एक समय मेरा मानना था कि इंजेक्शन मोल्डिंग केवल सटीकता और गति के बारे में है। लेकिन मैंने अलग तरह से सीखा। ठंडा होने का समय वास्तव में प्रक्रिया को प्रभावित करता है। वे बहुत मायने रखते हैं.
इंजेक्शन मोल्डिंग के दौरान विस्तारित शीतलन अवधि अक्सर समस्याएं पैदा करती है। इन मुद्दों में अक्षमताएं, बढ़े हुए खर्च और विकृतियां जैसे दोष शामिल हैं। मोल्ड के आयाम भी गलत हो सकते हैं, जिससे अंततः इसकी लंबी उम्र प्रभावित हो सकती है।
मुझे वह समय याद आता है जब लंबे समय तक शीतलन समय ने वास्तव में हमारी उत्पादन गति को कम कर दिया था। हम हर मिनट पांच वस्तुओं का उत्पादन करते थे। यह गिरकर तीन हो गया। इस धीमी गति ने उच्च ऊर्जा और उपकरण व्यय के साथ हमारे वित्त पर दबाव डाला। गुणवत्ता भी घटी. सिकुड़न की समस्या के कारण हिस्से ठीक से फिट होने में संघर्ष कर रहे थे। सतही खामियाँ एक आम मुद्दा बन गईं। समय के साथ हमारे सांचे भी अत्यधिक गर्मी से खराब होने लगे। मुझे इन चुनौतियों को समझने की जरूरत थी। मैंने कूलिंग टाइम को बेहतर बनाने के तरीकों की तलाश की। गुणवत्ता और हमारे बजट दोनों की रक्षा करना आवश्यक हो गया।
लंबे समय तक ठंडा करने का समय इंजेक्शन मोल्डिंग आउटपुट को कम कर देता है।सत्य
विस्तारित शीतलन अवधि से प्रति इकाई समय में उत्पादित उत्पादों की संख्या कम हो जाती है।
लंबे समय तक ठंडा रहने से घिसाव कम होकर मोल्ड के जीवन में सुधार होता है।असत्य
लंबे समय तक ठंडा करने से तापीय तनाव बढ़ जाता है, जिससे फफूंद घिस जाती है और जीवनकाल कम हो जाता है।
विस्तारित शीतलन समय उत्पादकता को कैसे प्रभावित करता है?
क्या आपने कभी सोचा है कि जब ठंडा करने में अधिक समय लगता है तो उत्पादन अक्सर धीमा क्यों हो जाता है? मैंने भी इसका अनुभव किया है, बस घड़ी देख रहा हूं और इंतजार कर रहा हूं। यह स्थिति वास्तव में हर चीज़ को प्रभावित करती है।
जब शीतलन का समय लंबा होता है, तो उत्पादन कम हो जाता है। लागत बढ़ जाती है और गुणवत्ता प्रभावित होती है। संपूर्ण विनिर्माण प्रक्रिया में अधिक समय लगता है। हर घंटे कम उत्पाद बनते हैं। मशीनें जल्दी खराब हो जाती हैं और तैयार वस्तुओं में खराबी हो सकती है।

उत्पादन उत्पादन पर प्रभाव
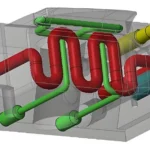
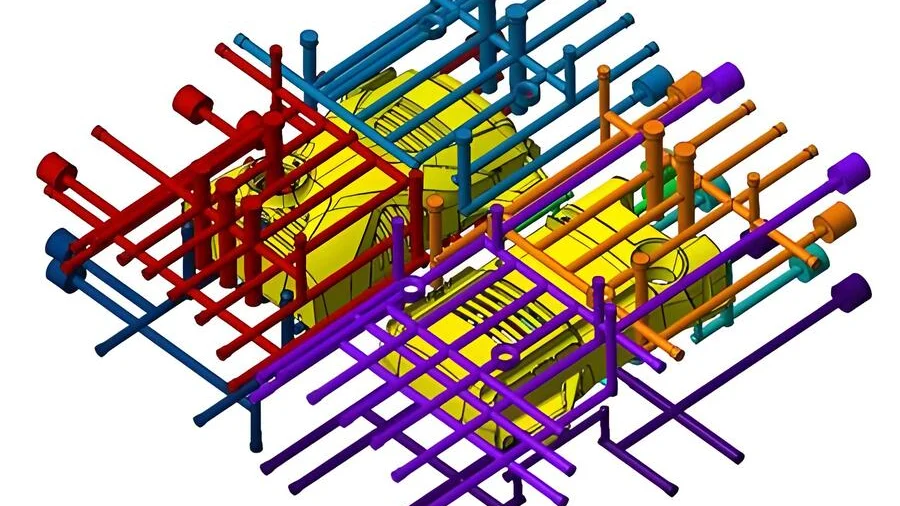
