

बैकेलाइट इंजेक्शन मोल्डिंग 1 और अन्य प्लास्टिक इंजेक्शन मोल्डिंग दो व्यापक रूप से उपयोग की जाने वाली विनिर्माण प्रक्रियाएं हैं, जिनमें से प्रत्येक की अपनी अनूठी विशेषताएं और अनुप्रयोग हैं। इस ब्लॉग पोस्ट में, हम इन दोनों प्रक्रियाओं के बीच के अंतरों का पता लगाएंगे, उनके मूल सिद्धांतों से लेकर उनके व्यावहारिक अनुप्रयोगों तक, ताकि आपको अपनी विनिर्माण आवश्यकताओं के लिए सूचित निर्णय लेने में मदद मिल सके।
बैकेलाइट इंजेक्शन मोल्डिंग में ऊष्मा-प्रतिरोधी, न पिघलने वाले उत्पादों के लिए थर्मोसेटिंग प्लास्टिक का उपयोग किया जाता है, जबकि अन्य प्लास्टिक इंजेक्शन मोल्डिंग 2 में पुनर्चक्रणीय, लचीले विनिर्माण के लिए थर्मोप्लास्टिक 3 उपयोग किया जाता है
इन प्रक्रियाओं को समझना आपके प्रोजेक्ट के लिए सही विधि चुनने के लिए आवश्यक है। आइए, सामग्री के गुणों, प्रक्रिया के कार्यप्रवाह, अनुप्रयोगों और अन्य पहलुओं को विस्तार से जानें।.
बैकेलाइट इंजेक्शन मोल्डिंग उच्च तापमान वाले अनुप्रयोगों के लिए उपयुक्त है।.सत्य
बैकेलाइट की थर्मोसेटिंग प्रकृति इसे उत्कृष्ट ताप प्रतिरोध प्रदान करती है, जिससे यह विद्युत इन्सुलेटर और ऑटोमोटिव पार्ट्स के लिए आदर्श बन जाता है।.
इंजेक्शन मोल्डिंग में उपयोग होने वाले थर्मोप्लास्टिक को पुनर्चक्रित नहीं किया जा सकता है।.असत्य
थर्मोप्लास्टिक को दोबारा पिघलाकर नया आकार दिया जा सकता है, जिससे इनका पुनर्चक्रण और विनिर्माण में पुन: उपयोग संभव हो पाता है।.
- 1. बैकेलाइट इंजेक्शन मोल्डिंग क्या है और यह अन्य प्लास्टिक इंजेक्शन मोल्डिंग से किस प्रकार भिन्न है?
- 2. बैकेलाइट इंजेक्शन मोल्डिंग प्रक्रिया में कौन-कौन से चरण शामिल हैं?
- 3. थर्मोप्लास्टिक इंजेक्शन मोल्डिंग प्रक्रिया में कौन-कौन से चरण शामिल हैं?
- 4. बैकेलाइट इंजेक्शन मोल्डिंग के अनुप्रयोग क्या हैं?
- 5. थर्मोप्लास्टिक इंजेक्शन मोल्डिंग के अनुप्रयोग क्या हैं?
- 6. प्रक्रिया कार्यप्रवाहों में क्या अंतर हैं?
- 7. बैकेलाइट इंजेक्शन मोल्डिंग के लिए डिजाइन संबंधी किन बातों का ध्यान रखना चाहिए?
- 8. थर्मोप्लास्टिक इंजेक्शन मोल्डिंग के लिए डिजाइन संबंधी किन बातों का ध्यान रखना चाहिए?
- 9. बैकेलाइट और थर्मोप्लास्टिक इंजेक्शन मोल्डिंग में से किसे चुनें?
- 10. बैकेलाइट इंजेक्शन मोल्डिंग से संबंधित प्रौद्योगिकियां कौन-कौन सी हैं?
- 11. निष्कर्ष
बैकेलाइट इंजेक्शन मोल्डिंग क्या है और यह अन्य प्लास्टिक इंजेक्शन मोल्डिंग से किस प्रकार भिन्न है?
