

प्लास्टिक इंजेक्शन मोल्डिंग की जटिल दुनिया में, हर विवरण मायने रखता है - खासकर जब दक्षता और गुणवत्ता की बात आती है। आइए भरने और पकड़ने के चरणों में महारत हासिल करने की कला में गोता लगाएँ, जहाँ सटीकता से सारा फर्क पड़ता है।
प्लास्टिक इंजेक्शन मोल्डिंग में भरने और धारण के चरणों को अनुकूलित करने के लिए, उत्पाद विनिर्देशों और सामग्री विशेषताओं के अनुसार इंजेक्शन की गति, दबाव और तापमान को समायोजित करें। ये समायोजन पिघले प्रवाह और शीतलन को नियंत्रित करने, दोषों को कम करने और उत्पाद की गुणवत्ता में सुधार करने में मदद करते हैं।
लेकिन वहाँ मत रुको! आइए प्रत्येक पैरामीटर के गहरे निहितार्थों का पता लगाएं और उन रणनीतियों को उजागर करें जो वास्तव में आपकी मोल्डिंग प्रक्रिया को बदल देंगी।
इंजेक्शन की गति मोल्डिंग में सतह की गुणवत्ता को प्रभावित करती है।सत्य
इंजेक्शन की गति को समायोजित करने से पिघले प्रवाह पर प्रभाव पड़ता है, जिससे सतह की फिनिश प्रभावित होती है।
मोल्डिंग गुणवत्ता में इंजेक्शन की गति क्या भूमिका निभाती है?
प्लास्टिक मोल्डेड उत्पादों की गुणवत्ता निर्धारित करने में इंजेक्शन की गति एक महत्वपूर्ण कारक है। इस पैरामीटर में समायोजन उत्पाद की सतह फिनिश, आयामी स्थिरता और संरचनात्मक अखंडता को महत्वपूर्ण रूप से प्रभावित कर सकता है।
इंजेक्शन की गति इस बात को प्रभावित करती है कि प्लास्टिक पिघलकर मोल्ड गुहा में कैसे प्रवाहित होता है, जिससे सतह की गुणवत्ता और आंतरिक तनाव पर असर पड़ता है। तेज़ गति से जलने के निशान जैसे दोष हो सकते हैं, जबकि धीमी गति से अधूरा भराव हो सकता है। उत्पाद विनिर्देशों के अनुसार गति को संतुलित करने से इष्टतम मोल्डिंग गुणवत्ता सुनिश्चित होती है।
इंजेक्शन गति गतिशीलता को समझना
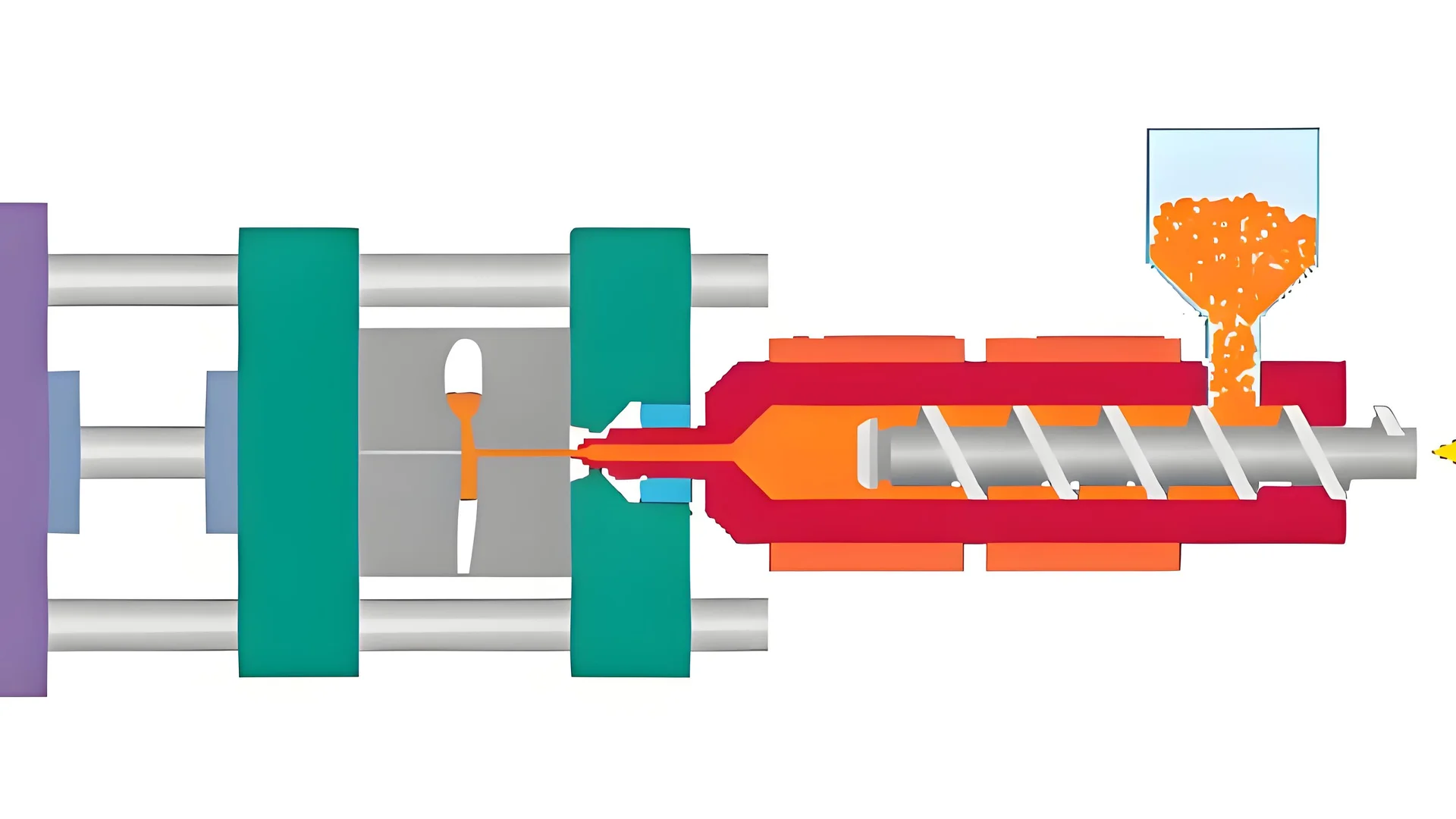
प्लास्टिक इंजेक्शन मोल्डिंग में, इंजेक्शन की गति यह तय करती है कि पिघला हुआ प्लास्टिक कितनी तेजी से मोल्ड गुहा में धकेला जाता है। यह प्रक्रिया महत्वपूर्ण है क्योंकि यह निर्धारित करती है कि सामग्री कितनी अच्छी तरह गुहा को भरती है और मोल्ड की जटिलताओं का पालन करती है।
-