कूलिंग चरण इंजेक्शन मोल्डिंग चक्र 1 , जिसमें इंजेक्शन, होल्डिंग, कूलिंग और डिमोल्डिंग समय शामिल हैं। मुझे एक परियोजना याद है जिसका लक्ष्य चक्र समय पाँच इकाई प्रति मिनट था। विस्तारित शीतलन ने इसे घटाकर केवल तीन इकाई कर दिया। हमारी कार्यक्षमता लगभग आधी रह गई।
लागत निहितार्थ
लंबे समय तक कूलिंग का मतलब है कि मशीनें लंबे समय तक व्यस्त रहेंगी। ऊर्जा बिल 2 और श्रम घंटे जैसी लागतें बढ़ जाती हैं प्रत्येक उत्पाद की लागत अधिक होती है, क्योंकि निश्चित व्यय कम इकाइयों में फैले होते हैं। मैंने एक बार इन लागतों की गणना की थी। नतीजों ने मुझे चौंका दिया; हमारा मार्जिन सख्त हो गया।
उत्पाद की गुणवत्ता संबंधी चिंताएँ
आयामी सटीकता मुद्दे
जो हिस्से बहुत लंबे समय तक ठंडे रहते हैं और बुरी तरह सिकुड़ जाते हैं, वे पहेली के टुकड़ों की तरह महसूस होते हैं जो क्लिक नहीं करते। सटीक माप की आवश्यकता वाले सटीक भागों के लिए यह खराब है।
विरूपण और वारपेज
असमान शीतलन उत्पादों को मोड़ सकता है, विशेषकर बड़े या पतले उत्पादों को। यह एक केक पकाने जैसा है जो समान रूप से फूलता नहीं है। यह सिर्फ दिखावे के बारे में नहीं है; कार्यक्षमता भी प्रभावित होती है।
सतही दोष
लंबे समय तक ठंडा रखने के कारण सतह में आई खराबी के कारण उत्पाद खराब दिखते हैं। शीत चिह्न 3 और प्रवाह रेखाएँ होती हैं, जो उच्च-स्तरीय वस्तुओं के लिए अस्वीकार्य है।
साँचे के जीवन पर प्रभाव
साँचे का घिसना और टूटना
लंबे समय तक ठंडा रहने से सांचों पर दबाव पड़ता है, जिससे दरारें पड़ जाती हैं। ये छोटी दरारें समय के साथ बढ़ सकती हैं, जिससे फफूंदी का जीवन कम हो सकता है।
संक्षारण जोखिम
नमी और धातु अच्छी तरह मिश्रित नहीं होते। शीतलक द्रवों में अशुद्धियाँ क्षरण का कारण बन सकती हैं, शीतलन चैनलों को अवरुद्ध कर सकती हैं - एक मूक खतरा जिसे नियंत्रित न करने पर काम बाधित हो सकता है।
लंबे समय तक ठंडा करने से इंजेक्शन मोल्डिंग उत्पादकता कम हो जाती है।सत्य
विस्तारित शीतलन अवधि से प्रति मिनट बनने वाले उत्पादों की संख्या कम हो जाती है।
लंबे समय तक ठंडा रहने से उत्पादों की सतह की गुणवत्ता में सुधार होता है।असत्य
लंबे समय तक ठंडा रहने से ठंड के निशान जैसे दोष हो जाते हैं, जिससे सतह की गुणवत्ता कम हो जाती है।
लंबी शीतलन अवधि उत्पाद की गुणवत्ता को कैसे प्रभावित करती है?