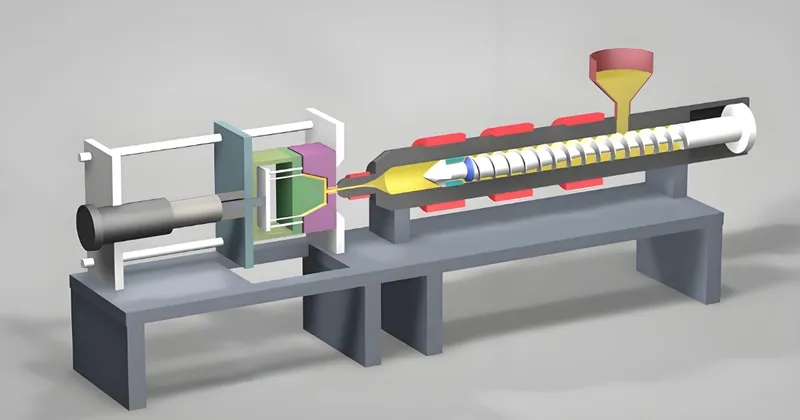
बेकलाइट इंजेक्शन मोल्डिंग
बैकेलाइट इंजेक्शन मोल्डिंग में बैकेलाइट नामक थर्मोसेटिंग प्लास्टिक (जिसे फेनोलिक रेजिन भी कहा जाता है) का उपयोग किया जाता है, जिसे गर्म करके सांचे में इंजेक्ट किया जाता है, जिससे एक ठोस, ताप-प्रतिरोधी उत्पाद बनता है। एक बार जम जाने के बाद, बैकेलाइट को दोबारा पिघलाया या आकार नहीं बदला जा सकता है, जिससे यह उच्च ताप प्रतिरोध और विद्युत इन्सुलेशन की आवश्यकता वाले अनुप्रयोगों के लिए आदर्श बन जाता है।.

अन्य प्लास्टिक इंजेक्शन मोल्डिंग
थर्मोप्लास्टिक्स 4 का उपयोग किया जाता है , जैसे कि पॉलीइथिलीन (PE), पॉलीप्रोपाइलीन (PP), या नायलॉन। इन सामग्रियों को पिघलाकर सांचे में डाला जाता है और ठंडा करके ठोस उत्पाद बनाया जाता है। बैकेलाइट के विपरीत, थर्मोप्लास्टिक्स को कई बार पिघलाकर नया आकार दिया जा सकता है, जिससे निर्माण में अधिक लचीलापन मिलता है।
मुख्य अंतर : प्राथमिक अंतर सामग्री के गुणों में निहित है—थर्मोसेटिंग (बैकेलाइट) बनाम थर्मोप्लास्टिक—जो मोल्डिंग के दौरान उनके व्यवहार और विभिन्न अनुप्रयोगों के लिए उनकी उपयुक्तता को प्रभावित करता है।
| पहलू | बेकलाइट इंजेक्शन मोल्डिंग | अन्य प्लास्टिक इंजेक्शन मोल्डिंग |
|---|---|---|
| सामग्री प्रकार | थर्मोसेटिंग (जैसे, बैकेलाइट) | थर्मोप्लास्टिक (जैसे, पीई, पीपी, नायलॉन) |
| ऊष्मा प्रतिक्रिया | अपरिवर्तनीय रूप से कठोर हो जाता है | इसे दोबारा पिघलाकर नया आकार दिया जा सकता है। |
| प्राथमिक उपयोग | ऊष्मा-प्रतिरोधी, ऊष्मारोधी भाग | लचीले, पुनर्चक्रण योग्य उत्पाद |
Plenco देखें , और थर्मोप्लास्टिक के लिए, ScienceDirect ।
बैकेलाइट एक प्रकार का थर्मोप्लास्टिक है।.असत्य
बैकेलाइट एक थर्मोसेटिंग प्लास्टिक है, थर्मोप्लास्टिक नहीं, क्योंकि एक बार जमने के बाद इसे दोबारा पिघलाया नहीं जा सकता।.
बैकेलाइट की तुलना में थर्मोप्लास्टिक्स अधिक डिजाइन लचीलापन प्रदान करते हैं।.सत्य
थर्मोप्लास्टिक को आसानी से नया आकार दिया जा सकता है और पुनर्चक्रित किया जा सकता है, जिससे अधिक बहुमुखी विनिर्माण प्रक्रियाओं की अनुमति मिलती है।.
बैकेलाइट इंजेक्शन मोल्डिंग प्रक्रिया में कौन-कौन से चरण शामिल हैं?