तेज़ इंजेक्शन गति : जब इंजेक्शन की गति बहुत तेज़ होती है, तो यह पिघलने का छिड़काव और जलने जैसी घटनाएँ पैदा कर सकता है। पिघले हुए छिड़काव से सामग्री का असमान वितरण होता है, जिसके परिणामस्वरूप अक्सर कॉस्मेटिक दोष या कमजोर संरचनात्मक क्षेत्र होते हैं। दूसरी ओर, उच्च गति पतली दीवार वाले उत्पादों के लिए फायदेमंद हो सकती है, जिससे यह सुनिश्चित होता है कि ठंडा होने से पहले पिघलने से गुहा जल्दी भर जाती है।
-
धीमी इंजेक्शन गति : इसके विपरीत, यदि इंजेक्शन की गति बहुत धीमी है, तो शॉर्ट शॉट जैसे मुद्दे - जहां मोल्ड पूरी तरह से नहीं भरता है - और प्रवाह के निशान उत्पन्न हो सकते हैं। ये दोष अंतिम उत्पाद के सौंदर्य और कार्यात्मक दोनों पहलुओं से समझौता करते हैं।
| इंजेक्शन की गति | लाभ | नुकसान |
|---|---|---|
| तेज़ | पतली दीवारों के लिए त्वरित भराव | जलने के निशान, पिघलने का छिड़काव |
| धीमा | जटिल आकृतियों के लिए नियंत्रित भरण | लघु शॉट, प्रवाह चिह्न |
अनुप्रयोग-आधारित गति समायोजन
इंजेक्शन की गति को समायोजित करना उत्पाद के डिज़ाइन और सामग्री गुणों के साथ निकटता से जुड़ा होना चाहिए:
-
पतली दीवार वाले उत्पाद : आमतौर पर उच्च इंजेक्शन गति को प्राथमिकता दी जाती है। यह दृष्टिकोण सुनिश्चित करता है कि पिघल तेजी से गुहा को भर देता है, जिससे ठंडा होने का समय कम हो जाता है जिससे पूर्ण भरने से पहले ठोसकरण हो सकता है।
-
मोटी दीवार वाले उत्पाद : कम गति अक्सर फायदेमंद होती है क्योंकि वे आंतरिक तनाव को कम करते हैं जो मोल्डिंग के बाद विकृति या दरार का कारण बन सकते हैं। भराव की दर को नियंत्रित करके, निर्माता दीवार की मोटाई और घनत्व में एकरूपता बनाए रख सकते हैं।
उत्पाद की गुणवत्ता पर प्रभाव
इंजेक्शन की गति को उचित रूप से समायोजित करने से न केवल सतह के सौंदर्यशास्त्र पर असर पड़ता है, बल्कि संरचनात्मक अखंडता को बनाए रखने में भी महत्वपूर्ण भूमिका निभाती है। उदाहरण के लिए, एक अच्छी तरह से कैलिब्रेटेड गति सेटिंग अत्यधिक आंतरिक तनाव को रोकती है जिससे मोल्ड क्षति 1 , उत्पाद फ्लैश, या उपयोग के दौरान विफलता भी हो सकती है।
इसके अलावा, सही गति चुनने से चक्र समय और उत्पाद की गुणवत्ता 2 के , जो अंततः उत्पादन दक्षता और लागत-प्रभावशीलता को प्रभावित करती है।
