

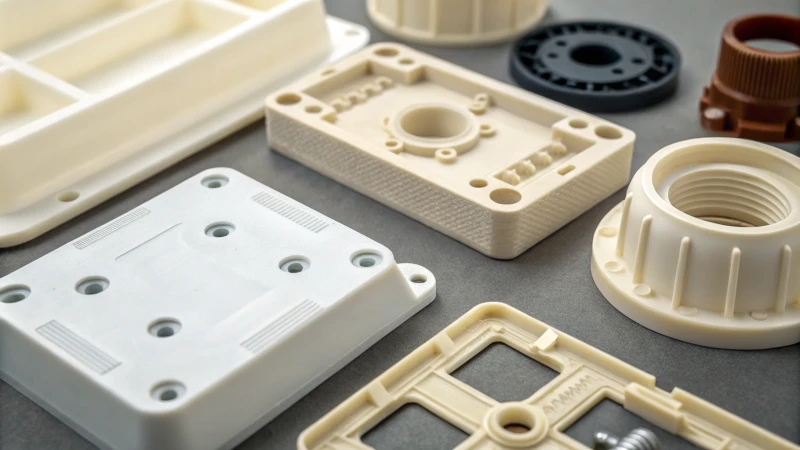
プラスチックの成形に挑戦したけれど、うまくいかずに挫折してしまった経験はありませんか?射出成形プロセスで起こりがちなよくある問題を探ってみましょう。.
射出成形で最も頻繁に発生する問題には、バリ、収縮痕、ウェルド痕、気泡、ショートショットなどがあります。これらの欠陥は、圧力設定の不備によって発生することがよくあります。冷却の不均一性や金型設計の不備も問題を引き起こし、製品品質と生産効率の両方に悪影響を及ぼします。.
射出成形の問題に初めて遭遇した時は、まるでパズルのピースが欠けているような感覚でした。バリや気泡といった欠陥の主な原因を理解した時は、まるで突然、目が冴えわたるような感覚でした。これらの欠陥は一つ一つ丁寧に検証し、シンプルな解決策を見つける必要があります。そうすることで、生産プロセスを改善し、時間とコストの両方を節約できます。.
フラッシュは過剰な射出圧力によって発生します。.真実
過度の圧力により溶融プラスチックが金型のキャビティから押し出され、フラッシュが発生します。.
収縮マークは完璧な冷却条件を示します。.間違い
収縮マークは、冷却が不均一であったり、冷却が速すぎたり、完全でなかったりするときに発生します。.
射出成形製品におけるバリとは何を意味しますか?
射出成形におけるバリは、ピザ生地が型枠の縁からこぼれ落ちるのと同じくらい厄介な問題です。バリは見た目の問題だけでなく、部品の嵌合精度にも影響を及ぼします。.
バリは、射出成形中に過剰なプラスチックが溢れ出ることで発生します。これは通常、高圧や金型内の小さな隙間が原因で発生します。この余分なプラスチックによって、エッジの凹凸が生じます。この凹凸によって、精密な組み立てが妨げられる可能性があります。.
フラッシュの原因を理解する
金型設計に携わったばかりの頃を思い出してください。まだ若かった頃で、なぜ自分の素敵なデザインに醜いバリが残るのか理解しようと必死でした。様々な方法を試し、夜遅くまで作業した結果、バリ(「オーバーフロー」とも呼ばれます)は、1の隙間。パイを焼く時、生地が溢れて中身が溢れてしまうのを想像してみてください。射出圧力を調整し、金型をしっかりと固定することで、バリの発生を防ぐことができると知っておいて良かったです。
| 原因 | 説明 |
|---|---|
| 過剰な射出圧力 | プラスチックの溶融物が溢れ出します。. |
| クランプ力が不十分 | 隙間からプラスチックが漏れ出します。. |
| 金型の分割面の凹凸 | オーバーフロー用のパスを作成します。. |
製品品質への影響
バリは製品の見た目を台無しにすることがあります。私自身も経験しました。若い頃は、プロトタイプの鋭いエッジのせいで何時間もかけて修正しなければならなかったことを覚えています。バリはエッジを粗くするだけでなく、組み立ても難しくします。まるで、パズルのピースの一つに余分なタブがあるのに、それを合わせようとするようなものです。.