क्या आपने कभी सोचा है कि थोड़ी सी अतिरिक्त ठंडक आपके उत्पाद की गुणवत्ता को कैसे प्रभावित कर सकती है? अतिरिक्त शीतलन वास्तव में चीज़ों को बदल देता है।
विनिर्माण में लंबे समय तक ठंडा रहने का समय, जैसे इंजेक्शन मोल्डिंग, उत्पाद की गुणवत्ता को बाधित करता है। इन अवधियों के कारण आकार संबंधी त्रुटियां और झुकाव होता है। सतही दोष उत्पन्न हो जाते हैं। साँचे का घिसाव बढ़ जाता है। असमान शीतलन के परिणामस्वरूप ये समस्याएँ होती हैं। यह तापीय तनाव का भी कारण बनता है। उत्पाद की मजबूती और दिखावट प्रभावित होती है।
आयामी सटीकता और संरचनात्मक अखंडता
लंबे समय तक ठंडा रहने से आकार बदल जाता है। उत्पाद आवश्यकता से अधिक सिकुड़ते हैं, जिससे महत्वपूर्ण आयामी सटीकता समस्याएं 4 । इससे संयोजन कठिन हो जाता है क्योंकि हिस्सों को पूरी तरह से फिट होना चाहिए। वार्पिंग तब होती है जब शीतलन असमान होता है, जिससे अलग-अलग हिस्से अलग-अलग दरों पर ठंडे होते हैं। इसके परिणामस्वरूप तनाव उत्पन्न होता है, जिससे विकृति उत्पन्न होती है। मैंने देखा है कि बड़ी आकृतियाँ पेचीदा हो जाती हैं जबकि उन्हें सरल होना चाहिए था।
सतह की गुणवत्ता संबंधी चिंताएँ
लंबी शीतलन अवधि के कारण सतह की गुणवत्ता प्रभावित होती है। शीतलन माध्यम और मोल्ड गुहा सतहों के बीच महत्वपूर्ण तापमान अंतर के कारण ठंड के निशान और प्रवाह के निशान जैसे दोष दिखाई देते हैं। ये केवल दिखावे से कहीं अधिक हैं; सतह दोष 5 बनते हैं, जिससे उत्पादों की सौंदर्य गुणवत्ता कम हो जाती है। इलेक्ट्रॉनिक्स जैसे उद्योगों को एक उत्तम फिनिश की आवश्यकता होती है, जिससे ये खामियाँ उनके लिए गंभीर समस्याएँ बन जाती हैं।
उत्पादकता और लागत पर प्रभाव
लंबे समय तक शीतलन समग्र उत्पादन चक्र को बढ़ाकर उत्पादकता को धीमा कर देता है - जिसका अर्थ है कि कम उत्पाद एक ही समय सीमा में निर्मित होते हैं। मैंने उत्पादन चक्रों पर प्रभाव महसूस किया है; कल्पना कीजिए कि प्रति मिनट पाँच इकाइयों की अपेक्षा की गई लेकिन अंत केवल तीन पर ही हुआ। कम उत्पादों का मतलब बढ़ती लागत है क्योंकि उपकरण लंबे समय तक चलते हैं, जिससे ऊर्जा का उपयोग बढ़ता है। मोल्ड खर्च जैसी निश्चित लागतें कम उत्पादों में फैलती हैं, जिससे प्रति आइटम लागत काफी बढ़ जाती है।
साँचे के जीवन पर प्रभाव
बार-बार विस्तार और संकुचन चक्रों से सूक्ष्म दरारें पैदा करने वाले थर्मल तनाव के कारण लंबे समय तक ठंडा रहने के कारण मोल्ड तेजी से खराब हो जाते हैं। ये दरारें समय के साथ बड़ी होती जाती हैं, जिससे साँचे का जीवनकाल 6 । यदि अशुद्धियाँ शीतलन प्रणाली में प्रवेश करती हैं तो संक्षारण एक जोखिम बन जाता है, जिससे रुकावटें और रिसाव होते हैं जो रखरखाव और मोल्ड के उपयोग को जटिल बनाते हैं।
लंबे समय तक ठंडा करने का समय इंजेक्शन मोल्डिंग आउटपुट को कम कर देता है।सत्य
विस्तारित शीतलन चक्र को लम्बा खींचता है, जिससे उत्पादन 5 से 3 यूनिट/मिनट तक कम हो जाता है।
लंबे समय तक ठंडा रहने से तनाव कम होकर फफूंदी का जीवन बढ़ता है।असत्य
लंबे समय तक ठंडा रखने से थर्मल तनाव बढ़ जाता है, जिससे सूक्ष्म दरारें और फफूंदी घिस जाती है।
लंबे समय तक ठंडा रहने से साँचे में घिसाव और जंग क्यों लग जाती है?
इंजेक्शन मोल्डिंग में लंबे समय तक ठंडा रहने से अक्सर मोल्ड घिसाव और जंग जैसी छिपी हुई परेशानी हो जाती है। इन समस्याओं पर कुछ समय के लिए ध्यान नहीं दिया जा सकता है। हालाँकि, वे लगातार ख़राब होते जाते हैं। ऐसा क्यूँ होता है?
