

エンジニアリングプラスチックは、その卓越した特性と適応性により、製造業の世界に革命をもたらしています。高性能熱可塑性プラスチック1、優れた強度、耐熱性、耐久性を備え、要求の厳しい用途に最適です。このブログでは、エンジニアリングプラスチックの世界と、射出成形2役割について詳しく説明します。
エンジニアリングプラスチック3を使用した射出成形では、自動車、電子機器、医療分野向けの高性能部品を製造し、大規模生産において強度、精度、コスト効率を実現します。
エンジニアリングプラスチックの特性と射出成形プロセスの複雑さを理解することは、生産戦略の最適化を目指すメーカーにとって不可欠です。このガイドでは、この強力な組み合わせを効果的に活用するための重要な概念、実用的なアプリケーション、そして技術的な洞察を解説します。.
エンジニアリングプラスチックは、高性能アプリケーションに不可欠です。.真実
強化された機械的特性と熱的特性により、標準的なプラスチックでは不十分な業界では不可欠なものとなっています。.
射出成形は基本的なプラスチック部品にのみ適しています。.間違い
射出成形は、特にエンジニアリングプラスチックを使用した、複雑で許容誤差の大きい部品の作成に優れています。.
エンジニアリングプラスチックとは何ですか?
エンジニアリングプラスチックは、ポリエチレンやポリプロピレンといった汎用プラスチックに比べて優れた機械的特性と熱的特性を持つことで知られる、特殊な熱可塑性プラスチックのグループです。これらの材料は高性能用途向けに設計されており、強度、耐久性、そして過酷な条件への耐性が求められる用途において、金属の代替として使用されることがよくあります。.

定義と基本原則
-
完全な技術名と別名:主な例としては、ポリアミド (PA、一般にナイロンと呼ばれる)、ポリカーボネート (PC)、ポリメチルメタクリレート (PMMA、アクリルガラス)、アクリロニトリルブタジエンスチレン (ABS) などがあります。
-
コア原則:これらのプラスチックは、高い引張強度、耐衝撃性、そして熱安定性4、通常150℃(300°F)までの温度に耐えることができます。その汎用性と厳しい技術要件を満たす能力が高く評価されています。

分類
-
材質別:主に熱可塑性プラスチックで、半結晶性 (ナイロンなど) と非晶質 (ポリカーボネートなど) のタイプに分けられます。
-
プロセス別:溶融流動特性に応じて、射出成形、押し出し成形、ブロー成形に適しています。
-
用途別:自動車 (エンジン部品など)、電子機器 (コネクタなど)、医療機器 (ハウジングなど) に幅広く使用されています。
| 材料 | 主な特性 | 一般的な用途 |
|---|---|---|
| ポリアミド(ナイロン) | 高強度、耐薬品性 | ギア、自動車部品 |
| ポリカーボネート(PC) | 透明性、耐衝撃性 | レンズ、電子機器筐体 |
| PMMA(アクリル) | 透明性、耐候性 | Windows、医療機器 |
| ABS | 強靭性、加工の容易さ | 消費財、ダッシュボード |
エンジニアリングプラスチックはハイエンド産業でのみ使用されます。.間違い
自動車や航空宇宙産業で広く普及していますが、消費財や医療用途にも使用されています。.
エンジニアリングプラスチックは射出成形でどのように使用されますか?
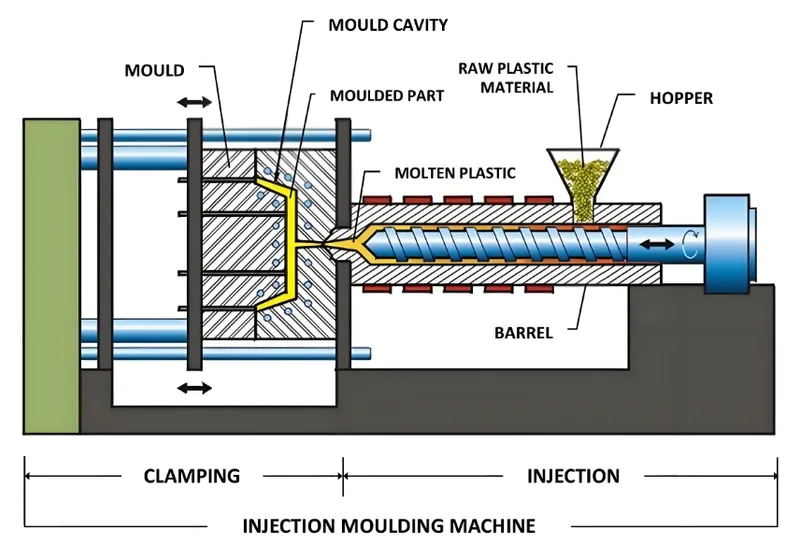
射出成形は、溶融したプラスチックを金型に注入し、冷却した後、固体部品として取り出す製造技術です。複雑で大量生産可能な部品を高精度に製造するのに最適であり、エンジニアリングプラスチックに最適です。.
典型的なアプリケーションシナリオ
-
自動車:エンジンカバー、バンパー、燃料タンクはポリアミドの強度と耐熱性を活用します。
-
医療機器:ハウジングや精密部品は、ABS の耐衝撃性と PMMA の透明性を活用します。

