

क्या आपने कभी सोचा है कि बैक प्रेशर जैसा दिखने वाला छोटा सा पैरामीटर इंजेक्शन मोल्डिंग में कितना बड़ा अंतर ला सकता है?
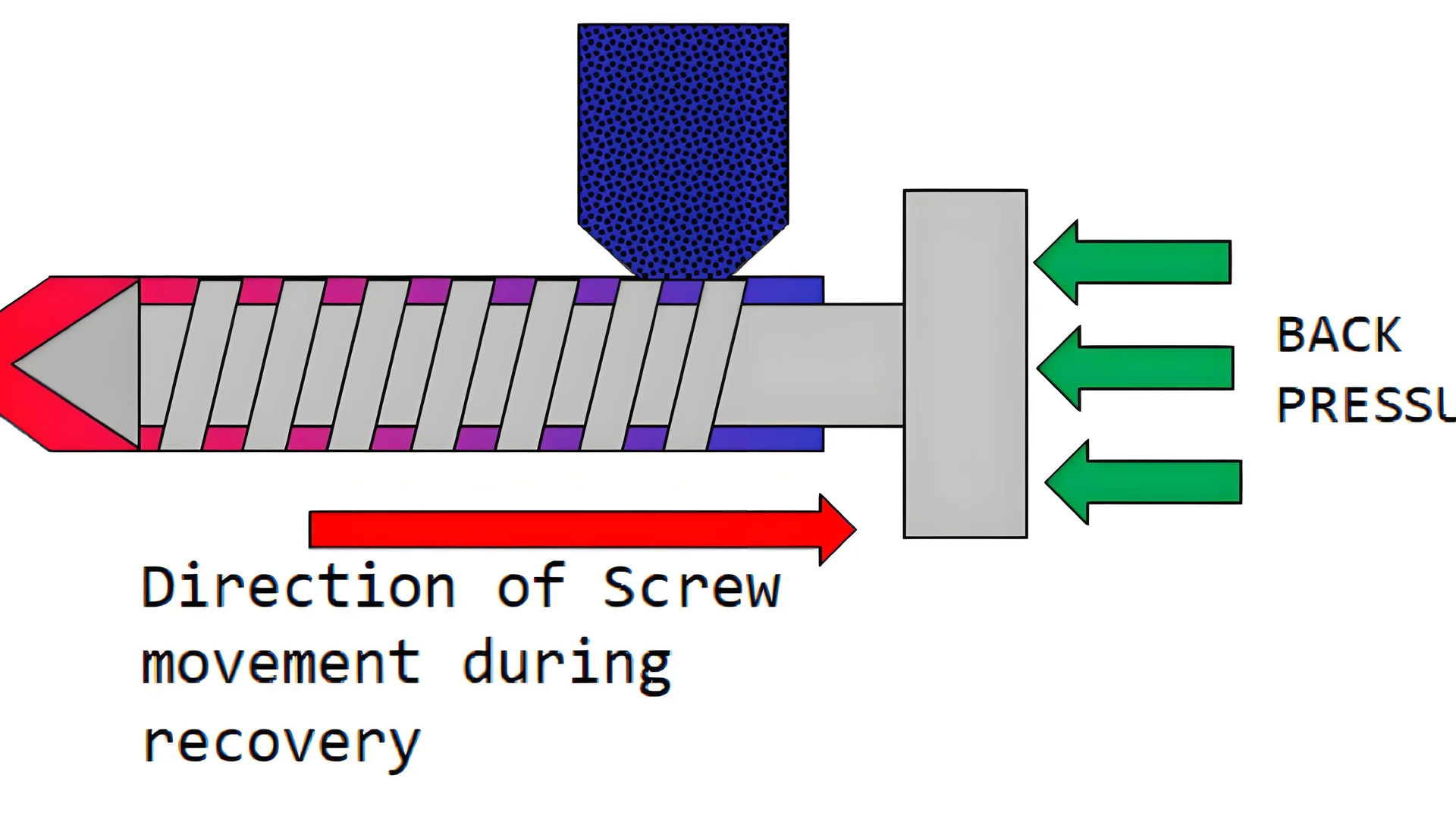
इंजेक्शन मोल्डिंग में पिछला दबाव प्लास्टिकीकरण चरण के दौरान स्क्रू के पिछड़े आंदोलन के खिलाफ प्रतिरोध को संदर्भित करता है। यह सामग्री की एकरूपता को बढ़ाता है, रिक्तियों को कम करता है और प्रवाह विशेषताओं को नियंत्रित करता है, जो अंततः उत्पाद की गुणवत्ता और प्रदर्शन को प्रभावित करता है।
लेकिन इसकी परिभाषा के अलावा और भी बहुत कुछ है। आइए गहराई से जानें कि यह प्लास्टिक मिश्रण से लेकर शून्य गठन तक, इंजेक्शन मोल्डिंग के विभिन्न पहलुओं को कैसे प्रभावित करता है।
बैक प्रेशर इंजेक्शन मोल्डिंग में रिक्तियों को कम करता है।सत्य
पिछला दबाव पिघले हुए प्लास्टिक को संपीड़ित करता है, फंसी हुई हवा को बाहर निकालता है और रिक्त स्थान को कम करता है।
प्लास्टिक मिश्रण में बैक प्रेशर की क्या भूमिका है?
इंजेक्शन मोल्डिंग प्रक्रिया के भीतर प्लास्टिक मिश्रण में बैक प्रेशर एक महत्वपूर्ण कारक है, जो सामग्री की गुणवत्ता और स्थिरता को प्रभावित करता है।
पिछला दबाव कतरनी बलों को लागू करके प्लास्टिक मिश्रण को बढ़ाता है, एकरूपता, घनत्व में सुधार करता है, और रिक्त स्थान और हवा के बुलबुले जैसे दोषों को कम करता है।
प्लास्टिक मिश्रण में बैक प्रेशर को समझना
