![]()
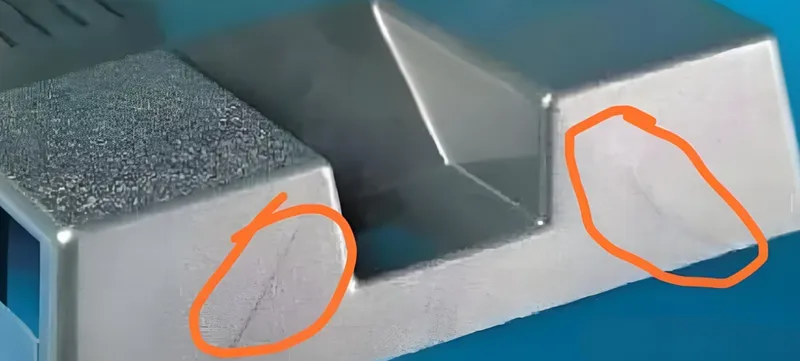
変化の激しい製造業の世界では、完璧さが目標ですが、ニットラインのような欠陥は計画に支障をきたす可能性があります。ウェルドラインまたはフローラインと呼ばれるニットライン1射出成形部品において、2つの溶融プラスチックの流れが合流したものの完全に結合しなかった箇所に現れる、目に見えて厄介な継ぎ目です。これらのラインは単なる外観上の欠陥ではなく、特に穴、複数のゲート、複雑な形状を持つ複雑な設計では、部品の強度を低下させる可能性があります。朗報です。適切な対策を講じることで、ニットラインを最小限に抑え、あるいは完全に排除することができます。ニットラインとは何か、なぜ発生するのか、そして設計の微調整、材料の選択、プロセスの調整によってどのようにニットラインを抑制するのかを詳しく見ていきましょう。
ニットラインにより、射出成形部品の強度が大幅に低下する可能性があります。.真実
研究によれば、ニットラインにより、特に重要な荷重支持領域では引張強度が最大 50% 低下する可能性があるとされています。.
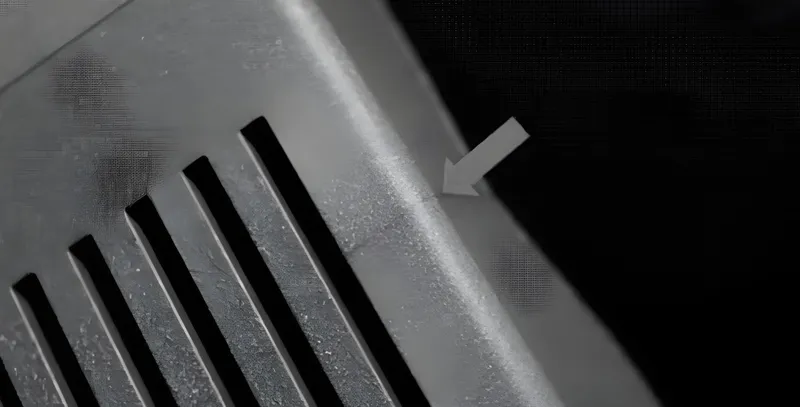
射出成形におけるニットラインとは何ですか?