इंजेक्शन मोल्डिंग में लंबे समय तक ठंडा रहने से साँचे घिस जाते हैं और उनका संक्षारण हो जाता है। मोल्ड्स को शीतलक द्रव में थर्मल तनाव और अशुद्धियों का सामना करना पड़ता है। बार-बार गर्मी बदलने से छोटी-छोटी दरारें पड़ जाती हैं। ये दरारें समय के साथ बढ़ती जाती हैं। यदि शीतलक द्रव कठोर हो तो संक्षारण अधिक होता है।
उत्पादकता प्रभाव
इंजेक्शन मोल्डिंग में कूलिंग का समय बहुत महत्वपूर्ण है। जब मैंने शुरुआत की तो मुझे इसका एहसास नहीं था। कल्पना कीजिए कि एक मशीन एक मिनट में पाँच वस्तुएँ बनाती है। और सब ठीक है न। यदि कूलिंग में अधिक समय लगता है, तो आउटपुट तीन आइटम तक गिर जाता है। उत्पादकता बहुत प्रभावित होती है 7 . जब हमारी संख्या तेजी से गिरी तो मुझे इसका गहरा एहसास हुआ। कम उत्पादों का मतलब है कि लागत वास्तव में बढ़ गई है। अधिक देर तक काम करने वाली मशीनों का अर्थ है अधिक ऊर्जा का उपयोग। हिस्से तेजी से खराब हो गए। प्रत्येक वस्तु की लागत बहुत अधिक थी क्योंकि हमें अतिरिक्त श्रम की आवश्यकता थी और अधिक उपरिव्यय था।
गुणवत्ता के मुद्दे
अब आइए गुणवत्ता पर ध्यान दें। क्या आपने कभी कोई ऐसी चीज़ बनाने की कोशिश की है जो बिल्कुल फिट नहीं बैठती? यह एक पहेली की तरह है जिसके टुकड़े छोटे हो गए हैं। लंबे समय तक ठंडा रहने का समय सटीक आयामों को बर्बाद करके इसका कारण बनता है। ओवरकूलिंग असेंबली को वास्तव में कठिन बना देती है, खासकर उन हिस्सों के लिए जिन्हें सटीक असेंबली 8 की । अच्छे डिज़ाइन असमान शीतलन के कारण मुड़े हुए या मुड़े हुए निकलते हैं, जो विशेष रूप से बड़े हिस्सों के लिए समस्याग्रस्त है।
सतही समस्याएं भी एक बड़ा मुद्दा है. एक बार मुझे इलेक्ट्रॉनिक सीपियाँ मिलीं जिन पर बहुत सारे निशान थे; यह एकदम सही सतहों पर निशान की तरह था। ऐसा मोल्ड और शीतलन माध्यम के बीच बहुत अधिक तापमान अंतर के कारण होता है, जिसके परिणामस्वरूप निशान दिखाई देते हैं।
साँचे की क्षति और संक्षारण
यहाँ तक कि सांचों को भी कष्ट होता है। हम सोचते हैं कि साँचे मजबूत होते हैं, लेकिन लंबे समय तक ठंडा रहने से वे ख़राब हो जाते हैं। थर्मल साइक्लिंग तनाव के कारण जैसे-जैसे साँचे फैलते और सिकुड़ते हैं, छोटी-छोटी दरारें बन जाती हैं, जिससे समय के साथ ये दरारें बड़ी होने के कारण खराब हो जाती हैं।
संक्षारण एक और खतरा है; अशुद्ध कूलिंग मीडिया घाव में नमक की तरह फफूंद को नुकसान पहुंचाता है, जिससे कूलिंग पाइपों में ब्लॉक या लीक का खतरा बढ़ जाता है और दक्षता खतरे में पड़ जाती है।
इंजेक्शन मोल्डिंग में इन समस्याओं को जानना वास्तव में महत्वपूर्ण है। उन्हें समझने से बाद में बेहतर प्रथाओं को अपनाने और मोल्ड रखरखाव 9 , जो शायद मेरे लिए मददगार रही है।
लंबे समय तक ठंडा करने से उत्पाद का उत्पादन कम हो जाता है।सत्य
विस्तारित शीतलन समय उत्पादन दर को 5 से 3 यूनिट/मिनट तक कम कर देता है।
लंबे समय तक ठंडा रहने से साँचे का जीवन बढ़ जाता है।असत्य
लंबे समय तक ठंडा रखने से थर्मल तनाव बढ़ जाता है, जिससे मोल्ड घिस जाता है और जंग लग जाता है।
आप इंजेक्शन मोल्डिंग में कूलिंग टाइम्स को कैसे अनुकूलित कर सकते हैं?