बैक प्रेशर इंजेक्शन मोल्डिंग के प्लास्टिसाइजिंग चरण के दौरान स्क्रू द्वारा पीछे की ओर जाने पर उत्पन्न होने वाला प्रतिरोध है। यह प्रतिरोध केवल एक यांत्रिक बाधा नहीं है बल्कि मिश्रण प्रक्रिया का एक महत्वपूर्ण घटक है। पिछला दबाव लागू करके, पेंच पिघले हुए प्लास्टिक पर अतिरिक्त कतरनी बल लगाता है। यह क्रिया सामग्री के मिश्रण और समरूपीकरण को बढ़ाती है, जिससे यह सुनिश्चित होता है कि योजक समान रूप से वितरित होते हैं और रंगीन पदार्थ पूरे बैच में लगातार एकीकृत होते हैं।
सामग्री की एकरूपता बढ़ाना
प्लास्टिक मिश्रण में बैक प्रेशर की प्राथमिक भूमिकाओं में से एक सामग्री की एकरूपता में सुधार करना है। बढ़ी हुई कतरनी ताकतें प्लास्टिक में किसी भी समूह को तोड़ने में मदद करती हैं, जिससे अधिक समान पिघल होता है। इसके परिणामस्वरूप सुसंगत गुणों वाले ढाले हुए हिस्से बनते हैं, विविधताएं कम होती हैं और समग्र उत्पाद गुणवत्ता में वृद्धि होती है।
घनत्व में सुधार और रिक्तियों को कम करना
बैक प्रेशर न केवल मिश्रण में सहायता करता है बल्कि ढले हुए उत्पाद के घनत्व को बढ़ाने में भी महत्वपूर्ण भूमिका निभाता है। जैसे ही पिछला दबाव पिघले हुए प्लास्टिक को संपीड़ित करता है, यह फंसी हुई हवा को बाहर निकालता है, प्रभावी ढंग से रिक्त स्थान को कम करता है और हवा के बुलबुले को कम करता है। यह संपीड़न सुनिश्चित करता है कि अंतिम उत्पाद ठोस और दोषों से मुक्त है, जो उच्च संरचनात्मक अखंडता की आवश्यकता वाले उत्पादों के लिए विशेष रूप से महत्वपूर्ण है।
प्रवाह विशेषताओं को नियंत्रित करना