| インパクト | 説明 |
|---|---|
| 外観の劣化 | エッジが不均一になります。. |
| 処理能力の向上 | 追加のトリミングが必要です。. |
| 組み立て精度の問題 | パーツがどのように組み合わされるかに影響します。. |
射出成形におけるバリの解決
バリへの対処を通して、機械設定の調整と金型設計の改善が鍵であることを学びました。射出圧力を下げたり、型締力を上げたりすると、状況は大きく変わります。例えば、パイ生地の端を完璧にシールしたり、金型のパーティング面を、バリ漏れを防ぐことができます。
定期的な金型検査は、私にとって信頼できる方法となりました。すべてがうまく合致していることを確認することで、将来の多くの問題を回避できました。細部にまで注意を払うことで、製品の品質が向上し、欠陥とコストを削減できました。.
表:射出成形における一般的な欠陥
この表は、成形における問題を診断するのに非常に役立ちました。設定や設計の変更が製品の成功に大きく影響する可能性があることを思い出させてくれました。.
| 欠陥 | 原因 | インパクト |
|---|---|---|
| フラッシュ | 高圧、ギャップ | 不均一なエッジ、組み立ての問題 |
フラッシュは過剰な射出圧力によって発生します。.真実
過度の圧力によりプラスチックが溢れ、フラッシュが発生します。.
フラッシュにより成形品の精度が向上します。.間違い
フラッシュは、エッジの不均一性とフィットの問題を引き起こし、精度に影響します。.
射出成形における収縮マークの原因は何ですか?
プラスチック製品に、あの厄介な小さなへこみがあることに気づいたことはありませんか?収縮痕として知られています。これらのへこみは、射出成形時にしばしば問題を引き起こします。.
射出成形において、プラスチック部品が不均一に冷却されると収縮痕が発生します。この状態は表面のへこみにつながります。肉厚の不均一も、この欠陥の一因となることがよくあります。保持時の圧力不足も問題を引き起こします。これらの要因は実に非常に重要です。.

収縮マークについて
収縮痕(ひけあと)は、射出成形品の表面に現れる凹みや「へこみ」のような欠陥です。これは、プラスチックが冷却時に収縮することによって発生します。.
収縮マークの原因
-
不均一な冷却
深夜の問題解決セッション中に、均一に冷却することの重要性に気づきました。金型の厚い部分は薄い部分よりも長く温かいままになり、望ましくない収縮跡を作ってしまうのです。.
要因 冷却への影響 壁厚のばらつき 厚い部分では冷却が遅い 金型設計 不適切な冷却チャネルレイアウト -
保持圧力不足
保圧については、苦い経験を通して学びました。保圧段階で十分な圧力がかからないと、ほとんどの場合、収縮痕が残ります。高い圧力をかけると、液状プラスチックが金型の隅々まで充填されますが、低い圧力をかけると、樹脂が緩みすぎてしまいます。.
- 高い保持圧力により、溶融プラスチックがすべての隙間を埋め、ヒケの可能性が低減します。.
- 圧力が低いと材料をコンパクトに保てず、収縮が生じる可能性があります。.
-
材料の選択と特性
プラスチックの種類によって収縮の仕方は様々です。意外ですよね?プロセスを調整せずに収縮率の高いプラスチックを選ぶと、問題が生じます。例えば、結晶性ポリマーは分子構造上、非晶質ポリマーよりも収縮率が大きくなります。.
