

プラスチック射出成形は現代の製造業の礎であり、複雑なプラスチック部品を高精度かつ効率的に製造することを可能にします。このプロセスの中核を成すのが射出成形機であり、その能力によって製造可能な部品のサイズ、複雑さ、そして数量が決まります。メーカーにとって、これらの機械の能力を理解することは、ニーズに合った適切な機器を選択する上で不可欠です。この記事では、射出成形機の能力1について、その定義、分類、用途、そして技術的な詳細を掘り下げて解説します。経験豊富な専門家の方でも、この分野の初心者の方でも、この包括的なガイドは、射出成形技術に関する情報に基づいた意思決定を行うための知識を身に付けるのに役立ちます。
射出成形機の容量は多岐にわたりますが、通常はクランプ力2 (10 ~ 2,200 トン) とショット サイズ3 (数グラム~ 10,800 グラム超) によって測定され、製造できる部品のサイズと量が決まります。
機械の能力を理解することは、生産の最適化と部品の品質確保に不可欠です。機械の種類や材質の違いが、能力や用途にどのような影響を与えるかを詳しく見ていきましょう。.
射出成形は、プラスチック部品の大量生産において最もコスト効率の高いプロセスです。.真実
射出成形は、高度な自動化と複雑な部品を迅速に製造する能力により、大量生産において部品当たりのコストを大幅に削減します。.
すべてのプラスチック材料は、あらゆる射出成形機を使用して加工できます。.間違い
材料ごとに温度や圧力などの特定の処理要件があり、特殊な機械や構成が必要になる場合があります。.
プラスチック射出成形機の容量はどれくらいですか?
プラスチック射出成形機の能力は、主に、クランプ力とショットサイズという 2 つの主要なパラメータによって決まります。.

-
型締力4 :これは、射出成形工程中に金型を閉じた状態に保つために機械が加える力です。トン単位で測定され、使用可能な金型の最大サイズを決定します。型締力が高いほど、より大きな金型を使用でき、結果としてより大きな部品を製造できます。
-
ショットサイズ射出容量5とも呼ばれ、1サイクルで金型に注入できるプラスチックの最大量を指します。通常はオンスまたは立方センチメートル(グラム単位の場合もあります)で測定され、製造可能な部品の体積と重量に影響を与えます。
これら2つの要素が組み合わさることで、機械が様々なサイズや複雑さの部品を製造できる能力が決まります。例えば、型締力が100トンで射出量が10オンスの機械は小型から中型の部品に適していますが、型締力が500トンで射出量が50オンスの機械は大型部品を処理できます。.
射出成形機の分類
射出成形機は、容量と駆動システムに基づいて分類できます。.

-
容量別:
-
小型機械: 通常、最大 100 トンのクランプ力があり、キャップ、クロージャー、医療機器などの小型部品の製造に使用されます。
-
中型機械: 100 トンから 500 トンまでの範囲で、自動車部品や消費財などの中型部品に適しています。
-
大型機械: 500 トンを超えるクランプ力があり、家電製品のハウジングや工業用部品などの大型部品に使用されます。
-
-
駆動システム別:

-
油圧機械6 :油圧ポンプは型締力と射出圧力を発生させます。油圧ポンプは堅牢で高出力の用途に適していますが、エネルギー消費量が多くなります。
-
電動機械7 :すべての動作に電動モーターを使用することで、より高い精度、エネルギー効率、そしてより速いサイクルタイムを実現します。クリーンルーム環境や精密成形に最適です。
-
ハイブリッド マシン: 油圧システムと電気システムを組み合わせてパフォーマンスとエネルギー効率のバランスを取り、さまざまな用途に柔軟に対応します。
これらの分類を理解することで、製造業者は特定の生産ニーズに適した機械を選択できるようになります。.
油圧機械は電気機械よりもエネルギー効率に優れています。.間違い
電気機械は、正確な制御とアイドル時のエネルギー消費量の削減により、一般的にエネルギー効率が優れています。.
機械の能力は、生産できる部品のサイズと複雑さに直接影響します。.真実
より大きなクランプ力とショットサイズにより、より大きく複雑な部品の製造が可能になります。.
射出成形機の一般的な用途は何ですか?
射出成形は幅広い業界で利用されており、それぞれの業界で機械の能力に対する要件が異なります。.