क्या आपने कभी देखा है कि इंजेक्शन मोल्डिंग में धीमा शीतलन समय हर चीज़ में देरी कैसे करता है? मैं जानता हूं कि यह कितना कष्टप्रद है! आइए उन तरीकों पर नजर डालें जिनसे मुझे वास्तव में मदद मिली है।
इंजेक्शन मोल्डिंग में कूलिंग समय में सुधार के लिए मोल्ड डिज़ाइन को बदलने की आवश्यकता होती है। विशेषज्ञ नई शीतलन विधियों और विशेष सॉफ़्टवेयर का उपयोग करते हैं। ये कदम संभवतः चक्र समय को कम कर देंगे। वे वास्तव में आयामी सटीकता को बेहतर बनाने में मदद करते हैं। उन्होंने उत्पादन लागत में भी कटौती की।
मोल्ड डिजाइन का अनुकूलन
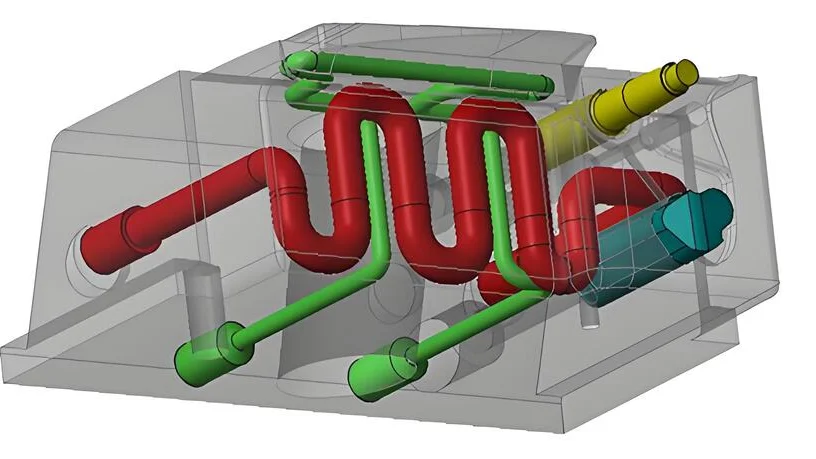
जब मैंने इंजेक्शन मोल्डिंग से शुरुआत की, तो मैंने देखा कि मोल्ड डिज़ाइन सफलता की कुंजी की तरह था। इसने मुझे आश्चर्यचकित कर दिया कि कैसे सांचे के चारों ओर बने कंफर्मल कूलिंग चैनल 10 मुझे याद है कि मैंने उन्हें लगभग जादुई तरीके से उन हॉटस्पॉट्स को हटाते हुए देखा था जो विकृति का कारण बनते हैं। अनुरूप शीतलन के साथ इस अद्भुत परिवर्तन ने चक्र समय को बहुत कम कर दिया।
उन्नत शीतलन तकनीकें
जैसे ही मैंने इंजेक्शन मोल्डिंग की खोज की, मुझे कुछ उन्नत शीतलन तरीके मिले जो बहुत भविष्यवादी लग रहे थे। उच्च दबाव वाली हवा या तरल नाइट्रोजन का उपयोग करने जैसे तरीके बदसूरत सतह के निशान के बिना भागों को तेजी से ठंडा करते हैं। जब ये उन्नत शीतलन तकनीकें 11 मेरी दिनचर्या में शामिल हुईं, तो मेरी उत्पादकता बढ़ गई और चक्र का समय कम हो गया।
प्रक्रिया अनुकूलन सॉफ्टवेयर
प्रौद्योगिकी ने सचमुच मुझे बचा लिया। प्रक्रिया अनुकूलन सॉफ़्टवेयर 12 उपयोग करने से मुझे कूलिंग चरणों पर वास्तविक समय पर नियंत्रण मिला। ऐसा लगा जैसे कोई डिजिटल सहायक हो जो गुणवत्ता बनाए रखने और देरी से बचने के लिए चीजों को तुरंत ठीक कर दे। यह सॉफ़्टवेयर अब मुझे गति और सटीकता को पूरी तरह से संतुलित करने में मदद करता है।
सामग्री चयन एवं प्रबंधन
सही सामग्री चुनना महत्वपूर्ण है. मैंने सीखा कि कम विशिष्ट ऊष्मा वाली या तेजी से ठंडी होने वाली सामग्रियां बहुत मदद करती हैं। इन सामग्रियों का सावधानीपूर्वक प्रबंधन करना भी मायने रखता है। संदूषण या नमी पर नज़र रखने से शीतलन के दौरान समस्याओं से बचाव होता है। सही सामग्री 13 आपकी प्रक्रियाएँ बदल सकती हैं।
निगरानी और रखरखाव अभ्यास