収縮マークへの対処
これらの問題を解決するにはスキルが必要です:
- 壁の厚さを最適化:均一な厚さにより、均一に冷却されます。
- 保持圧力を調整する:収縮を抑えるために、材料と金型に適切な圧力を見つけます。
- 材料の選択:収縮の少ない材料を使用するか、それに合わせてプロセスを変更します。
これらのヒントは、機能だけでなく見た目も美しい製品を作るのに役立ちました。デザイナーは欠陥を減らし、後々の労力を節約できます。電子機器や自動車などの業界では、これは非常に重要です。.
成形の課題について詳しくは、他の一般的な問題3も。知識があれば品質が向上し、時間を節約できます。
冷却が不均一だと、成形部品に収縮跡が残ります。.真実
部品セクションの冷却速度が異なると、収縮マークが発生します。.
保持圧力が高いと収縮マークの形成が増加します。.間違い
高圧により隙間を効果的に埋めることで収縮を軽減します。.
プラスチック部品の溶接跡の原因は何ですか?
美しく作られたプラスチック部品に、なぜ厄介な溶接跡が現れるのだろうと疑問に思ったことはありませんか?
溶接痕は、金型内で溶融したプラスチックの流れが合流する部分に現れ、目に見える線や、場合によっては弱点となる部分を作り出します。これらの痕は、プラスチックの流れが分岐して再び合流する際に、コアやインサートの近くで形成されることがよくあります。.
射出成形における溶接痕の理解
ウェルドマークは、射出成形中に金型内で2つ以上の溶融樹脂の流れが合流することで発生します。これらの線は、流れが合流する際に、温度や速度の違いにより完全に結合せず、目に見える継ぎ目が生じるために発生します。これは、補強リブやインサートを備えた複雑な形状を成形する場合に特に顕著になります。.
一般的な原因
- 金型内の障害物:交通整理をしていると、突然障害物が現れます。プラスチック溶融物4がコアやインサートなどの障害物に遭遇すると、一旦分離し、その後再び結合しようとします。その結果、溶接痕が形成される可能性があります。
- 複数のフローフロント:複数の流れが一つに合流する川をイメージしてみてください。複数の射出ポイントを必要とする金型では、異なるフローフロントが合流し、適切に管理しないと溶接痕が発生する可能性があります。
| 原因 | 説明 |
|---|---|
| 障害 | 挿入物の周囲でフローが分岐し、再結合がうまくいかない |
| マルチフロー | 複数のゲートからの流れの合流 |
製品品質への影響
溶接痕は見た目を損なうだけでなく、製品の強度を弱める可能性があります。これらの線は、製品の引張強度や衝撃強度を損なう可能性があります。電子機器用の美しいプラスチックケースが、これらの線によって台無しになっていることを想像してみてください。特に電子機器のケースのように高い外観品質が求められる製品では、溶接痕が目立ってしまうため、美観上の問題も生じます。.
溶接痕の軽減
幸いなことに、溶接跡を最小限に抑える戦略がいくつかあります。
- 射出設定の調整:射出速度と圧力を変更することで、流れが最適な温度と条件で合流し、目に見える継ぎ目を最小限に抑えることができます。
- 金型設計の見直し:障害物の少ない金型を設計したり、通気孔などの技術を使用すると、溶接跡が減る可能性があります。
これらの手法を金型設計に導入することで、製品の品質と性能を大幅に向上させることができます。新たな設計アプローチを探求することで、より強度が高く、見た目も美しい成形製品を実現できるかもしれません。
関連現象
- フラッシュ(オーバーフロー):圧力が強すぎたり、締め付けが弱かったりして、プラスチックが溢れて驚いたことはありませんか?
- 収縮マーク:冷却が不均一であったり、保持圧力が不足していたりして、滑らかな表面が損なわれる厄介なへこみ。
これらの問題をさらに深く理解するには、射出成形の課題6、生産プロセスを最適化し、優れた結果を達成するための役立つヒントが得られます。金型設計や射出設定といった側面のバランスをとることが、これらの問題をうまく解決するために不可欠です。
| 関連する欠陥 | 主な原因 | インパクト |
|---|---|---|
| フラッシュ | 高圧 | 不均一なエッジ |
| 収縮 | 冷却の問題 | 表面のへこみ |
溶接痕は塑性流れの収束部に形成されます。.真実
溶接跡は、溶融プラスチックの別々の流れが出会って完全に結合できなかったときに発生します。.