बैक प्रेशर से प्रभावित एक अन्य महत्वपूर्ण पहलू प्रवाह विशेषताओं पर नियंत्रण है। बैक प्रेशर को समायोजित करके, निर्माता पिघले हुए प्लास्टिक की चिपचिपाहट में हेरफेर कर सकते हैं, जिससे जटिल मोल्ड ज्यामिति के माध्यम से बेहतर प्रवाह की सुविधा मिलती है। यह नियंत्रण सटीक आयामी विशिष्टताओं को प्राप्त करने और यह सुनिश्चित करने के लिए महत्वपूर्ण है कि जटिल डिज़ाइन खामियों के बिना सही ढंग से भरे गए हैं।
इष्टतम बैक प्रेशर सेटिंग्स
इष्टतम बैक प्रेशर सेटिंग्स का निर्धारण करने के लिए प्लास्टिक सामग्री के प्रकार, मोल्ड डिज़ाइन और प्रसंस्करण स्थितियों सहित कई कारकों पर सावधानीपूर्वक विचार करने की आवश्यकता होती है। इनमें से प्रत्येक चर महत्वपूर्ण रूप से प्रभावित कर सकता है कि पिछला दबाव मिश्रण को कैसे प्रभावित करता है और, परिणामस्वरूप, अंतिम उत्पाद की गुणवत्ता को प्रभावित करता है। इष्टतम परिणामों के लिए इन सेटिंग्स को ठीक करने के लिए निर्माता अक्सर परीक्षण और त्रुटि या अनुभवजन्य डेटा पर भरोसा करते हैं।
यह समझकर कि बैक प्रेशर प्लास्टिक मिश्रण 1 , निर्माता उत्पाद की गुणवत्ता और प्रदर्शन को बढ़ा सकते हैं, जिससे इस पैरामीटर को इंजेक्शन मोल्डिंग प्रक्रियाओं में एक महत्वपूर्ण फोकस बनाया जा सकता है।
बैक प्रेशर मोल्डेड प्लास्टिक में रिक्तियों को कम करता है।सत्य
पिछला दबाव पिघले हुए प्लास्टिक को संपीड़ित करता है, हवा को बाहर निकालता है और रिक्त स्थान को कम करता है।
उच्च बैक प्रेशर से सामग्री की एकरूपता कम हो जाती है।असत्य
उच्च पिछला दबाव कतरनी बलों को बढ़ाता है, जिससे सामग्री की एकरूपता बढ़ती है।
पीठ का दबाव शून्य गठन को कैसे प्रभावित करता है?