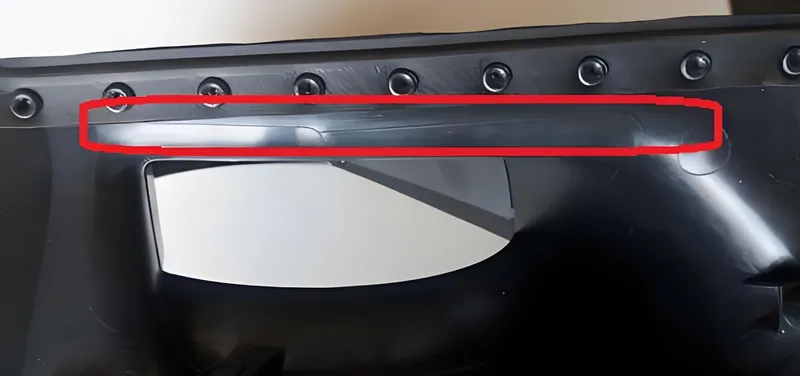
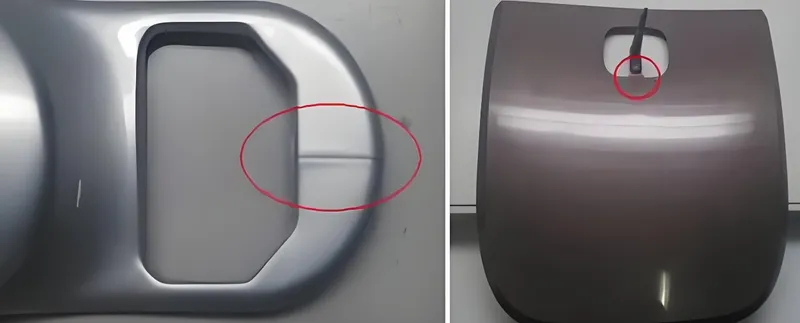
ウェルドラインは、2つ以上の溶融樹脂のフローフロントが金型キャビティ内で合流したものの、完全に融合できなかった場合に発生します。これにより部品表面に目に見える継ぎ目が残り、外観と強度の両方が損なわれる可能性があります。ウェルドラインは、穴、ボス、複数のゲートなど、樹脂の流れを分割する形状を持つ部品でよく見られ、複雑な設計において大きな問題となります。.
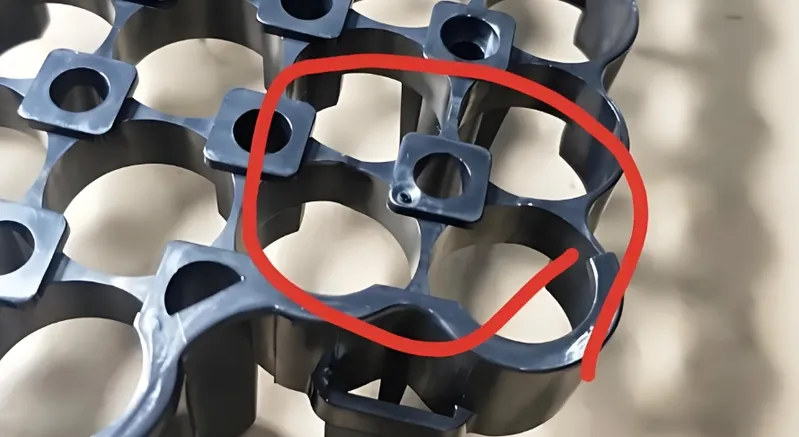
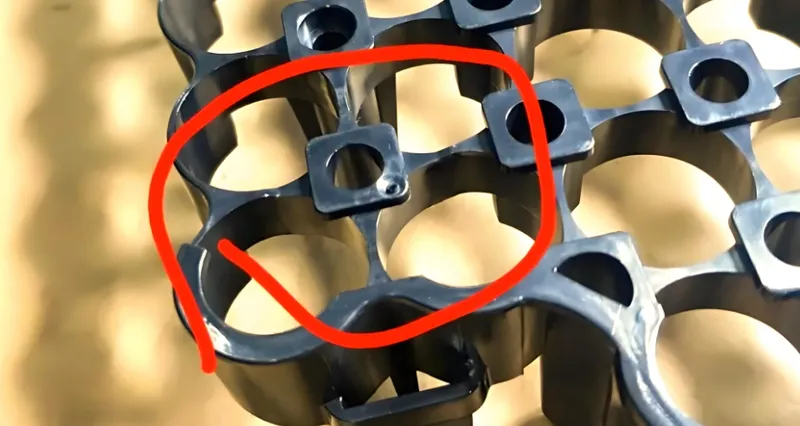
ニットラインの原因は何ですか?