溶接痕はプラスチック部品の外観にのみ影響します。.間違い
溶接痕は製品の引張強度や衝撃強度を低下させる可能性もあります。.
成形中に気泡を防ぐにはどうすればよいでしょうか?
完璧なプラスチック製品を成形しようとしたのに、厄介な気泡のせいで努力が台無しになったことはありませんか?
成形中の気泡の発生を防ぐため、材料は十分に乾燥させておく必要があります。射出速度を慎重に制御してください。キャビテーションの発生を抑えるには、適切な金型ベントが重要です。これは製品の品質向上につながります。品質は非常に重要です。.

バブルの原因を理解する
金型業界で働き始めた頃を思い出します。物事が順調に進んでいる時に現れる厄介な気泡に直面したのです。完璧なスフレを焼いたと思ったら、崩れてしまったような気分でした。しかし、レシピを学ぶように、これらの気泡の原因を知ったことで、すべてが変わりました。.
キャビテーションとも呼ばれる気泡は、金型設計者にとってしばしば悩みの種です。通常、水分、揮発性物質、または金型の排気不良が原因です。美しいものを成形したいのに、材料が完全に乾いていないと想像してみてください。すると何が起こるでしょうか?成形中に水分が蒸気に変わり、気泡が発生します。あるいは、射出速度を高く設定しすぎて、内部にひどい空気が閉じ込められているのかもしれません。.
気泡の発生を防ぐための解決策
-
材料の準備
- プラスチック素材は必ず使う前に乾かします。スタイリング前に髪を乾かすのと同じで、とても重要です。.
- 除湿乾燥機は湿気を取り除くのに役立ちます。私のお気に入りのツールです。.
-
射出速度と圧力制御
- 段階的な速度調整により、空気の混入を回避できます。これは、泡を防ぐためにグラスにソーダをゆっくりと注ぐようなものです。.
- フラッシュを防ぐには、適切な圧力を設定してください。圧力が強すぎると、ケーキからフロスティングがはみ出るように、端が不均一になります。フロスティングが多すぎると、焦げ付きやすくなります。
-
金型設計の考慮事項
- 換気システムは、閉じ込められた空気を逃がします。新鮮な空気を取り入れるために窓を開けることを想像してみてください。.
- 均一な壁厚の金型により、均一な冷却が保証され、収縮が防止されます。.
例表: さまざまな製品におけるバブルの影響
| 製品タイプ | バブルの影響 |
|---|---|
| プラスチック容器 | 密閉性が損なわれた |
| 電子機器ハウジング | 外観上の欠陥 |
| 自動車部品 | 強度と耐久性の低下 |
気泡防止のための高度な技術
- 真空成形:真空状態により、金型キャビティ内の空気と水分が除去されます。掃除機で汚れを吸い取る様子を想像してみてください。
- ガスアシスト射出成形:ガスがプラスチック溶融物を金型の壁に押し付け、空気の閉じ込めを最小限に抑えます。
の高度な成形技術7を確認することをお勧めします。これらの方法は、製品の仕上がりを改善し、効率を高める可能性があります。また、定期的な金型チェックと製造工程の細部への注意は、気泡の削減と製品品質の向上に非常に役立ちます。
材料中の水分は成形時に泡の原因となります。.真実
水分は加熱されると蒸気になり、泡が発生します。.
注入速度を上げると気泡の発生を防ぎます。.間違い
速度が速すぎると空気が閉じ込められ、泡が増える可能性があります。.
成形工程でショートショットが発生する原因は何ですか?
工房で、まだ完成していない型を見て、途方に暮れたことはありませんか?一体何が間違っていたのでしょうか?