निष्कर्ष
जबकि इंजेक्शन मोल्डिंग में इंजेक्शन की गति कई मापदंडों में से एक है, इसकी भूमिका निर्विवाद रूप से महत्वपूर्ण है। यह समझकर कि यह तापमान और दबाव जैसे अन्य कारकों के साथ कैसे संपर्क करता है, निर्माता बेहतर उत्पाद गुणवत्ता के लिए अपनी प्रक्रियाओं को बेहतर ढंग से अनुकूलित कर सकते हैं।
तेज इंजेक्शन गति से जलने के निशान हो सकते हैं।सत्य
तेज़ गति घर्षण और तापमान बढ़ाती है, जिससे जलने के निशान पड़ जाते हैं।
धीमी इंजेक्शन गति सभी दोषों को समाप्त कर देती है।असत्य
धीमी गति शॉर्ट शॉट और फ्लो मार्क्स जैसे दोष पैदा कर सकती है।
विभिन्न प्लास्टिक के लिए इंजेक्शन दबाव को कैसे अनुकूलित किया जा सकता है?
मोल्डिंग गुणवत्ता में इंजेक्शन दबाव महत्वपूर्ण है, फिर भी प्लास्टिक के प्रकार के साथ भिन्न होता है। इसे सही ढंग से तैयार करने से दक्षता और उत्पाद अखंडता दोनों में वृद्धि होती है।
इंजेक्शन दबाव को अनुकूलित करने में प्लास्टिक की तरलता, उत्पाद डिजाइन और दीवार की मोटाई के आधार पर इसे समायोजित करना शामिल है। उचित अंशांकन दोषों को कम करता है और मोल्ड भरने की दक्षता को अधिकतम करता है।
इंजेक्शन दबाव की भूमिका को समझना
इंजेक्शन दबाव एक महत्वपूर्ण पैरामीटर है जो मोल्ड कैविटी में पिघले हुए प्लास्टिक के प्रवाह को प्रभावित करता है। इस दबाव को अनुकूलित करके, निर्माता फ्लैशिंग या शॉर्ट शॉट्स जैसे संभावित दोषों को कम करते हुए जटिल ज्यामिति की कुशल फिलिंग सुनिश्चित कर सकते हैं। आदर्श इंजेक्शन दबाव उपयोग किए गए प्लास्टिक के प्रकार, उत्पाद के आयाम और दीवार की मोटाई सहित विभिन्न कारकों द्वारा निर्धारित किया जाता है।
इंजेक्शन दबाव को प्रभावित करने वाले कारक
1. प्लास्टिक तरलता
- खराब तरलता वाले प्लास्टिक: इन्हें पूर्ण मोल्ड भरने को सुनिश्चित करने के लिए उच्च इंजेक्शन दबाव की आवश्यकता होती है। उदाहरण के लिए, पॉलीकार्बोनेट (पीसी) में उच्च चिपचिपाहट होती है और अक्सर दबाव बढ़ाने की आवश्यकता होती है।
- अच्छी तरलता वाले प्लास्टिक: कम दबाव पर्याप्त हो सकता है, जिससे मोल्ड क्षति या अत्यधिक चमकने का जोखिम कम हो जाता है। पॉलीप्रोपाइलीन (पीपी), जो अपने उत्कृष्ट प्रवाह गुणों के लिए जाना जाता है, इसका उदाहरण है।