ニットラインは突然現れるわけではありません。ニットラインが現れるには、次のような背景があります。
-
複数のゲート2 :金型に複数の入口がある場合、各ゲートからのプラスチックの流れが衝突し、ウェルド ラインが発生する可能性があります。
-
金型内の障害:穴、インサート、またはコアによって流れが分割され、強制的に再接続されて継ぎ目が形成されます。
-
射出圧力または速度が低い3 :プラスチックが十分な速さでまたは十分に硬く射出されない場合、フロー フロントがすぐに冷えて適切に結合されません。
-
金型または材料の温度が低い:温度が低いと、プラスチックが融合する前に固まってしまいます。
-
材料流動特性が悪い:一部のプラスチックは、粘度が高い、または冷却が速いため、ニットラインが発生しやすくなります。
| 原因 | 説明 |
|---|---|
| 複数のゲート | 異なるゲートからの流れが合流し、ニット ラインを形成します。. |
| 障害物(穴、挿入物) | 特徴により流れが分割され、再収束と継ぎ目が生じます。. |
| 低い射出圧力/速度 | 注入が遅すぎたり弱すぎたりすると、冷却が早すぎます。. |
| 低温 | 冷たい型や材料が早く固まります。. |
| 材料特性4 | 流れが悪い場合や冷却が早い場合は、ニットラインが発生するリスクが高まります。. |
ニットラインを防ぐには?
ニットラインを防ぐには、デザイン、工程、素材など、チームワークが不可欠です。その対策方法をご紹介します。
部品設計の最適化
-
ゲートの配置:ゲートを配置して、重要な領域から流れを遠ざけたり、目立たない場所に継ぎ目が形成されるようにします。
-
壁の厚さ:不均一な冷却による流れの中断を避けるために、壁の厚さを均一に保ちます。
-
機能の再配置:ニット ラインが強度や外観を損なわない領域に穴またはボスを移動します。
プロセスパラメータを調整する
-
射出圧力:圧力を高めて、継ぎ目の部分の融合を強化します。
-
温度制御:金型と材料の温度を上げて冷却を遅らせ、結合を強化します。
適切な材料を選ぶ
- ABS よりも編み目が目立たないポリプロピレンなどの流動性の高いプラスチックを選びましょう。.

- 流れや融合を妨げる添加物は使用しないでください。.
シミュレーションソフトウェアを使用する
- Moldflowなどのツールはフローパターンを予測し、成形を開始する前に設計や設定を微調整できるようにします。
高度な技術を活用する
-
ホットランナーシステム:プラスチックを一定に熱くし、流動性を保ちます。
-
バルブ ゲート:流れのタイミングを制御して継ぎ目の形成を最小限に抑えます。
射出速度を上げると、ニットラインを完全に除去できます。.間違い
速度を上げると効果はありますが、特に複数のフローがある複雑なパーツでは、ニット ラインを完全に除去することはできません。.
材料選択のベストプラクティスは何ですか?
素材の選択によって、ニットラインの防止が成功するか失敗するかが決まります。

-
充填材:繊維 (ガラス充填 ABS など) は融合を妨げてニット ラインを弱める可能性があります。
-
添加剤:難燃剤や潤滑剤は流れを変えて継ぎ目を悪化させる可能性があります。
| 素材の種類 | ニットラインへの影響 | 例 |
|---|---|---|
| 充填されていない熱可塑性プラスチック | より強い編み目、より優れた融合 | ポリプロピレン(PP) |
| 短繊維入り | 良好な結合力、長繊維ほど弱くない | ガラスビーズ入りPP |
| 長繊維入り | 繊維のずれによる編み目の弱化 | ガラス繊維入りABS |
| 添加物(例:FR) | ニットラインを悪化させる可能性がある | 難燃性ABS |
ポリプロピレンは ABS よりもニットラインが発生しにくいです。.真実
ポリプロピレンは優れた流動性と低速冷却により、目立たないニットラインを形成します。.
ニットラインを最小限に抑えるためにプロセスパラメータを調整するにはどうすればよいでしょうか?