射出圧力が低すぎる場合、または射出速度が遅すぎる場合、成形中にショートショットが発生します。材料の流動性が悪い場合やエアベントが不足している場合も、この問題の原因となります。これらの原因により、樹脂が金型に完全に充填されません。これらの問題を解決することで、完全な成形品が得られます。完全な成形品は重要です。.
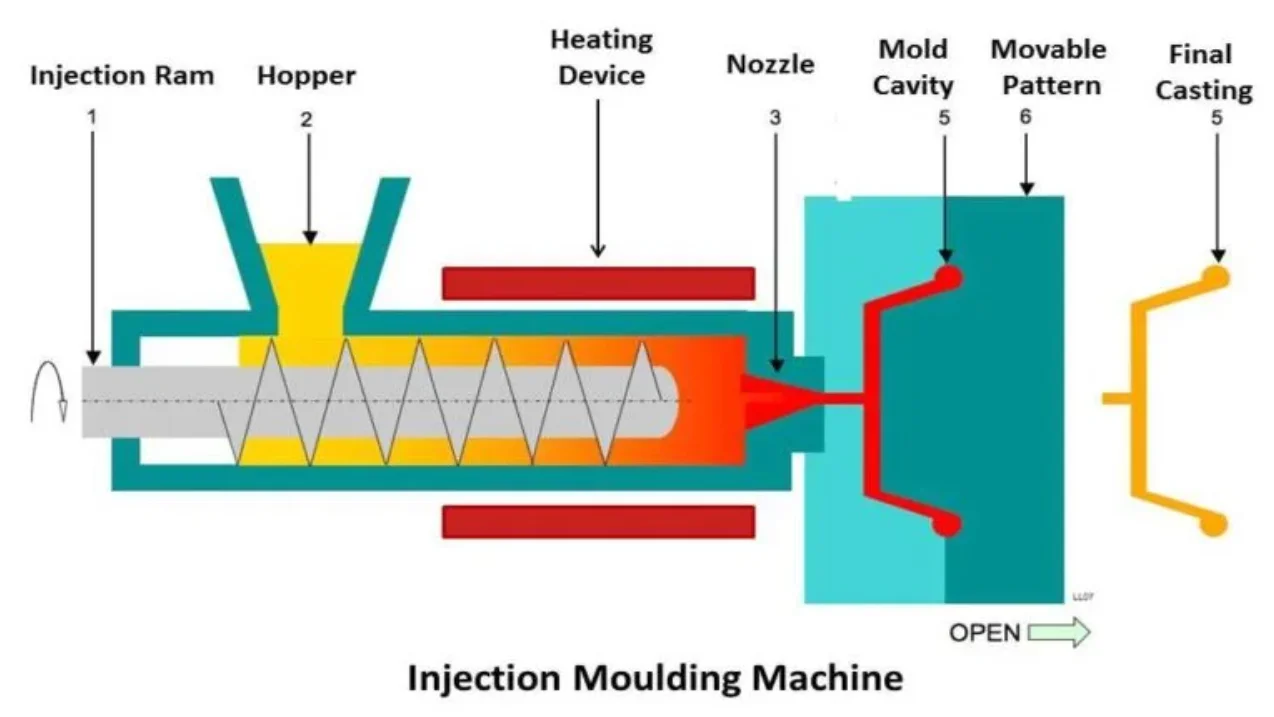
射出圧力と速度
ショートショットで困った日のことを覚えています。最初は圧力設定は問題ないように見えましたが、よく見てみると、射出圧力が少し低すぎて金型を完全に充填できないことが分かりました。射出圧力が低いことが、プロセス全体の進行を妨げていました。.
ショートショットの主な原因の一つは、射出圧力の不足です。溶融プラスチックが金型キャビティ全体を充填するには、十分な力が必要です。圧力が低すぎる場合や射出速度遅い場合、材料が金型の隅々まで行き渡らず、製品が不完全になる可能性があります。これらのパラメータを調整することで、ショートショットの発生を大幅に低減できます。
材料の流動性
以前、厚みのあるプラスチックを複雑なデザインに使用したところ、流動性が悪いために充填がうまくいかなかった経験があります。温度を調整することで、この頑固なプラスチックの流動性を改善できました。精密な充填が必要なデザインでは、この工程が非常に重要です。.