2. उत्पाद डिज़ाइन संबंधी विचार
- जटिल ज्यामिति: उच्च दबाव जटिल डिजाइनों को भरने में मदद करते हैं। यह विस्तृत विशेषताओं या पतली दीवारों वाले उत्पादों के लिए महत्वपूर्ण है जहां ठोसकरण को रोकने के लिए तेजी से गुहा भरना आवश्यक है।
- सरल डिज़ाइन: ये कम दबाव सेटिंग्स की अनुमति दे सकते हैं, जो ऊर्जा बचाता है और मोल्ड जीवन को बढ़ाता है।
| प्लास्टिक प्रकार | अनुशंसित दबाव सीमा (एमपीए) |
|---|---|
| पॉलीकार्बोनेट | 80-150 |
| polypropylene | 40-90 |
अन्य मापदंडों के साथ दबाव को संतुलित करना
इंजेक्शन गति: उच्च इंजेक्शन गति कुछ परिदृश्यों में कम दबाव की भरपाई कर सकती है, विशेष रूप से पतली दीवार वाले हिस्सों के लिए जहां तेजी से भरने का समय समय से पहले ठंडा होने से रोकता है।
बैरल तापमान: उचित तापमान निर्धारित करने से तरलता बढ़ सकती है, जिससे संभावित रूप से ऊंचे दबाव की आवश्यकता कम हो सकती है। उदाहरण के लिए, क्रिस्टलीय प्लास्टिक को प्रभावी ढंग से चिपचिपाहट कम करने के लिए उच्च तापमान की आवश्यकता हो सकती है।
व्यावहारिक अनुप्रयोगों
- ऑटोमोटिव पार्ट्स में केस स्टडी: ऑटोमोटिव घटक निर्माण में, सामग्री की विशेषताओं और भाग के कार्य (उदाहरण के लिए, डैशबोर्ड बनाम आंतरिक ब्रैकेट) के अनुसार इंजेक्शन दबाव को समायोजित करने से उत्पादन दक्षता और भाग की गुणवत्ता में काफी वृद्धि हो सकती है।
इन चरों को समझकर, निर्माता विभिन्न मोल्डिंग परिदृश्यों में इष्टतम परिणाम प्राप्त करने के लिए रणनीतिक रूप से 3 यह अनुकूली दृष्टिकोण अपशिष्ट को कम करके और उपकरण के जीवनकाल को बढ़ाकर न केवल गुणवत्ता बल्कि लागत-दक्षता भी सुनिश्चित करता है।
पॉलीकार्बोनेट को पॉलीप्रोपाइलीन की तुलना में अधिक इंजेक्शन दबाव की आवश्यकता होती है।सत्य
पॉलीकार्बोनेट में अधिक चिपचिपाहट होती है, जिससे मोल्ड भरने के लिए अधिक दबाव की आवश्यकता होती है।
सरल उत्पाद डिज़ाइन के लिए उच्च इंजेक्शन दबाव की आवश्यकता होती है।असत्य
सरल डिज़ाइनों को अक्सर कम दबाव, ऊर्जा संरक्षण और मोल्ड जीवन की आवश्यकता होती है।
इंजेक्शन मोल्डिंग में तापमान नियंत्रण महत्वपूर्ण क्यों है?