成形プロセスを微調整すると、驚くべき効果が得られます。
- 材料温度:プラスチックの温度が高いほど溶融状態が長くなり、継ぎ目の強度が向上します。
| パラメータ | ニットラインへの影響 | 推奨されるアクション |
|---|---|---|
| 射出速度 | 速度が速いほど融合が改善 | より良い融合のために増加 |
| 射出圧力8 | 圧力を高めるとフローフロントの結合が促進される | 過剰梱包を避けるように調整する |
| 金型温度 | 金型の温度が高ければ冷却が遅れる | 融合を強化するために育てる |
| 材料温度 | プラスチックが高温になると流れが良くなる | 長く溶けた状態を保つために増やす |
ニットラインを回避するのに役立つデザイン戦略は何ですか?
編み目ラインを回避するために、よりスマートに設計します。
-
ゲートの最小化:ゲートが少ないほど、フローの衝突が少なくなります。
-
ゲートの配置:重要でないゾーンでフローが交わる場所にゲートを配置します。
-
均一な壁の厚さ:流れを妨げる急速冷却の薄い部分を防ぎます。
-
スムーズな遷移:鋭角なコーナーの半径により、流れが安定します。
-
フィーチャの再配置:穴などのフローを分割する要素を主要な領域から移動します。
設計チェックリスト:
-
可能な限り少ないゲートを使用してください。.
-
均一な壁の厚さを維持します。.
-
鋭角を避けるために半径を追加します。.
-
ゲート位置を最適化します。.
-
フローの分割を引き起こすシフト機能。.
ニットラインを除去する高度なテクニックはありますか?
困難なケースでは、ハイテクソリューションが役立ちます。

-
シミュレーション ソフトウェア 9 : Autodesk Moldflow はフローをマッピングして、設計と設定を微調整します。
-
ホットランナーシステム10 :プラスチックを高温に保ち、冷却に関連する継ぎ目を減らします。

これらのツールはコストは高くなりますが、精密部品が得られるので価値があります。.
結論
ニットラインは悩みの種かもしれませんが、完全に防ぐことはできません。シャープなデザイン、巧みな素材選び、工程の微調整、そして最先端の技術を組み合わせることで、ニットラインの影響を大幅に軽減、あるいは完全に除去することが可能です。複雑な部品の痕跡をすべて消すことは必ずしも可能ではありませんが、これらのベストプラクティスを実践すれば、ニットラインに近づくことができ、より強度が高く、より美しく、厳しい検査にも耐えうる製品を実現できます。.
ニットラインの防止にはシミュレーションソフトウェアが不可欠です。.間違い
これは素晴らしいツールですが、基本的な設計とプロセスの修正は、このツールがなくても十分であることがよくあります。.
-
製造における製品品質の向上には、ニットラインを理解することが不可欠です。ニットラインを最小限に抑える効果的な戦略については、こちらのリンクをご覧ください。. ↩
-
複数のゲートがウェルドラインにつながる仕組みを理解し、それを回避する設計戦略を学びましょう。この知識は製造プロセスの改善に役立ちます。. ↩
-
射出圧力と速度がニット ラインに与える影響を調査して、射出成形プロセスを最適化し、部品の品質を向上させます。. ↩
-
適切な材料の選択が、ニットラインを防ぐ鍵となります。お客様の用途に最適な材料を見つけてください。. ↩
-
射出速度を調整することで、溶融を促進し、成形品の欠陥を減らす方法を学びましょう。このリソースでは、役立つテクニックを紹介しています。. ↩
-
非充填材料について学ぶことで、流動性と融合性を向上させる適切なプラスチックを選択し、生産効率を高めることができます。. ↩
-
金型温度の影響を調査すると、製造プロセスにおける融合が改善され、製品の強度が向上します。. ↩
-
射出圧力を理解することで、成形技術が大幅に向上し、製品の品質が向上します。. ↩
-
シミュレーション ソフトウェアが設計プロセスを強化し、製品の品質を向上させる方法を説明します。. ↩
-
ホットランナーシステムによって射出成形を最適化し、欠陥を削減する方法を学びます。. ↩
-
金型へのシームレスな充填を実現するためのバルブ ゲートの利点をご確認ください。. ↩