射出成形は自動車、包装、消費財、医療業界で使用されており、機械の能力は部品のサイズ、複雑さ、生産量に合わせて調整されます。.
| 業界 | 標準的な機械容量 | 注記 |
|---|---|---|
| 自動車 | 中型~大型(100~2,200トン) | ダッシュボードやバンパーなどの部品 |
| パッケージ | 小型~中型(10~500トン) | キャップ・容器の高速生産 |
| 消費財 | 小型から大型(10~1,000トン) | 部品のサイズと容量によって異なります |
| 医療機器 | 小型~中型(10~100トン) | 精度と清潔さが重要 |
自動車産業
ダッシュボード、バンパー、内装部品などの部品を製造します。大型の金型に対応し、部品の強度を確保するために、高い締め付け力を備えた中型から大型の機械が必要になることがよくあります。.
包装業界
キャップ、容器、クロージャーなどの製品を製造します。主に小型から中型の機械を使用し、高速生産と精度を重視しています。.

消費財
玩具、家庭用品、電子機器の筐体などの製品が含まれます。機械の能力は部品のサイズと生産量によって異なります。.
医療機器
小型で精密な部品を厳しい公差で製造する機械が必要であり、多くの場合クリーンルーム内で行われます。精度とクリーンさの点から、電動式の機械が好まれます。.
たとえば、自動車のダッシュボードを製造している会社では、ショットサイズが大きい 500 トンのマシンを使用する一方、医療機器メーカーでは注射器の部品を製造するために 50 トンの電動マシンを選択する場合があります。.
射出成形は大量生産にのみ適しています。.間違い
射出成形は大量生産に最適ですが、特にアルミニウムなどのコスト効率の高い金型材料を使用する場合、中量生産にも使用できます。.
機械の能力は生産効率を決定する唯一の要素です。.間違い
サイクルタイム、材料の選択、金型設計などの他の要因も効率に大きな影響を与えます。.
他のプロセスと比較した射出成形の長所と短所は何ですか?
射出成形は他の製造方法に比べていくつかの利点がありますが、制限もあります。.
射出成形は複雑な部品の大量生産に優れていますが、3D プリントや CNC 加工などのプロセスと比較すると初期コストが高く、リードタイムも長くなります。.

長所
-
複雑な形状: 複雑なデザインと厳しい許容差を持つ部品を作成できます。

- 自動化: 高度に自動化されたプロセスにより、人件費が削減され、一貫性が向上します。
短所

-
材料の制限: すべての材料が適しているわけではなく、一部の材料には特殊な機械が必要です。
-
欠陥: パラメータが最適化されていない場合、反り、ヒケ、フラッシュなどの欠陥が発生する可能性があります。
3D プリントや CNC 加工と比較すると、射出成形は大規模生産ではコスト効率が高くなりますが、試作や少量生産では柔軟性が低くなります。.
射出成形では、3D プリントよりも許容誤差の厳しい部品を製造できます。.真実
射出成形は、1000分の1インチ単位の厳密な許容誤差を実現し、ほとんどの 3D 印刷方法よりも優れています。.
射出成形は、プラスチック部品の製造には常に最適な選択肢です。.間違い
少量生産または高度にカスタマイズされた部品の場合は、CNC 加工や 3D 印刷などの方法の方が適している可能性があります。.
射出成形プロセスの完全なワークフローとは何ですか?
射出成形プロセスは、それぞれ正確な制御を必要とするいくつかの重要なステップで構成されています。.
射出成形プロセスには、クランプ、射出、冷却、および排出が含まれ、各ステップは部品の品質を確保するために重要です。.
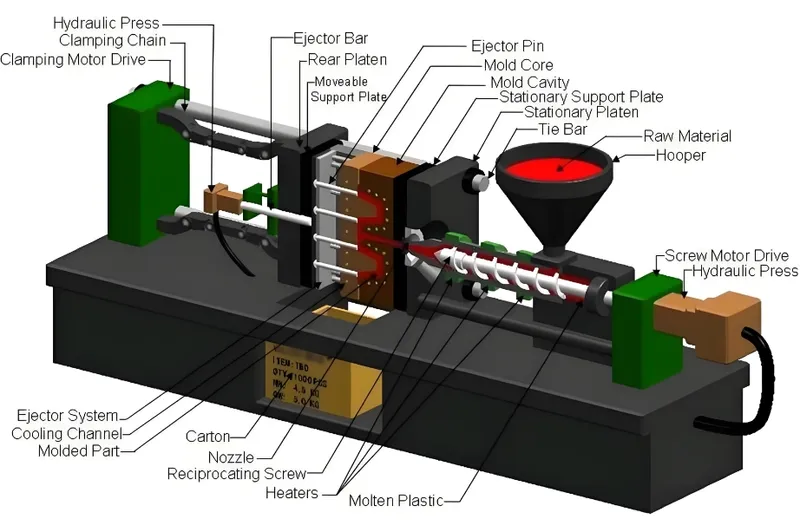
クランプ
金型は射出圧力に耐える十分な力で閉じられ、締め付けられ、工程中に金型が開かないようにします。.
注射
プラスチックペレットは溶融され、高圧下で金型キャビティに注入されます。重要なパラメータには、射出速度、圧力、温度などがあります。.