プラスチック溶融物9流動も重要な要素です。高粘度材料は複雑な金型設計を通り抜けるのが難しい場合があります。このような材料を使用する場合は、温度設定を最適化することで流動特性を向上させることができます。
カビのベント
かつて、ベントが詰まっていて何度も問題に悩まされました。適切なベントがあれば、金型が充填される際に空気を逃がすことができます。ベントが詰まっていたり、設計が適切でなかったりすると、空気が滞留し、樹脂の流れが止まってショートショットが発生します。.
金型が充填される際に閉じ込められた空気を逃がすために、適切なベント(通気孔)が不可欠です。ベントが塞がれたり、設計が不十分だと、エアポケットが生じて樹脂の流れが阻害され、ショートショットが発生する可能性があります。.
材料の準備
問題を回避するには、材料を適切に準備する必要があります。適切に乾燥されていない材料は水分を取り込み、流動性を低下させ、気泡を発生させることがわかりました。
使用前に材料を適切に準備することで、これらの問題を軽減できます。使用前にプラスチックペレットを完全に乾燥させることで、射出成形中に水蒸気による気泡の発生を防ぐことができます。
| 原因 | 説明 |
|---|---|
| 低射出圧力 | 力が不十分だと金型への充填が完全ではありません。. |
| 注入速度が遅い | 充填が遅れると、未完了の領域が発生します。. |
| 材料の流動性が悪い | 高粘度のプラスチックは、金型のすべての部品に到達するのが困難です。. |
| 不十分なカビの排気 | 閉じ込められた空気は材料の流れを妨げ、充填が不完全になります。. |
| 不適切な材料準備 | 材料内の水分は泡を形成し、流動特性に影響を与えます。. |
実用的な解決策
金型設定のチェックリストを使用することで、状況は一変しました。これには、圧力設定
の確認や材料の準備、ショートショットの削減などが含まれます。圧力設定、速度調整、材料準備プロセスを含む金型設定のチェックリストを導入することで、ショートショットを大幅に削減できます。
オペレーターへの定期的なトレーニングにより、全員がベストプラクティスに基づいて問題解決に臨めるようになり、成形プロセス中の認識力とトラブルシューティング能力が向上します。
シミュレーションソフトウェア10を使用して事前に検討することで、生産前に潜在的な問題を把握し、多くの時間を節約できました。これは、ワークフローを大幅に改善する積極的な方法です。
射出圧力が低いとショートショットが発生します。.真実
圧力が不十分だと、溶融プラスチックが金型に完全に充填されません。.
材料の流動性が悪いと、金型の充填が悪くなります。.間違い
高粘度の材料は流れを妨げ、金型の充填が不完全になります。.
どのような設計変更によって射出成形の欠陥を最小限に抑えることができますか?
設計者なら誰でも、射出成形における問題の厄介さを知っています。これらの欠陥は製品の品質と効率を著しく損ないます。ここに朗報があります。巧妙な設計変更によって、これらの厄介な問題を直接解決できます。.
戦略的な設計変更は、射出成形における欠陥の低減に大きく貢献します。金型構造の最適化は重要なステップの一つであり、肉厚の調整も重要です。これらの調整により、バリ、収縮痕、ウェルドラインなどの問題を大幅に削減できます。.