शीतलन प्रणालियों की नियमित जांच महत्वपूर्ण है। यह अपनी कार को नियमित सेवा के लिए ले जाने जैसा है। यह देखभाल पहनने या क्षरण से होने वाली अक्षमताओं को रोकती है। मैं कूलिंग चैनलों को साफ़ रखने और अच्छी तरह से चलाने, मोल्ड जीवन को बढ़ाने और उत्पादन अच्छा रखने के लिए निवारक रखरखाव की योजना बनाता हूं। अच्छी रखरखाव प्रथाएं 14 वास्तव में समय के साथ उच्च मानकों को बनाए रखने में मदद करती हैं।
इन तरीकों ने वास्तव में इंजेक्शन मोल्डिंग के प्रति मेरे दृष्टिकोण को बदल दिया है। वे दक्षता और उत्पाद की गुणवत्ता में सुधार करते हैं। यदि आप भी ऐसी ही समस्याओं का सामना करते हैं, तो इन रणनीतियों को आज़माएँ—वे आपके सबसे अच्छे दोस्त बन सकते हैं।
लंबे समय तक ठंडा करने का समय उत्पादन उत्पादन को कम कर देता है।सत्य
विस्तारित शीतलन समय से प्रति मिनट उत्पादित उत्पादों की संख्या कम हो जाती है।
लंबे समय तक ठंडा रहने से उत्पाद आयामी सटीकता में सुधार होता है।असत्य
अत्यधिक ठंडा करने से सिकुड़न हो सकती है, जिससे आयामी सटीकता कम हो सकती है।
निष्कर्ष
इंजेक्शन मोल्डिंग में लंबे समय तक ठंडा होने का समय उत्पादकता को कम करता है, लागत बढ़ाता है, और आयामी अशुद्धियों, विकृतियों और सतह दोषों के माध्यम से उत्पाद की गुणवत्ता से समझौता करता है, साथ ही मोल्ड के घिसाव और संक्षारण के जोखिम को भी बढ़ाता है।
-
इंजेक्शन मोल्डिंग प्रक्रिया का विस्तृत अवलोकन देखें। ↩
-
समझें कि मूल्यह्रास समग्र उत्पादन व्यय को कैसे प्रभावित करता है। ↩
-
उत्पाद की सतहों पर ठंड के निशान पैदा करने वाले कारकों के बारे में जानें। ↩
-
जानें कि कूलिंग का समय विनिर्मित उत्पादों की सटीकता को कैसे प्रभावित करता है। ↩
-
समझें कि विस्तारित शीतलन सतहों पर दृश्य दोष क्यों पैदा करता है। ↩
-
जानें कि विस्तारित शीतलन मोल्ड स्थायित्व को कैसे प्रभावित करता है। ↩
-
जानें कि कूलिंग टाइम समग्र उत्पादन क्षमता को कैसे प्रभावित करता है। ↩
-
पता लगाएं कि आयामी परिवर्तन असेंबली प्रक्रियाओं को कैसे प्रभावित करते हैं। ↩
-
साँचे के जीवन और दक्षता को बढ़ाने के लिए सर्वोत्तम अभ्यास खोजें। ↩
-
डिस्कवर करें कि कंफर्मल कूलिंग गर्मी हटाने की दक्षता को कैसे बढ़ाती है। ↩
-
नवीन शीतलन तकनीकों के बारे में जानें जो चक्र समय में कटौती करती हैं। ↩
-
गतिशील शीतलन नियंत्रण के लिए सॉफ़्टवेयर समाधान खोजें। ↩
-
पता लगाएं कि सामग्री शीतलन समय दक्षता को कैसे प्रभावित करती है। ↩
-
समझें कि रखरखाव किस प्रकार साँचे के जीवन और गुणवत्ता को बढ़ाता है। ↩