इंजेक्शन मोल्डिंग में शून्य गठन एक आम समस्या है जो उत्पादों की अखंडता और उपस्थिति से समझौता कर सकती है।
पिछला दबाव पिघले हुए प्लास्टिक को संपीड़ित करके, फंसी हुई हवा को बाहर निकालकर और मोल्डिंग प्रक्रिया के दौरान एक समान सामग्री घनत्व सुनिश्चित करके रिक्तियों को कम करता है।

शून्य न्यूनीकरण में पीठ के दबाव का तंत्र
सामग्री के घनत्व को बढ़ाकर इंजेक्शन मोल्ड किए गए भागों के भीतर रिक्तियों को कम करने में पिछला दबाव महत्वपूर्ण है। जैसे ही पेंच पीछे हटता है, उसे बैक प्रेशर नामक प्रतिरोध का सामना करना पड़ता है, जो जानबूझकर पिघले हुए प्लास्टिक की गुणवत्ता में सुधार करने के लिए लगाया जाता है। यह प्रतिरोध प्लास्टिक पर कतरनी क्रिया को बढ़ाता है, जिससे बेहतर मिश्रण और समरूपीकरण होता है।
पिघले हुए प्लास्टिक का यह संपीड़न फंसी हुई हवा को बाहर निकालने में मदद करता है, जो खालीपन का एक प्राथमिक कारण है। इन वायु जेबों को समाप्त करके, पिछला दबाव यह सुनिश्चित करता है कि सामग्री मोल्ड गुहा को अधिक पूरी तरह से और समान रूप से भर देती है।
सामग्री घनत्व पर प्रभाव
सामग्री संघनन को बढ़ाकर, पिछला दबाव ढाले हुए हिस्से के घनत्व में भी सुधार करता है। बढ़ा हुआ घनत्व सीधे तौर पर रिक्तियों की कम घटना से जुड़ा है। उच्चतर दबाव के परिणामस्वरूप एक सघन सामग्री बनती है, जो साँचे की हर दरार को भर देती है, इस प्रकार हवा का फँसना और संभावित रिक्तियाँ कम हो जाती हैं।
उदाहरण के लिए, जटिल मोल्ड डिज़ाइन में या उच्च चिपचिपाहट वाली सामग्री का उपयोग करते समय, बैक प्रेशर को समायोजित करने से सभी क्षेत्रों को समान रूप से भरने को सुनिश्चित करके भाग की गुणवत्ता में काफी वृद्धि हो सकती है।
संतुलन ढूँढना: भौतिक गुणों की भूमिका
इष्टतम बैक प्रेशर सेटिंग अक्सर सामग्री प्रकार और मोल्ड जटिलता सहित कई कारकों पर निर्भर करती है। उदाहरण के लिए, हवा को बनाए रखने की प्रवृत्ति वाली सामग्रियों को शून्य गठन को प्रभावी ढंग से कम करने के लिए उच्च बैक प्रेशर सेटिंग्स की आवश्यकता हो सकती है। हालाँकि, अत्यधिक पीठ दबाव से अन्य समस्याएं हो सकती हैं जैसे चक्र समय में वृद्धि या संवेदनशील सामग्रियों का संभावित क्षरण।
इंजेक्शन मोल्डिंग विशेषज्ञ इष्टतम परिणाम प्राप्त करने के लिए विभिन्न परिस्थितियों में परीक्षण करके बैक प्रेशर सेटिंग्स को संतुलित करने की सलाह देते हैं।
संक्षेप में, यह समझना कि पीठ का दबाव शून्य गठन को कैसे प्रभावित करता है, दोष-मुक्त इंजेक्शन मोल्डेड उत्पादों के उत्पादन के लिए महत्वपूर्ण है। सामग्री विशेषताओं 2 और दबाव सेटिंग्स 3 करके , निर्माता बेहतर उत्पाद गुणवत्ता के लिए अपनी प्रक्रियाओं को बेहतर बना सकते हैं।
बैक प्रेशर इंजेक्शन मोल्डिंग में रिक्तियों को कम करता है।सत्य
पिछला दबाव पिघले हुए प्लास्टिक को संपीड़ित करता है, फंसी हुई हवा को बाहर निकालता है और रिक्त स्थान को कम करता है।
उच्चतर दबाव से सामग्री का घनत्व कम हो जाता है।असत्य
उच्च पिछला दबाव संघनन को बढ़ाकर सामग्री घनत्व को बढ़ाता है।
पिछला दबाव किस प्रकार प्रवाह विशेषताओं को प्रभावित करता है?