तापमान नियंत्रण में सटीकता इंजेक्शन मोल्डेड उत्पादों की गुणवत्ता को बना या बिगाड़ सकती है। यहाँ बताया गया है कि यह क्यों मायने रखता है।
इंजेक्शन मोल्डिंग में तापमान नियंत्रण उचित पिघल प्रवाह सुनिश्चित करता है, विकृति जैसे दोषों को रोकता है, और समग्र उत्पाद की गुणवत्ता को बढ़ाता है। सामग्री गुणों और उत्पाद डिजाइन के आधार पर बैरल, मोल्ड और शीतलन तापमान को समायोजित करना लगातार, उच्च गुणवत्ता वाले उत्पादन के लिए महत्वपूर्ण है।

बैरल तापमान की भूमिका
बैरल तापमान प्लास्टिक पिघलने की तरलता पर गहरा प्रभाव डालता है। इस पैरामीटर को समायोजित करके, निर्माता पिघली हुई चिपचिपाहट को नियंत्रित कर सकते हैं और यह सुनिश्चित कर सकते हैं कि यह मोल्ड गुहा को प्रभावी ढंग से भर दे। उदाहरण के लिए, पर्याप्त प्रवाह प्राप्त करने के लिए क्रिस्टलीय प्लास्टिक को आम तौर पर अनाकार प्रकार की तुलना में उच्च बैरल तापमान की आवश्यकता होती है।
सटीक रूप से प्रबंधित बैरल तापमान 4 प्लास्टिक की तरलता बनाए रखते हुए उसके अपघटन को रोकता है। अत्यधिक तापमान से सामग्री ख़राब हो सकती है, जिससे अंतिम उत्पाद की मजबूती और दिखावट प्रभावित हो सकती है। दूसरी ओर, बहुत कम तापमान अपूर्ण भराई का कारण बन सकता है, जिसके परिणामस्वरूप शॉर्ट शॉट्स हो सकते हैं।
मोल्ड तापमान का अनुकूलन
मोल्ड तापमान सीधे उत्पाद की शीतलन दर को प्रभावित करता है, जो इसकी संरचनात्मक अखंडता और सतह फिनिश के लिए महत्वपूर्ण है। उच्च मोल्ड तापमान 5 सतह की गुणवत्ता को बढ़ा सकता है और आंतरिक तनाव को कम कर सकता है लेकिन डिमोल्डिंग प्रक्रियाओं को जटिल बना सकता है। हालाँकि, कम तापमान, चक्र के समय को तेज़ कर सकता है, लेकिन सतह की ख़राब फिनिश और अवशिष्ट तनाव को बढ़ा सकता है।
क्रिस्टलीय प्लास्टिक के लिए, उत्पाद में वांछित क्रिस्टलीयता प्राप्त करने के लिए उच्च मोल्ड तापमान बनाए रखना आवश्यक है। इसके विपरीत, अवांछित तनाव को रोकने के लिए अनाकार प्लास्टिक को कम मोल्ड तापमान से लाभ होता है।
शीतलन समय संबंधी विचार
शीतलन चरण प्लास्टिक भाग के आकार को ठोस बनाता है। नियंत्रित शीतलन विकृति और सिकुड़न को रोकता है, जिससे उत्पाद के आयामों में विसंगतियां हो सकती हैं। दीवार की मोटाई और भाग के आकार के अनुसार शीतलन समय 6 समायोजित करना
मोटी दीवार वाले उत्पादों को पूरे हिस्से में एक समान शीतलन सुनिश्चित करने के लिए आमतौर पर लंबे शीतलन समय की आवश्यकता होती है। पतली दीवार वाले उत्पादों के लिए, कम शीतलन समय पर्याप्त है, लेकिन विरूपण से बचने के लिए सावधानी बरतनी चाहिए।
दबाव और समय के साथ तापमान को संतुलित करना
तापमान समायोजन भरने और धारण करने के दोनों चरणों में दबाव और समय सेटिंग्स के साथ निकटता से जुड़ा हुआ है। इष्टतम परिणामों के लिए, सभी तीन मापदंडों को विशिष्ट सामग्री और उत्पाद डिजाइन आवश्यकताओं के आधार पर सुसंगत बनाया जाना चाहिए। यह समग्र दृष्टिकोण सुनिश्चित करता है कि ढाले गए हिस्से लगातार गुणवत्ता मानकों को पूरा करते हैं।
संक्षेप में, इंजेक्शन मोल्डिंग के भीतर सावधानीपूर्वक तापमान नियंत्रण न केवल उत्पाद की गुणवत्ता को बढ़ाता है बल्कि दोषों को कम करके और उत्पादन बैचों में स्थिरता सुनिश्चित करके विनिर्माण दक्षता को भी अनुकूलित करता है।
बैरल तापमान इंजेक्शन मोल्डिंग में पिघली हुई चिपचिपाहट को प्रभावित करता है।सत्य
बैरल तापमान को समायोजित करने से प्लास्टिक की तरलता नियंत्रित होती है, जिससे मोल्ड भरना सुनिश्चित होता है।
कम मोल्ड तापमान चक्र के समय को कम करता है लेकिन तनाव बढ़ाता है।सत्य
कम तापमान से चक्र तेज हो जाता है लेकिन सतह की फिनिश खराब हो सकती है।
होल्डिंग स्टेज में आम चुनौतियाँ क्या हैं?