बैकेलाइट इंजेक्शन मोल्डिंग प्रक्रिया 5 को इसकी थर्मोसेटिंग प्रकृति के अनुरूप बनाया गया है, जिसके लिए उचित इलाज सुनिश्चित करने के लिए सटीक नियंत्रण की आवश्यकता होती है।
बैकेलाइट इंजेक्शन मोल्डिंग प्रक्रिया में मोल्ड को पहले से गरम करना, सामग्री को इंजेक्ट करना, गर्मी और दबाव के तहत इलाज करना 6 और गर्मी प्रतिरोधी उत्पाद बनाने के लिए ठंडा करना शामिल है।

-
मोल्ड को पहले से गर्म करना : एकसमान क्योरिंग सुनिश्चित करने के लिए मोल्ड को पहले से गर्म किया जाता है (आमतौर पर तेल या भाप से गर्म किए गए मोल्ड के लिए ±5°F के भीतर)।
-
सामग्री का इंजेक्शन : बैकेलाइट पाउडर को पिघलाकर और 1:1 के संपीड़न अनुपात वाले स्क्रू का उपयोग करके इंजेक्ट किया जाता है, जो थर्मोप्लास्टिक्स की तुलना में कम होता है।
-
ऊष्मा और दबाव के तहत उपचार : नियंत्रित परिस्थितियों में सामग्री अपरिवर्तनीय रूप से कठोर हो जाती है, जिससे उसके गुण स्थिर हो जाते हैं।
-
शीतलन और निष्कासन : उपचार प्रक्रिया के कारण लंबे चक्र समय के साथ, भाग ठंडा होता है और निष्कासित हो जाता है।
प्रमुख मापदंडों में मोल्ड तापमान 7 , इंजेक्शन दबाव और इलाज का समय शामिल हैं।
बैकेलाइट इंजेक्शन मोल्डिंग में थर्मोप्लास्टिक मोल्डिंग की तुलना में उच्च स्क्रू संपीड़न अनुपात की आवश्यकता होती है।.असत्य
बैकेलाइट में स्क्रू कम्प्रेशन अनुपात 1:1 होता है, जबकि थर्मोप्लास्टिक्स में यह 1:3-1:4.5 होता है।.
बैकेलाइट मोल्डिंग में ऊष्मा प्रतिरोध प्राप्त करने के लिए क्योरिंग चरण आवश्यक है।.सत्य
क्योरिंग प्रक्रिया से बैकेलाइट एक कठोर, ऊष्मा-प्रतिरोधी संरचना बना लेता है जिसे दोबारा पिघलाया नहीं जा सकता।.
थर्मोप्लास्टिक इंजेक्शन मोल्डिंग प्रक्रिया में कौन-कौन से चरण शामिल हैं?
थर्मोप्लास्टिक इंजेक्शन मोल्डिंग पिघलने और ठंडा करने पर केंद्रित है, जो तेज चक्र और अधिक स्वचालन प्रदान करता है।.
थर्मोप्लास्टिक इंजेक्शन मोल्डिंग 8 प्रक्रिया में सामग्री को पिघलाना, उसे सांचे में डालना, जमने के लिए ठंडा करना और भाग को बाहर निकालना शामिल है।

-
सामग्री को पिघलाना : थर्मोप्लास्टिक पेलेट्स को 1:3-1:4.5 संपीड़न अनुपात वाले स्क्रू का उपयोग करके एक गर्म बैरल में पिघलाया जाता है।
-
सांचे में डालना : पिघले हुए प्लास्टिक को उच्च दबाव में सांचे में डाला जाता है ताकि वह सांचे को भर सके।
-
जमने के लिए शीतलन : भाग ठंडा होकर जम जाता है, शीतलन समय 9 चक्र दक्षता को प्रभावित करता है।
-
भाग को बाहर निकालना : ठोस हो चुके भाग को बाहर निकाल दिया जाता है, उच्च मात्रा में उत्पादन के लिए यह प्रक्रिया अक्सर स्वचालित होती है।
प्रमुख मापदंडों में पिघलने का तापमान, इंजेक्शन की गति 10 और शीतलन समय शामिल हैं।
थर्मोप्लास्टिक इंजेक्शन मोल्डिंग में गर्मी और दबाव के तहत उपचार की आवश्यकता होती है।.असत्य
थर्मोप्लास्टिक को क्योरिंग की आवश्यकता नहीं होती; वे ठंडा होने पर ठोस हो जाते हैं।.
