क्या आपने कभी सोचा है कि वे मजबूत पीवीसी पाइप या मेडिकल ट्यूब कैसे बनाए जाते हैं?
पीवीसी इंजेक्शन मोल्डिंग में पॉलीविनाइल क्लोराइड (पीवीसी) को पिघलाकर गर्म किया जाता है और फिर उसे सांचे में डालकर मनचाहे आकार दिए जाते हैं। यह प्रक्रिया सटीक होती है, जिससे निर्माण और चिकित्सा जैसे विभिन्न उद्योगों में उपयोग होने वाले एकसमान घटकों का बड़े पैमाने पर उत्पादन संभव हो पाता है।.
हालांकि, इसके पीछे और भी बहुत कुछ छिपा है। जानिए कैसे विभिन्न चरण, सामग्री के चयन से लेकर तापमान नियंत्रण तक, उच्च गुणवत्ता वाले पीवीसी उत्पादों के निर्माण में आपस में घनिष्ठ रूप से जुड़े होते हैं।.
पीवीसी 200 डिग्री सेल्सियस से अधिक तापमान पर विघटित हो जाता है।.सत्य
पीवीसी 200 डिग्री सेल्सियस से अधिक तापमान पर टूटना शुरू हो जाता है, जिससे हानिकारक गैसें निकलती हैं।.
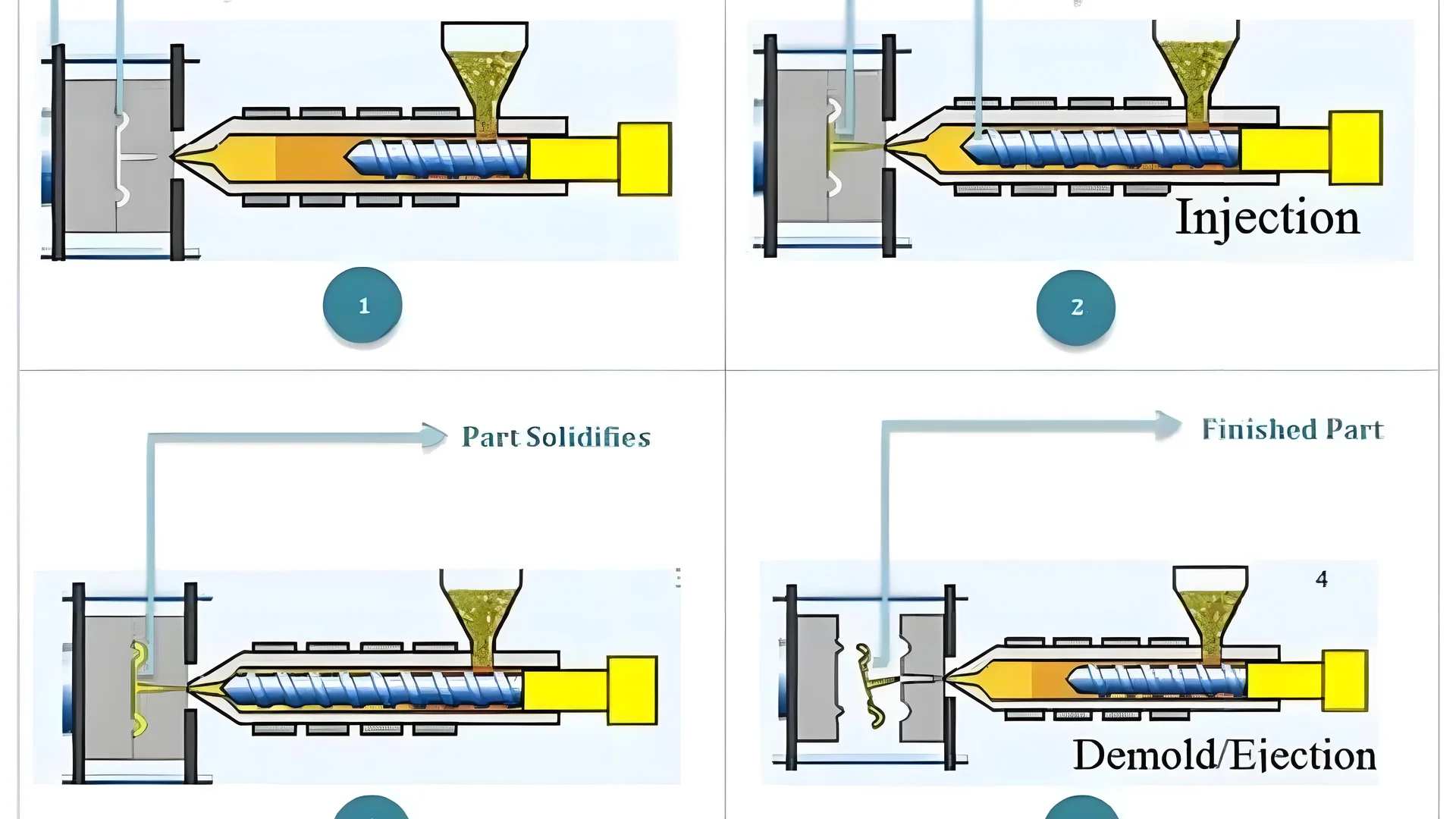
पीवीसी इंजेक्शन मोल्डिंग प्रक्रिया के प्रमुख चरण क्या हैं?
पीवीसी इंजेक्शन मोल्डिंग मजबूत और लचीली प्लास्टिक वस्तुओं को आकार देने की एक महत्वपूर्ण विधि है।.