प्लास्टिक इंजेक्शन मोल्डिंग में होल्डिंग चरण को नेविगेट करना अलग-अलग चुनौतियाँ प्रस्तुत करता है जो उत्पाद की गुणवत्ता और विनिर्माण दक्षता को प्रभावित कर सकता है।
प्लास्टिक इंजेक्शन मोल्डिंग के धारण चरण में आम चुनौतियों में अत्यधिक आंतरिक तनाव, सिकुड़न के निशान और डिमोल्डिंग में कठिनाई शामिल है। ये मुद्दे गलत होल्डिंग दबाव, समय और मोल्ड तापमान सेटिंग्स से उत्पन्न होते हैं, जिन्हें इष्टतम परिणाम सुनिश्चित करने के लिए उत्पाद विशेषताओं के आधार पर सटीक समायोजन की आवश्यकता होती है।

दबाव बनाए रखने की भूमिका को समझना
दबाव बनाए रखना महत्वपूर्ण है क्योंकि यह भरने के बाद गुहा में अतिरिक्त प्लास्टिक पिघल को इंजेक्ट करके शीतलन संकोचन की भरपाई करता है। यदि बहुत अधिक सेट किया जाता है, तो इससे अत्यधिक आंतरिक तनाव हो सकता है और डिमोल्डिंग कठिन हो सकती है। इसके विपरीत, बहुत कम दबाव के परिणामस्वरूप सिकुड़न के निशान और आकार में अस्थिरता हो सकती है।
इन चुनौतियों से निपटने के लिए, उत्पाद के आकार, आकार और दीवार की मोटाई पर विचार करना महत्वपूर्ण है। बड़े या मोटे उत्पादों को आमतौर पर अधिक होल्डिंग दबाव की आवश्यकता होती है, जबकि छोटे या पतले उत्पादों को कम दबाव से लाभ होता है। होल्डिंग दबाव 7 को प्रभावी ढंग से समायोजित करने से उत्पाद की गुणवत्ता पर महत्वपूर्ण प्रभाव पड़ सकता है।
समय धारण करने का महत्व
होल्डिंग टाइम से तात्पर्य उस अवधि से है, जब प्लास्टिक पिघले हुए दबाव में बना रहता है। अत्यधिक विस्तारित होल्डिंग समय अत्यधिक तनाव ला सकता है और उत्पादन चक्र को लंबा कर सकता है, जबकि छोटी अवधि के कारण अस्थिर आकार और सिकुड़न हो सकती है।
इष्टतम होल्डिंग समय उत्पाद आयामों के आधार पर भिन्न होता है; बड़ी या मोटी वस्तुओं को लंबी अवधि की आवश्यकता होती है। वांछित परिणाम प्राप्त करने के लिए होल्डिंग समय को उचित रूप से समझना और समायोजित करना महत्वपूर्ण है।
| उत्पाद का प्रकार | सुझाया गया होल्डिंग समय |
|---|---|
| बड़ी/मोटी दीवारें | लंबे समय तक |
| छोटी/पतली दीवारें | छोटा |
मोल्ड तापमान: एक संतुलन अधिनियम
उत्पाद की गुणवत्ता निर्धारित करने में मोल्ड तापमान महत्वपूर्ण भूमिका निभाता है। उच्च तापमान डिमोल्डिंग को जटिल बना सकता है और विरूपण का कारण बन सकता है, जबकि कम तापमान से सतह की गुणवत्ता खराब हो सकती है और आंतरिक तनाव बढ़ सकता है।
मोल्ड तापमान को समायोजित करने के लिए प्लास्टिक के प्रकार, उत्पाद के आकार और आकार पर विचार करना आवश्यक है। क्रिस्टलीय प्लास्टिक के लिए, उच्च तापमान आम तौर पर बेहतर होता है; अनाकार प्लास्टिक के लिए, तापमान कम करने की सलाह दी जाती है। मोल्ड तापमान 8 को आवश्यक है।
इन कारकों की गंभीरता से जांच करके, निर्माता सामान्य होल्डिंग चरण की चुनौतियों को कम कर सकते हैं, जिससे बेहतर दक्षता और बेहतर उत्पाद परिणाम प्राप्त हो सकते हैं।
अधिक होल्डिंग दबाव अत्यधिक तनाव का कारण बनता है।सत्य
उच्च होल्डिंग दबाव से आंतरिक तनाव बढ़ जाता है, जिससे डिमोल्डिंग जटिल हो जाती है।
कम मोल्ड तापमान सतह की गुणवत्ता में सुधार करता है।असत्य
कम मोल्ड तापमान से सतह की गुणवत्ता खराब हो सकती है।
निष्कर्ष
प्लास्टिक इंजेक्शन मोल्डिंग में गुणवत्ता और दक्षता बढ़ाने के लिए आपके इंजेक्शन की गति, दबाव और तापमान को अनुकूलित करना महत्वपूर्ण है। इन जानकारियों को हृदयंगम करें, प्रयोग करें और अपने उत्पादन में सुधार देखें!