थर्मोप्लास्टिक इंजेक्शन मोल्डिंग का एक प्रमुख लाभ इसकी तेज चक्र अवधि है।.सत्य
उपचार प्रक्रिया की अनुपस्थिति बैकेलाइट मोल्डिंग की तुलना में उत्पादन चक्र को तेज बनाती है।.
बैकेलाइट इंजेक्शन मोल्डिंग के अनुप्रयोग क्या हैं?
बैकेलाइट के गुणों के कारण यह विशिष्ट उच्च-प्रदर्शन अनुप्रयोगों के लिए एक पसंदीदा विकल्प बन जाता है।.
बैकेलाइट के थर्मोसेटिंग गुणों के कारण इसका उपयोग विद्युत इन्सुलेटर, ऑटोमोटिव घटकों और ताप-प्रतिरोधी भागों में इंजेक्शन मोल्डिंग द्वारा किया जाता है।.

-
विद्युत कुचालक : सर्किट ब्रेकर, स्विच और कनेक्टर बैकेलाइट के कुचालन गुणों से लाभान्वित होते हैं।
-
ऑटोमोटिव पार्ट्स : डिस्ट्रीब्यूटर कैप और ब्रेक पैड इसकी ताप प्रतिरोधक क्षमता का लाभ उठाते हैं।
-
उपभोक्ता वस्तुएं : बर्तनों के हैंडल और घरेलू उपकरणों के आवरण गर्मी के संपर्क में टिकाऊपन के लिए बैकेलाइट से बने होते हैं।
एसीओ मोल्ड पर इसके औद्योगिक उपयोगों के बारे में और अधिक जानें ।
बैकेलाइट का उपयोग आमतौर पर उन अनुप्रयोगों में किया जाता है जिनमें उच्च ताप प्रतिरोध की आवश्यकता होती है।.सत्य
इसकी थर्मोसेटिंग प्रकृति कई थर्मोप्लास्टिक की तुलना में बेहतर ताप प्रतिरोध प्रदान करती है।.
बैकेलाइट विद्युत अनुप्रयोगों के लिए उपयुक्त नहीं है।.असत्य
बैकेलाइट का उपयोग इसके उत्कृष्ट इन्सुलेटिंग गुणों के कारण विद्युत इन्सुलेटरों में व्यापक रूप से किया जाता है।.
थर्मोप्लास्टिक इंजेक्शन मोल्डिंग के अनुप्रयोग क्या हैं?
थर्मोप्लास्टिक्स विभिन्न प्रकार के, उच्च मात्रा वाले अनुप्रयोगों में उत्कृष्ट प्रदर्शन करते हैं।.
थर्मोप्लास्टिक इंजेक्शन मोल्डिंग का उपयोग उपभोक्ता वस्तुओं, चिकित्सा उपकरणों, पैकेजिंग और ऑटोमोबाइल इंटीरियर में इसकी बहुमुखी प्रतिभा और पुनर्चक्रण क्षमता के कारण किया जाता है।.

-
उपभोक्ता वस्तुएं : बोतल के ढक्कन, खिलौने और आवरण सामान्य थर्मोप्लास्टिक उत्पाद हैं।
-
चिकित्सा उपकरण : सिरिंज और शल्य चिकित्सा उपकरण सटीकता और रोगाणुहीनता से लाभान्वित होते हैं।
-
पैकेजिंग : कंटेनर और फिल्म हल्के वजन और टिकाऊपन के लिए थर्मोप्लास्टिक का उपयोग करते हैं।
TWI Global पर और भी आवेदन देखें ।
रोगाणुहीनता संबंधी चिंताओं के कारण थर्मोप्लास्टिक का उपयोग चिकित्सा अनुप्रयोगों में नहीं किया जाता है।.असत्य
थर्मोप्लास्टिक का उपयोग चिकित्सा उपकरणों में व्यापक रूप से किया जाता है क्योंकि इन्हें कीटाणुरहित किया जा सकता है और सटीक आकृतियों में ढाला जा सकता है।.
थर्मोप्लास्टिक इंजेक्शन मोल्डिंग उच्च मात्रा में उत्पादन के लिए लागत प्रभावी है।.सत्य
थर्मोप्लास्टिक्स की तेज़ चक्र अवधि और पुनर्चक्रण क्षमता विनिर्माण लागत को कम करती है।.