इंजेक्शन मोल्डिंग में सटीकता प्राप्त करने के लिए प्रवाह विशेषताओं पर बैक प्रेशर के प्रभाव को समझना महत्वपूर्ण है।
पिछला दबाव चिपचिपाहट और प्रवाह दर को नियंत्रित करके प्रवाह विशेषताओं को प्रभावित करता है, जिससे जटिल सांचों को बेहतर ढंग से भरने और बेहतर आयामी सटीकता को सक्षम किया जा सकता है।

चिपचिपाहट नियंत्रण में पीठ के दबाव की भूमिका
पिघले हुए प्लास्टिक 4 को प्रबंधित करने में पिछला दबाव एक महत्वपूर्ण कारक है । पीछे के दबाव को समायोजित करके, मोल्डर्स प्लास्टिक सामग्री पर लागू कतरनी दर को बदल सकते हैं। यह समायोजन प्लास्टिक की चिपचिपाहट को प्रभावित करता है, जिससे यह या तो अधिक तरल हो जाता है या प्रवाह के प्रति अधिक प्रतिरोधी हो जाता है। उदाहरण के लिए, उच्च पिछला दबाव आम तौर पर कतरनी दर को बढ़ाता है, चिपचिपाहट को कम करता है, इस प्रकार प्लास्टिक को जटिल मोल्ड सुविधाओं को अधिक आसानी से भरने की अनुमति मिलती है।
मोल्ड फिलिंग को बढ़ाना
कुशल साँचे में भरना बैक प्रेशर से प्रभावित एक और महत्वपूर्ण पहलू है। जटिल मोल्ड ज्यामिति से निपटने के दौरान, समान प्रवाह और पूर्ण गुहा भरना सर्वोपरि है। उचित रूप से समायोजित पिछला दबाव पूरे मोल्डिंग चक्र में एक सुसंगत प्रवाह दर बनाए रखने में मदद करता है। यह स्थिरता शॉर्ट शॉट्स जैसे दोषों को रोकने के लिए महत्वपूर्ण है, जहां मोल्ड के हिस्से पूरी तरह से भरे नहीं होते हैं।
आयामी सटीकता और स्थिरता
पिछला दबाव ढले हुए हिस्सों की आयामी सटीकता में योगदान देता है। प्रवाह विशेषताओं पर नियंत्रण रखकर, निर्माता यह सुनिश्चित कर सकते हैं कि सामग्री समान रूप से मोल्ड को भरती है, जिससे अधिक स्थिर और आयामी सटीक उत्पाद प्राप्त होते हैं। लगातार प्रवाह दरें विकृति और सिकुड़न को रोकती हैं, जो कि सांचे के भीतर असमान सामग्री वितरण से उत्पन्न होने वाली सामान्य समस्याएं हैं।
इष्टतम परिणामों के लिए पिछला दबाव संतुलित करना
बैक प्रेशर सेटिंग्स में सही संतुलन बनाना आवश्यक है। स्क्रू को हिलाने के लिए आवश्यक अतिरिक्त बल के कारण अत्यधिक पीठ दबाव से चक्र समय और ऊर्जा की खपत बढ़ सकती है। इसके विपरीत, अपर्याप्त बैक प्रेशर के परिणामस्वरूप खराब मिश्रण और सामग्री विसंगतियां हो सकती हैं। इसलिए, बैक प्रेशर सेटिंग्स को अनुकूलित करने के लिए प्रत्येक सामग्री और मोल्ड डिज़ाइन की सटीक आवश्यकताओं को समझना महत्वपूर्ण है।
संक्षेप में, पिछला दबाव चिपचिपाहट को प्रबंधित करके और कुशल मोल्ड भरने को सुनिश्चित करके प्रवाह विशेषताओं को महत्वपूर्ण रूप से प्रभावित करता है। ये प्रभाव उच्च गुणवत्ता वाले, आयामी रूप से सटीक इंजेक्शन मोल्डेड भागों के निर्माण में सहायक होते हैं।
उच्च पिछला दबाव इंजेक्शन मोल्डिंग में चिपचिपाहट कम कर देता है।सत्य
उच्च पिछला दबाव कतरनी दर को बढ़ाता है, बेहतर मोल्ड भरने के लिए चिपचिपाहट को कम करता है।
कम दबाव के कारण जटिल सांचों में समान प्रवाह होता है।असत्य
अपर्याप्त पिछला दबाव खराब मिश्रण और असमान प्रवाह का कारण बन सकता है, एकरूपता का नहीं।
आप बेहतर इंजेक्शन मोल्डिंग के लिए बैक प्रेशर को कैसे अनुकूलित कर सकते हैं?