金型構造の最適化
バリ欠陥(11)に直面した時のことを覚えています。まるで負けたように感じました。しかし、型締め力とパーティング面さえも私の味方になってくれました。適切な調整により、樹脂の溶融が溢れるのを防ぐことができます。これにより、後処理の時間を節約し、製品の見た目を磨き上げた滑らかな状態に保つことができます。
| 欠陥 | 原因 | デザインソリューション |
|---|---|---|
| フラッシュ | 型締力が不十分 | クランプ力を高め、表面を均一にする |
壁の厚さの調整
材料フローの改善
溶接痕13は、プラスチックの流れが合流する醜い箇所で、非常にイライラさせられました。金型のフローパスを再設計することで、コアなどの障害物を減らし、強度と外観を改善できました。
換気と湿気への対処
不十分なベントや湿気による気泡は悪夢でした。解決策は、ベントシステムの改善と、十分に乾燥した材料の使用によってこれらの欠陥を14。射出速度を調整することで、キャビテーションや不完全な充填を削減し、欠陥のない製品に近づきました。
生産フィードバックに基づく定期的な設計レビューは、欠陥を適切に管理し、製品品質の向上と製造スピードの向上につながります。高度なツールを用いた設計戦略の検討は、射出成形プロセスをさらに最適化するのに役立ちます。.
高度なソフトウェアツールの活用
最新のCADおよびシミュレーションソフトウェアは画期的な進歩を遂げました。潜在的な欠陥を予測することで調整が可能になり、材料フローの改善とサイクルタイムの短縮につながります。設計段階でこれらのソフトウェアソリューションを、高品質な製品の製造において優位性が得られます。
これらの設計変更を実施することで、メーカーは製品品質を向上させ、射出成形プロセスにおけるコストのかかる欠陥を削減することができます。射出成形の専門家16で、欠陥を最小限に抑えるための設計最適化に関する貴重な知見が得られ、競争の激しい市場で優位に立つことができます。
表面が平らであればフラッシュ欠陥を防止できます。.真実
均一な分割面を確保することで、プラスチックの溶融オーバーフローを防ぎ、バリを減らします。.
冷却が不均一なので収縮跡が減ります。.間違い
冷却が不均一だと収縮跡が残りますが、壁の厚さが均一であれば均一な冷却が保証されます。.
結論
この記事では、バリ、収縮マーク、溶接マーク、気泡、ショートショットなどの一般的な射出成形欠陥について説明し、その原因、製品品質への影響、改善策について詳しく説明します。.
-
高い射出圧力と金型設計の欠陥がフラッシュ形成にどのように影響するかを学びます。. ↩
-
機械の設定と金型設計の改善を通じて、バリを最小限に抑える手法を探ります。. ↩
-
射出成形におけるその他の一般的な欠陥を発見し、それが製品の品質にどのように影響するかを学びます。. ↩
-
金型設計における障害が溶融フローにどのように影響し、溶接痕などの欠陥にどのように寄与するかを確認します。. ↩
-
溶接痕の形成を最小限に抑えるための金型設計戦略に関する専門家の推奨事項を検討します。. ↩
-
一般的な射出成形の問題を管理および解決して、製品の品質を向上させるための洞察を得ます。. ↩
-
気泡などの一般的な欠陥を減らすことで製品の品質を向上させる革新的な方法を見つけましょう。. ↩
-
このリンクでは、射出速度の変化が成形製品の品質と一貫性にどのような影響を与えるかを説明しています。. ↩
-
プラスチック溶融粘度が金型内の流れにどのように影響するか、またそれを改善するテクニックについて学びます。. ↩
-
シミュレーション ツールが成形プロセスにおける問題を事前に特定する方法を説明します。. ↩
-
適切な金型クランプによって材料の溢れを防ぎ、製品の精度を確保する方法について学びます。. ↩
-
均一な壁の厚さによってへこみが減り、製品の外観が向上する仕組みを理解します。. ↩
-
材料の流れを強化して製品の強度を高める設計手法をご紹介します。. ↩
-
改良されたベントシステムにより金型内の気泡やショートショットが最小限に抑えられる仕組みについて説明します。. ↩
-
設計の精度と効率性を高めるソフトウェア機能について学習します。. ↩
-
専門家とつながり、欠陥削減戦略についてのより深い洞察を得ましょう。. ↩