प्रक्रिया कार्यप्रवाहों में क्या अंतर हैं?
कार्यप्रवाह सामग्री के विशिष्ट व्यवहार को दर्शाते हैं।.

बैकेलाइट मोल्डिंग में गर्मी और दबाव के तहत इलाज शामिल होता है, जबकि थर्मोप्लास्टिक मोल्डिंग पिघलने और ठंडा करने पर केंद्रित होता है, जिसके परिणामस्वरूप अलग-अलग चक्र समय और उपकरण आवश्यकताएं होती हैं।.
| कदम | बेकलाइट इंजेक्शन मोल्डिंग | थर्मोप्लास्टिक इंजेक्शन मोल्डिंग |
|---|---|---|
| तैयारी | मोल्ड को पहले से गरम करना | पिघलने वाली सामग्री |
| इंजेक्शन | कम संपीड़न (1:1) | उच्च संपीड़न (1:3-1:4.5) |
| ठोसकरण | गर्मी/दबाव के तहत उपचार करना | जमने के लिए ठंडा करना |
| समय चक्र | ठीक होने में अधिक समय लगता है | शीतलन के कारण छोटा |
बैकेलाइट मोल्डिंग में क्योरिंग की आवश्यकता होती है, जबकि थर्मोप्लास्टिक मोल्डिंग में ऐसा नहीं होता है।.सत्य
बैकेलाइट जैसे थर्मोसेट पदार्थों के अंतिम गुणधर्मों को प्राप्त करने के लिए उनका उपचार करना आवश्यक है।.
थर्मोप्लास्टिक मोल्डिंग, बैकेलाइट मोल्डिंग की तुलना में कम स्वचालित होती है।.असत्य
थर्मोप्लास्टिक मोल्डिंग में उच्च स्तर की स्वचालन प्रक्रिया का लाभ मिलता है, जिससे मैन्युअल हस्तक्षेप कम हो जाता है।.
बैकेलाइट इंजेक्शन मोल्डिंग के लिए डिजाइन संबंधी किन बातों का ध्यान रखना चाहिए?
बैकेलाइट के लिए डिजाइन तैयार करने में दोषों से बचने के लिए सटीकता की आवश्यकता होती है।.
बैकेलाइट इंजेक्शन मोल्डिंग के लिए डिजाइन संबंधी विचारों में दोषों को रोकने और उचित इलाज सुनिश्चित करने के लिए मोल्ड तापमान नियंत्रण, वेंटिंग और सामग्री प्रवाह शामिल हैं।.

-
मोल्ड तापमान नियंत्रण : एकसमान तापमान (±5°F) एक समान क्योरिंग सुनिश्चित करता है।
-
वेंटिंग : 0.003"-0.0035" गहराई वाले वेंट गैस के जमाव और जलने के निशान को रोकते हैं।
-
सामग्री प्रवाह : स्प्रू से संतुलित भराई दोषों को कम करती है।
प्लेनको पर विस्तृत दिशानिर्देश देखें ।
बेकलाइट इंजेक्शन मोल्डिंग में दोषों को रोकने के लिए उचित वेंटिलेशन अत्यंत महत्वपूर्ण है।.सत्य
वेंटिंग से गैसों को बाहर निकलने की अनुमति मिलती है, जिससे जलने के निशान का खतरा कम हो जाता है और पुर्जों की गुणवत्ता सुनिश्चित होती है।.
बैकेलाइट मोल्डिंग में मोल्ड तापमान नियंत्रण, थर्मोप्लास्टिक मोल्डिंग की तुलना में कम महत्वपूर्ण होता है।.असत्य
एकसमान क्योरिंग सुनिश्चित करने के लिए बैकेलाइट मोल्डिंग में सटीक तापमान नियंत्रण आवश्यक है।.
थर्मोप्लास्टिक इंजेक्शन मोल्डिंग के लिए डिजाइन संबंधी किन बातों का ध्यान रखना चाहिए?
थर्मोप्लास्टिक डिजाइन शीतलन और निष्कासन पर केंद्रित है।.
थर्मोप्लास्टिक इंजेक्शन मोल्डिंग के लिए डिजाइन संबंधी विचारों में कूलिंग चैनल डिजाइन, ड्राफ्ट कोण और सामग्री संकुचन शामिल हैं ताकि पार्ट की गुणवत्ता और दक्षता सुनिश्चित हो सके।.