इंजेक्शन मोल्डिंग में बैक प्रेशर को अनुकूलित करने से आपके उत्पादों की गुणवत्ता और स्थिरता में काफी वृद्धि हो सकती है। सर्वोत्तम परिणामों के लिए इस महत्वपूर्ण पैरामीटर को ठीक करने का तरीका जानें।
इंजेक्शन मोल्डिंग में बैक प्रेशर को अनुकूलित करने के लिए, सामग्री के प्रकार और मोल्ड डिज़ाइन के आधार पर समायोजित करें। इन कारकों को संतुलित करने से बेहतर सामग्री एकरूपता सुनिश्चित होती है, दोष कम होते हैं और उत्पाद की स्थिरता बढ़ती है।

भौतिक विशेषताओं को समझना
बैक प्रेशर को अनुकूलित करते समय, उपयोग की जाने वाली प्लास्टिक सामग्री का प्रकार महत्वपूर्ण है। अलग-अलग प्लास्टिक में अलग-अलग चिपचिपाहट और प्रवाह विशेषताएँ होती हैं, जो प्रभावित करती हैं कि बैक प्रेशर कैसे लगाया जाना चाहिए। उदाहरण के लिए, उच्च-चिपचिपापन सामग्री को उचित मिश्रण और समरूपीकरण सुनिश्चित करने के लिए अधिक दबाव की आवश्यकता हो सकती है। आदर्श सेटिंग्स निर्धारित करने के लिए सामग्री-विशिष्ट दिशानिर्देशों से परामर्श लेना महत्वपूर्ण है।
मोल्ड डिज़ाइन का मूल्यांकन
मोल्ड डिज़ाइन इष्टतम बैक प्रेशर निर्धारित करने में भी महत्वपूर्ण भूमिका निभाता है। जटिल विवरण वाले जटिल सांचों को यह सुनिश्चित करने के लिए उच्च दबाव की आवश्यकता हो सकती है कि प्लास्टिक सभी गुहाओं को पूरी तरह से भर दे। मोल्ड प्रवाह विश्लेषण 5 संचालन करने से यह जानकारी मिल सकती है कि विभिन्न बैक प्रेशर स्तर भरने की प्रक्रिया को कैसे प्रभावित करते हैं, जिससे विशिष्ट डिजाइनों के लिए सेटिंग्स को ठीक करने में मदद मिलती है।
प्रयोग और फाइन-ट्यूनिंग
सामग्रियों और सांचों की परिवर्तनशीलता को देखते हुए, सर्वोत्तम बैक प्रेशर सेटिंग्स की पहचान करने के लिए प्रयोग अक्सर आवश्यक होता है। निर्माता-अनुशंसित मूल्यों से प्रारंभ करें और ढाले गए भागों की गुणवत्ता में परिवर्तन को देखते हुए वृद्धिशील समायोजन करें। एक अनुरूप दृष्टिकोण विकसित करने के लिए प्रत्येक परिवर्तन और उसके परिणामों का दस्तावेजीकरण करें जो लगातार उच्च गुणवत्ता वाले परिणाम देता है।
निगरानी और प्रतिक्रिया
इंजेक्शन मोल्डिंग प्रक्रिया की निरंतर निगरानी आवश्यक है। पीठ के दबाव और उसके प्रभावों पर वास्तविक समय डेटा प्रदान करने के लिए सेंसर लागू करें। सेटिंग्स को गतिशील रूप से समायोजित करने के लिए इस फीडबैक का उपयोग करें, यह सुनिश्चित करते हुए कि पूरे उत्पादन में इष्टतम स्थितियाँ बनी रहें। यह दृष्टिकोण रिक्त स्थान जैसे दोषों को कम करता है और समग्र उत्पाद गुणवत्ता में सुधार करता है।
प्रशिक्षण एवं विकास