冷却
プラスチックは金型内で冷却されて固まりますが、冷却時間は材質、部品の厚さ、金型の設計によって異なります。.
排出
金型が開き、固化した部品がピンを使用して排出されますが、変形を防ぐために完全な固化が必要です。.
各ステップでの正確な制御により品質が保証されます。たとえば、締め付け力が不十分だとフラッシュが発生し、冷却が不適切だと反りが生じる可能性があります。.
冷却時間は射出成形サイクルの中で最も長い部分です。.真実
特に厚い部品の場合、冷却は通常、サイクル時間の大部分を占めます。.
すべての射出成形機のサイクルタイムは同じです。.間違い
サイクル時間は、機械のサイズ、部品の複雑さ、使用される材料によって異なります。.
異なる材料は機械の容量にどのような影響を与えますか?
材料の選択は、射出成形プロセスと機械の容量要件に大きな影響を与えます。.

ポリプロピレン (PP)、ポリエチレン (PE)、ポリスチレン (PS)、ABS などの材料が一般的に使用されていますが、それぞれに固有の処理ニーズがあり、それが機械の選択に影響を与えます。.
| 素材の種類 | 融点 | 注記 |
|---|---|---|
| ポリプロピレン(PP) | 約160~170℃ | 低密度、耐薬品性 |
| ポリエチレン(PE) | 約120~130℃ | 多用途、包装に使用 |
| ポリスチレン(PS) | 約240℃ | 硬質、使い捨てアイテムに使用 |
| ABS | 約220℃ | 丈夫で耐衝撃性に優れた |
物質的な影響
- 融点: ポリカーボネートなどの高融点材料 (約 260°C) には、加熱機能が強化された機械が必要です。

-
粘度: PVC のような高粘度材料には高い射出圧力が必要であり、駆動システムの選択に影響します。
-
収縮: 材料は冷却時にさまざまな程度に収縮し、部品の寸法や金型の設計に影響を及ぼします。
たとえば、ABS には中程度の容量が必要ですが、PVC にはより高い圧力能力が必要です。.
すべての熱可塑性プラスチックは、同じ機械設定を使用して処理できます。.間違い
各材料には、温度や圧力などの特定のパラメータが必要です。.
材料の密度はショットサイズの計算に影響します。.真実
正しい量が注入されるように、ショットサイズは体積と密度に基づいて計算されます。.
射出成形における重要な設計上の考慮事項は何ですか?
射出成形用の部品を設計するには、製造性と品質を確保するための特定のガイドラインが必要です。.
重要な考慮事項としては、均一な壁の厚さ、ドラフト角度、アンダーカットの回避、欠陥を防ぐための適切なゲート配置などがあります。.

設計チェックリスト
-
均一な壁の厚さ: 反りやヒケを防ぐために 1 ~ 3 mm の厚さを維持します。
-
ドラフト角度: 簡単に取り出せるように 1 ~ 2 度の角度を付けます。
-
アンダーカットを避ける: アンダーカットのない設計にするか、スライドなどの金型機能を使用します。
-
リブ設計:厚みを増やすことなく、リブを使用して強度を高めます。
-
ゲート位置: ゲート配置を最適化して、充填を均一にし、ウェルド ラインを最小限に抑えます。
-
材料の選択: 部品の機能と機械の能力に合わせて材料を選択します。
これらのガイドラインにより、欠陥が最小限に抑えられ、生産効率が向上します。.
欠陥を防ぐためには、壁の厚さを均一にすることが重要です。.真実
厚さが一定でないと、冷却が不均一になり、欠陥が発生する可能性があります。.
射出成形では抜き勾配は不要です。.間違い
部品の取り出しを容易にするためには、ドラフト角度が重要です。.
射出成形が適切なプロセスであるかどうかを判断するにはどうすればよいですか?
射出成形がニーズに合っているかどうかを判断するには、次の基準を考慮してください。
射出成形は、大量生産の複雑な部品には最適ですが、少量生産や試作のニーズには適さない場合があります。.