-
कूलिंग चैनल डिजाइन : कुशल चैनल चक्र समय और विकृति को कम करते हैं।
-
ड्राफ्ट कोण : 1-2 डिग्री का कोण आसान निष्कासन में सहायक होता है।
-
सामग्री का संकुचन : सटीकता के लिए आयामों में इसे ध्यान में रखना आवश्यक है।
ScienceDirect पर उपलब्ध है ।
थर्मोप्लास्टिक इंजेक्शन मोल्डिंग में ड्राफ्ट एंगल की आवश्यकता नहीं होती है।.असत्य
पुर्जों को आसानी से बाहर निकालने और सांचे को नुकसान से बचाने के लिए ड्राफ्ट एंगल आवश्यक हैं।.
कुशल शीतलन चैनल डिजाइन से थर्मोप्लास्टिक मोल्डिंग में चक्र समय को काफी कम किया जा सकता है।.सत्य
उचित शीतलन से ठोसकरण की प्रक्रिया तेज होती है और उत्पादन चक्र छोटा होता है।.
बैकेलाइट और थर्मोप्लास्टिक इंजेक्शन मोल्डिंग में से किसे चुनें?
सही प्रक्रिया का चयन आपकी परियोजना की आवश्यकताओं पर निर्भर करता है।.
उच्च ताप प्रतिरोध और विद्युत इन्सुलेशन के लिए बैकेलाइट इंजेक्शन मोल्डिंग चुनें; उच्च मात्रा में उत्पादन में लचीलेपन, पुनर्चक्रण क्षमता और लागत-प्रभावशीलता के लिए थर्मोप्लास्टिक मोल्डिंग का विकल्प चुनें।.

निर्णय लेने संबंधी मार्गदर्शिका
-
ताप प्रतिरोध की आवश्यकताएँ : 200°C से अधिक तापमान वाले वातावरण के लिए बैकेलाइट उपयुक्त है।
-
उत्पादन मात्रा : उच्च मात्रा दक्षता के लिए थर्मोप्लास्टिक्स।
-
पुनर्चक्रण क्षमता : यदि स्थिरता मायने रखती है तो थर्मोप्लास्टिक्स।
-
लागत संबंधी बाधाएं : थर्मोप्लास्टिक्स अक्सर सामग्री और प्रसंस्करण के मामले में सस्ते होते हैं।
| कारक | बेकलाइट वरीयता | थर्मोप्लास्टिक वरीयता |
|---|---|---|
| गर्मी प्रतिरोध | उच्च (उदाहरण के लिए, विद्युत पुर्जे) | मध्यम (जैसे, पैकेजिंग) |
| आयतन | निम्न से मध्यम | उच्च |
| लागत | सामग्री की लागत अधिक | कम सामग्री/प्रसंस्करण लागत |
उच्च ताप प्रतिरोध की आवश्यकता वाले अनुप्रयोगों के लिए बैकेलाइट बेहतर विकल्प है।.सत्य
इसके थर्मोसेटिंग गुण अधिकांश थर्मोप्लास्टिक की तुलना में बेहतर ताप प्रतिरोध प्रदान करते हैं।.
थर्मोप्लास्टिक्स हमेशा बैकेलाइट की तुलना में अधिक किफायती होते हैं।.असत्य
उच्च मात्रा में उत्पादन के लिए थर्मोप्लास्टिक्स सस्ते हो सकते हैं, जबकि विशिष्ट उच्च-प्रदर्शन अनुप्रयोगों के लिए बैकेलाइट अधिक लागत प्रभावी हो सकता है।.
संबंधित प्रौद्योगिकियां विनिर्माण विकल्पों का विस्तार करती हैं।.
बैकेलाइट इंजेक्शन मोल्डिंग से संबंधित प्रौद्योगिकियों में थर्मोसेट के लिए संपीड़न मोल्डिंग और प्रोटोटाइपिंग और कस्टम पार्ट्स के लिए एडिटिव मैन्युफैक्चरिंग शामिल हैं।.

