を講じることで、耐久性が向上するだけでなく、製品寿命も延びます。.
金型設計を最適化すると内部応力が軽減されます。.真実
戦略的なゲート配置と冷却チャネル設計により、フローと冷却のバランスが保たれます。.
射出速度が速いほど内部応力が減少します。.間違い
速度が速いほど分子の配向が高まり、内部応力が増加します。.
結論
戦略的な金型設計とプロセス調整を通じて内部応力に対処することで、メーカーは製品品質を大幅に向上させることができます。これらの戦略を活用することで、欠陥を最小限に抑え、パフォーマンスを最適化できます。.
-
プロセスの最適化を通じて製品の品質を高める戦略を探ります。: 射出成形プロセスを最適化するためのベストプラクティス · 1. パラメータの定期的な監視と調整 · 2. 高度な制御システムの使用 · 3. 徹底した… ↩
-
応力による小さな変化が組立精度に及ぼす影響について学びましょう。冷間成形中のひずみの局所的な変化は、製品の応力状態と剛性に変化をもたらす可能性があります。これにより、組立精度が向上したり低下したりする可能性があります。 ↩
-
内部応力が荷重下で亀裂を引き起こす理由を理解しましょう。(1) 製品に内部応力が存在すると、製品の機械的特性と性能に重大な影響を及ぼします。 ↩
-
成形品の一般的な欠陥を回避するテクニックを学びます。: 従来のベント方法が失敗した場合、真空ベントにより、射出成形金型内のガス放出や空気の閉じ込めに関連する問題を効果的に解決できます。. ↩
-
段階的な肉厚設計が冷却均一性を向上させる仕組みをご覧ください。: 部品品質:肉厚の問題を抱えた射出成形部品を設計すると、陥没穴、反り、ショートショットなどの欠陥が発生する可能性があります。これらの問題は… ↩