इंजेक्शन मोल्डिंग प्रक्रिया में शामिल कर्मियों के प्रशिक्षण में निवेश करने से बैक प्रेशर सेटिंग्स का बेहतर अनुकूलन हो सकता है। यह समझना कि विभिन्न पैरामीटर कैसे परस्पर क्रिया करते हैं, अधिक सूचित निर्णय लेने की अनुमति देता है। कार्यशालाओं या प्रशिक्षण कार्यक्रमों 6 जो इंजेक्शन मोल्डिंग में बैक प्रेशर प्रबंधन की जटिलताओं पर ध्यान केंद्रित करते हैं।
उच्च-चिपचिपाहट वाली सामग्रियों को अधिक दबाव की आवश्यकता होती है।सत्य
उच्च-चिपचिपाहट वाली सामग्रियों को उचित मिश्रण के लिए अधिक बल की आवश्यकता होती है।
मोल्ड डिज़ाइन बैक प्रेशर अनुकूलन को प्रभावित नहीं करता है।असत्य
जटिल साँचे को पूरी तरह भरने के लिए उच्च दबाव की आवश्यकता हो सकती है।
निष्कर्ष
उच्च गुणवत्ता वाले इंजेक्शन मोल्डेड उत्पाद प्राप्त करने के लिए बैक प्रेशर को अनुकूलित करना महत्वपूर्ण है। इसके प्रभावों को समझकर निर्माता उत्पाद की गुणवत्ता और दक्षता दोनों बढ़ा सकते हैं।
-
बैक प्रेशर प्लास्टिक मिश्रण को कैसे प्रभावित करता है, इसके विस्तृत तंत्र का अन्वेषण करें: यह बैकप्रेशर के साथ पिघल घनत्व में वृद्धि को दर्शाता है। इस विशेष उदाहरण में, 600 पीएसआई प्लास्टिक दबाव के विकल्प का उपयोग किया जा सकता है... ↩
-
इस बारे में जानें कि विभिन्न सामग्रियां शून्य निर्माण को कैसे प्रभावित करती हैं।: रिक्तियां मोटे भाग की सतहों पर दिखाई देती हैं और तब हो सकती हैं जब भाग की बाहरी परत ठंडी हो जाती है और आंतरिक परत की तुलना में तेजी से जम जाती है... ↩
-
पीठ के दबाव को समायोजित करने के लिए प्रभावी तकनीकों की खोज करें: एक सामान्य नियम के रूप में, डीकंप्रेसन की मात्रा चेक रिंग की यात्रा के डेढ़ गुना से अधिक नहीं होनी चाहिए। जैसे-जैसे बैकप्रेशर बढ़ता है, स्क्रू को ठीक होने का समय... ↩
-
समझें कि बैक प्रेशर समायोजन प्लास्टिक की चिपचिपाहट नियंत्रण को कैसे प्रभावित करता है। उच्च बैकप्रेशर के उपयोग से सामग्री के पिघलने और रंग फैलाव में सुधार किया जा सकता है, लेकिन यह इंजेक्शन पर तनाव भी बढ़ाता है ... ↩
-
जानें कि कैसे मोल्ड प्रवाह विश्लेषण बैक प्रेशर को अनुकूलित करने में सहायता करता है।: मोल्ड प्रवाह विश्लेषण की पूर्वानुमानित प्रक्रिया डिजाइन समस्याओं को उजागर कर सकती है, संसाधनों को बचा सकती है, प्रीमेप्टिव सुधार प्रदान कर सकती है, और समग्र गति बढ़ा सकती है ... ↩
-
इंजेक्शन मोल्डिंग प्रक्रियाओं की समझ बढ़ाने वाले प्रशिक्षण कार्यक्रमों का पता लगाएं: अमेरिकन इंजेक्शन मोल्डिंग (एआईएम) संस्थान प्लास्टिक इंजेक्शन मोल्डिंग उद्योग के लिए शिक्षा और प्रशिक्षण में विश्व में अग्रणी है। ↩