-
संपीड़न मोल्डिंग : बैकेलाइट जैसे थर्मोसेट के लिए उपयोग किया जाता है, कम आयतन वाले बड़े भागों के लिए आदर्श।
-
एडिटिव मैन्युफैक्चरिंग : प्रोटोटाइपिंग के लिए 3डी प्रिंटिंग, जो इंजेक्शन मोल्डिंग का पूरक है।
संपीड़न मोल्डिंग का उपयोग केवल थर्मोप्लास्टिक के लिए किया जाता है।.असत्य
बैकेलाइट जैसे थर्मोसेटिंग प्लास्टिक के लिए आमतौर पर संपीड़न मोल्डिंग का उपयोग किया जाता है।.
इंजेक्शन मोल्डिंग से पहले पुर्जों के प्रोटोटाइप बनाने के लिए एडिटिव मैन्युफैक्चरिंग का उपयोग किया जा सकता है।.सत्य
3डी प्रिंटिंग से तेजी से प्रोटोटाइपिंग संभव हो पाती है, जिससे मोल्ड में अंतिम रूप देने से पहले डिजाइन को परिष्कृत करने में मदद मिलती है।.
निष्कर्ष
बैकेलाइट इंजेक्शन मोल्डिंग ऊष्मा-प्रतिरोधी और इन्सुलेटिंग अनुप्रयोगों में उत्कृष्ट है, जबकि थर्मोप्लास्टिक इंजेक्शन मोल्डिंग उच्च मात्रा में उत्पादन के लिए बहुमुखी प्रतिभा और लागत-प्रभावशीलता प्रदान करती है। सामग्री, प्रक्रियाओं और डिज़ाइन संबंधी विचारों में अंतर को समझकर, आप अपनी आवश्यकताओं के लिए सर्वोत्तम विधि का चुनाव कर सकते हैं। अधिक जानकारी के लिए, TWI Global और ScienceDirect ।
-
बैकेलाइट इंजेक्शन मोल्डिंग के अनूठे लाभों का पता लगाएं, जिसमें इसकी ताप प्रतिरोधक क्षमता और स्थायित्व शामिल हैं, ताकि यह पता चल सके कि यह आपकी परियोजना के लिए उपयुक्त है या नहीं।. ↩
-
अपनी विनिर्माण आवश्यकताओं के लिए सबसे उपयुक्त प्रक्रिया खोजने के लिए विभिन्न प्लास्टिक इंजेक्शन मोल्डिंग प्रक्रियाओं के बारे में जानें।. ↩
-
थर्मोप्लास्टिक्स और विनिर्माण में उनकी बहुमुखी प्रतिभा के बारे में जानें, जो आपको अपनी आवश्यकताओं के लिए सर्वोत्तम सामग्री चुनने में मदद कर सकता है।. ↩
-
थर्मोप्लास्टिक्स और विनिर्माण में उनकी बहुमुखी प्रतिभा के बारे में जानें, जो बैकेलाइट के गुणों के विपरीत है।. ↩
-
बैकेलाइट इंजेक्शन मोल्डिंग की बारीकियों और अनुप्रयोगों को समझने के लिए इस लिंक को देखें, जिससे थर्मोसेटिंग प्लास्टिक में आपका ज्ञान बढ़ेगा।. ↩
-
बैकेलाइट के गुणों को परिभाषित करने वाली महत्वपूर्ण उपचार प्रक्रिया के बारे में जानें, जिससे आप इसकी अद्वितीय थर्मोसेटिंग विशेषताओं को समझ सकें।. ↩
-
इंजेक्शन मोल्डिंग प्रक्रिया में मोल्ड के तापमान के महत्व को जानें, जो बैकेलाइट उत्पादों में सर्वोत्तम परिणाम प्राप्त करने के लिए महत्वपूर्ण है।. ↩
-
थर्मोप्लास्टिक इंजेक्शन मोल्डिंग, इसके लाभ और विनिर्माण में इसके अनुप्रयोगों के बारे में गहन जानकारी प्राप्त करने के लिए इस लिंक को देखें।. ↩
-
चक्र दक्षता पर शीतलन समय के प्रभाव को समझने से उत्पादन प्रक्रियाओं को अनुकूलित करने के आपके ज्ञान में वृद्धि हो सकती है।. ↩
-
थर्मोप्लास्टिक इंजेक्शन मोल्डिंग प्रक्रियाओं में गुणवत्ता और दक्षता प्राप्त करने में इंजेक्शन की गति की महत्वपूर्ण भूमिका के बारे में जानें।. ↩