-
सही गति सेटिंग्स के माध्यम से मोल्ड क्षति से बचने के बारे में जानें: आम तौर पर, एक ही इंजेक्शन गति पर, उच्च इंजेक्शन दबाव प्लास्टिक की प्रवाह क्षमता में सुधार करता है, आयामी सटीकता को बढ़ाता है… ↩
-
गुणवत्ता बनाए रखते हुए चक्र समय को अनुकूलित करने के लिए रणनीतियों का अन्वेषण करें: उच्च गुणवत्ता, दोष-मुक्त मोल्ड प्राप्त करने के लिए इंजेक्शन की गति, दबाव और शीतलन समय के बीच उचित संतुलन बनाए रखना महत्वपूर्ण है… ↩
-
कुशल इंजेक्शन दबाव अनुकूलन के लिए उन्नत तकनीक सीखें।: इंजेक्शन मोल्डिंग प्रक्रिया अनुकूलन के चरण · 1. उपकरण कार्यक्षमता परीक्षण · 2. शॉर्ट शॉट परीक्षण · 3. गेट सील अध्ययन · 4. नमूना भागों का मूल्यांकन/डेटा ... ↩
-
जानें कि सटीक बैरल तापमान पिघल की चिपचिपाहट और उत्पाद की गुणवत्ता को कैसे प्रभावित करता है।: यहां इंजेक्शन मोल्डिंग मशीन पर चार बुनियादी बैरल जोन दिखाए गए हैं जिन्हें नोजल बॉडी और टिप के साथ ठीक से स्थापित किया जाना चाहिए। ↩
-
पता लगाएं कि मोल्ड तापमान सतह खत्म और तनाव के स्तर को कैसे प्रभावित करता है।: एबीएस और पॉली कार्बोनेट जैसे अनाकार पॉलिमर में, उच्च मोल्ड तापमान मोल्ड-इन तनाव के निम्न स्तर का उत्पादन करता है और परिणामस्वरूप बेहतर होता है ... ↩
-
उत्पाद की स्थिरता को बढ़ाने के लिए कूलिंग समय को समायोजित करने के लिए रणनीतियों का अन्वेषण करें: इंजेक्शन मोल्डिंग चक्र समय या कूलिंग समय इंजेक्शन मोल्डिंग प्रक्रिया में दक्षता में सुधार और बनाए रखने के प्रमुख कारकों में से एक है। ↩
-
मोल्डिंग में इष्टतम होल्डिंग दबाव स्थापित करने के लिए रणनीतियों की खोज करें: दबाव और गति आमतौर पर शीर्ष इंजेक्शन दबाव और गति का 50% - 65% होती है। कहने का तात्पर्य यह है कि होल्डिंग दबाव लगभग है। 0.6 – 0.8… ↩
-
जानें कि गुणवत्ता के लिए सटीक मोल्ड तापमान नियंत्रण क्यों महत्वपूर्ण है: स्थिर मोल्ड तापमान मोल्डिंग संकोचन में उतार-चढ़ाव को कम करता है, आयामी स्थिरता में सुधार करता है। क्रिस्टलीय प्लास्टिक के लिए, उच्च मोल्ड… ↩