長所と短所の比較
3D プリントや CNC 加工などの代替手段と比較すると、エンジニアリング プラスチックを使用した射出成形には次のような利点があります。
-
利点:大量生産、単価の低さ、設計の柔軟性、豊富な材料オプション。
-
短所:初期の金型コストが高く、リードタイムが長く、試作への適合性が限られている。
エンジニアリングプラスチックを使用した射出成形は、あらゆる製造ニーズに最適な選択肢です。.間違い
大量生産には優れていますが、少量生産やラピッドプロトタイピングには適さない可能性があります。.
エンジニアリングプラスチックの射出成形プロセスとは何ですか?
射出成形プロセスは、エンジニアリングプラスチックで高品質な結果を得るために正確な制御を必要とする多段階の操作です。.
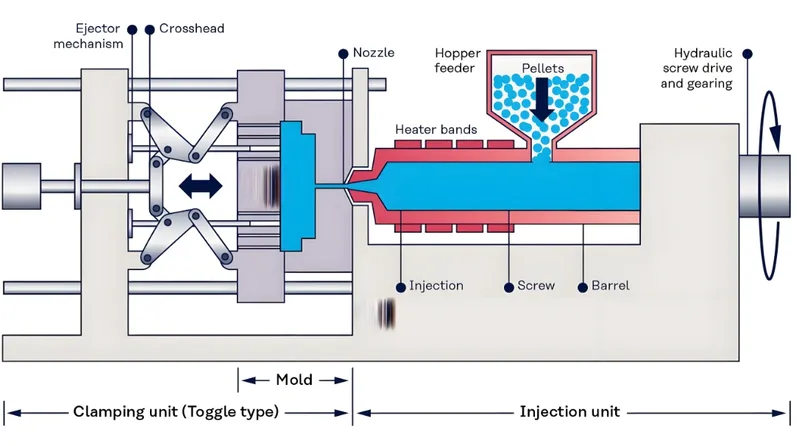
プロセスワークフローの内訳
-
ツール製作:通常は鋼鉄またはアルミニウムから金型を設計し、機械加工します。
-
材料の準備:エンジニアリングプラスチックのペレットを射出成形機に供給します。
-
溶融:材料に応じて 300 ~ 800°F (149 ~ 426°C) の温度でペレットを溶融状態まで加熱します。
-
射出成形:溶融したプラスチックを高圧下で金型に注入します。
-
冷却:プラスチックを金型内で固めます。
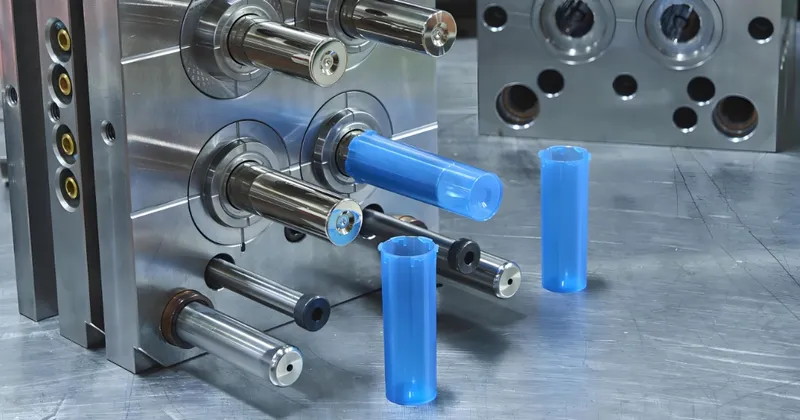
- 取り出し:金型を開き、完成した部品を取り出します。
主なパラメータ
-
溶融温度:プラスチックによって異なります (例: ナイロンの場合は高く、ABS の場合は低くなります)。
-
金型温度:収縮と結晶化度に影響します。
-
射出圧力:ポリカーボネートのような粘性材料にとって重要な、金型の完全な充填を保証します。
-
冷却時間:サイクル時間のバランスを取り、反りなどの欠陥を防止します。
材料の適合性
エンジニアリングプラスチックはそれぞれプロセスに異なる影響を与えます。