プロセス選択の意思決定
-
生産量: 大量生産 (数千から数百万) の場合は射出成形が適しています。
-
部品の複雑さ: 厳しい許容誤差を持つ複雑な形状に適しています。
-
材料要件: 材料が適合していることを確認します (熱可塑性樹脂または熱硬化性樹脂)。
-
初期投資: 金型コストの支払い能力を評価します。
-
リードタイム: 金型の開発時間を考慮します。
たとえば、電子機器のハウジングを 10 万個生産する場合、射出成形の効率性が役立ちます。.
射出成形は試作に適しています。.間違い
金型コストが高いため、3D プリントに比べて試作には経済的ではありません。.
射出成形は熱可塑性プラスチックと熱硬化性プラスチックの両方を扱うことができます。.真実
熱可塑性プラスチックの方が一般的ですが、専用の機械で熱硬化性プラスチックを加工できます。.
射出成形は、より広範な製造エコシステムと統合されます。.
関連技術としては、プラスチック樹脂の製造、金型設計、組立、仕上げ、品質管理などがあります。.

上流プロセス
-
プラスチック樹脂の製造:石油化学製品またはバイオベースの原料から原料ペレットを作成します。
-
金型設計と製造: CNC、EDM、または付加製造による精密金型製作。
下流プロセス
-
組立:成形された部品を他の部品と組み合わせる。
-
仕上げ: 美観または機能性を目的とした塗装、メッキ、またはテクスチャ加工。
-
品質管理: 部品の欠陥や仕様を検査します。
この全体的な視点により、生産チェーンが最適化されます。.
結論
プラスチック射出成形機の容量は、型締力と射出量によって定義され、様々な用途への適合性にとって非常に重要です。小型の医療部品から大型の自動車部品まで、適切な容量は効率的で高品質な生産を保証します。分類、用途、技術詳細を理解することで、メーカーは生産目標に合わせて設備を調整できます。このガイドは、製品設計から生産規模の拡大まで、射出成形技術を活用するための貴重な洞察を提供します。.
表1:射出成形機の種類の比較
| マシンタイプ | クランプ力範囲 | エネルギー効率 | 精度 | 代表的な用途 |
|---|---|---|---|---|
| 油圧式 | 10~2,200トン | 適度 | 良い | 自動車、産業 |
| 電気 | 10~500トン | 高い | 素晴らしい | 医療、電子機器 |
| ハイブリッド | 10~1,000トン | 高い | とても良い | 消費財、包装 |
-
射出成形機の能力を理解することは、生産の最適化と品質確保に不可欠です。詳細な情報については、こちらのリンクをご覧ください。. ↩
-
射出成形において、型締力は非常に重要です。このリソースを活用して、型締力が生産品質と効率にどのような影響を与えるかを学びましょう。. ↩
-
ショットサイズは、製造される部品の量と品質に直接影響します。射出成形プロセスにおけるショットサイズの重要性について詳しくご覧ください。. ↩
-
金型設計を最適化し、射出成形プロセスの品質を確保するには、クランプ力を理解することが重要です。. ↩
-
射出能力について学ぶことで、製造要件に最適な機械を選択するのに役立ちます。. ↩
-
射出成形における油圧機械の利点を理解し、生産ニーズに関する情報に基づいた意思決定を行うのに役立ちます。. ↩
-
現代の製造業にとって極めて重要な成形プロセスにおいて、電気機械がどのように効率と精度を向上させるかを学びます。. ↩
-
大量生産によって製造の効率を高め、コストを削減できる仕組みを理解するには、このリンクを参照してください。. ↩
-
射出成形における材料の多様性が、革新的な製品設計とアプリケーションにどのようにつながるかをご覧ください。. ↩
-
射出成形における初期コストの高さがもたらす影響と、それが生産の決定にどのように影響するかについて学びます。. ↩