-
ナイロン (PA):収縮しやすいため、精密な冷却が必要です。
-
ポリカーボネート (PC):粘度が高いため、慎重な温度管理が必要です。
-
ABS:加工が容易で、流動性と強度に優れています。
-
PMMA (アクリル):脆いため、割れを防ぐために丁寧に取り扱う必要があります。
材料の選択は射出成形プロセスに大きな影響を与えます。.真実
各プラスチックの固有の特性が、流動、収縮、および最終部品の品質に影響します。.
エンジニアリングプラスチックを使用した射出成形の設計上の考慮事項は何ですか?
エンジニアリングプラスチックを使用した射出成形の効果的な設計は、プロセスの制限と材料固有のガイドラインを理解することにかかっています。.
設計チェックリスト
| カテゴリ | 詳細 |
|---|---|
| 壁の厚さ6 | 材質によって異なります (例: ABS: 0.045 ~ 0.140 インチ、ナイロン: 0.030 ~ 0.115 インチ) |
| ドラフト角度7 | 垂直面の場合は0.5°~2°、テクスチャ面の場合はそれ以上 |
| アンダーカット | 金型設計によって制限され、サイドコアが必要な場合があります |
| 半径 | コーナーに丸みを付けて応力集中を軽減する |
プロセス選択の意思決定
次の単純な決定ツリーを使用します。

-
生産数量: 1,000台以上ですか?射出成形が有力候補です。
-
部品の複雑さ:複雑な形状が必要ですか? 射出成形が最適です。
-
材料ニーズ:高い強度や耐熱性が必要ですか?エンジニアリングプラスチックが適しています。
-
コスト実現可能性:金型コストを正当化できますか? 正当化できる場合は、続行してください。
射出成形は常に最も費用対効果の高い製造方法です。.間違い
少量生産の場合、3D プリントなどの代替手段の方が経済的な場合があります。.
エンジニアリングプラスチックと射出成形を取り巻くエコシステムには、その機能を強化する上流および下流のプロセスが含まれます。.

上流技術
-
ポリマー合成:石油化学プロセスによるベースポリマーの製造。
-
材料配合:特性を調整するために充填剤や添加剤を追加します。
ダウンストリームテクノロジー
- 組み立て:ロボットまたは手動の方法を使用して成形部品を統合します。

-
仕上げ作業:コーティング、塗装、メッキの適用。
-
リサイクル:持続可能性のためにエンジニアリングプラスチックを再処理します。
新たなトレンドとしては、バイオベースのエンジニアリングプラスチック8や、生産効率を最適化するIoTやAIなどのインダストリー4.0イノベーションなどがあります。
エンジニアリングプラスチックのリサイクルは業界で増加傾向にあります。.真実
持続可能性への取り組みにより、これらの材料のリサイクル技術が進歩しています。.
結論
エンジニアリングプラスチックと射出成形を組み合わせることで、様々な業界において高性能部品を製造するための堅牢なソリューションが実現します。これらの材料の特性を理解し、成形プロセスを習得し、より広範な技術領域を探求することで、メーカーは大きなメリットを獲得できます。自動車部品、電子機器の筐体、医療機器など、どのような製品を製造する場合でも、この組み合わせにより、製品の品質と効率性を新たなレベルに引き上げることができます。.
-
高性能熱可塑性プラスチックの用途を知り、さまざまな産業やイノベーションにおけるその役割を確認します。. ↩
-
射出成形プロセスについて学び、エンジニアリングプラスチックを高性能な部品に成形する方法を確認します。. ↩
-
エンジニアリング プラスチックの利点を探り、それが現代の製造プロセスに与える影響を理解します。. ↩
-
エンジニアリングプラスチックの熱安定性の重要性と、それが極限条件下でのパフォーマンスに与える影響について説明します。. ↩
-
ポリカーボネートのユニークな特性と、電子機器や医療機器におけるその用途についてご紹介します。. ↩
-
設計と材料の使用を最適化するために、射出成形における壁の厚さの重要な役割について学びます。. ↩
-
射出成形におけるドラフト角度の重要性を理解し、部品の取り外しを容易にし、生産効率を向上させます。. ↩
-
持続可能な製造におけるバイオベースのエンジニアリングプラスチックの利点と、それが環境に与える影響について説明します。. ↩