पीवीसी इंजेक्शन मोल्डिंग के प्रमुख चरणों में सामग्री की तैयारी, पिघलाना, इंजेक्शन लगाना, ठंडा करना और निष्कासन शामिल हैं। उच्च गुणवत्ता वाले घटकों के उत्पादन के लिए प्रत्येक चरण को सटीक रूप से नियंत्रित करना आवश्यक है।.
सामग्री की तैयारी
पीवीसी इंजेक्शन मोल्डिंग में, उपयुक्त पीवीसी सामग्री का अत्यंत महत्वपूर्ण है। उपयोग के आधार पर, आप रिजिड पीवीसी ( यूपीसीसी ), क्लोरिनेटेड पीवीसी ( सीपीवीसी ) या सॉफ्ट पीवीसी में से चयन कर सकते हैं। सामग्री को शुष्क वातावरण में संग्रहित किया जाना चाहिए और नमी की मात्रा को 0.1% से कम करने के लिए इसे 60-80°C पर 2-4 घंटे तक सुखाया जाना चाहिए।
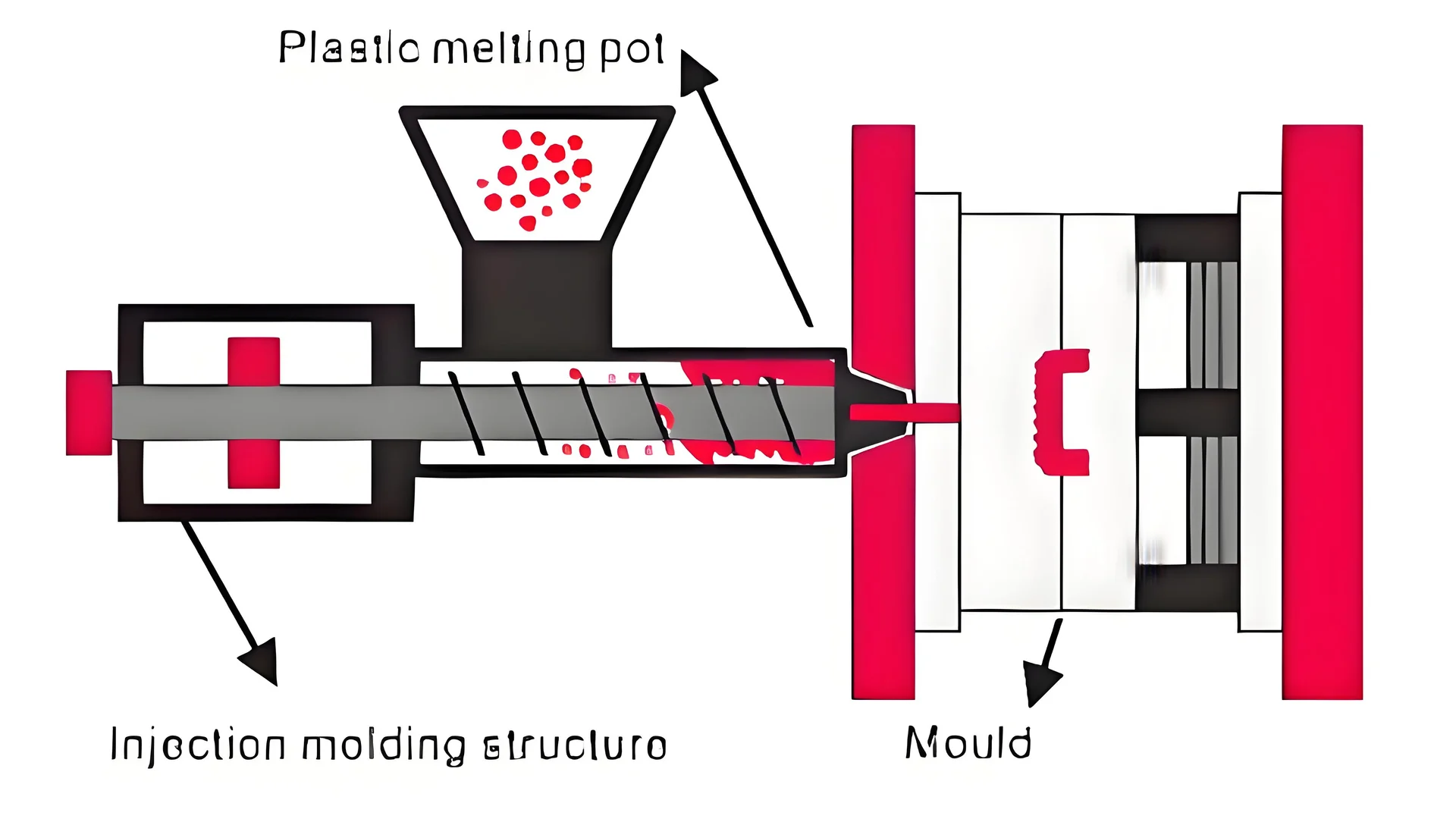
पिघलना और इंजेक्शन
प्रसंस्करण से पहले, पीवीसी पाउडर को पहले से गर्म करें ताकि प्लास्टिकीकरण प्रक्रिया बेहतर हो और हवा के बुलबुले न बनें। पिघलाने की प्रक्रिया में पीवीसी को 160-190°C तक गर्म किया जाता है। पीवीसी की प्रसंस्करण सीमा सीमित होने और 200°C से ऊपर तापमान पर विघटित होने की प्रवृत्ति के कारण तापमान को बारीकी से नियंत्रित करना अत्यंत महत्वपूर्ण है।.
बड़े व्यास वाले नोजल के साथ स्क्रू-टाइप इंजेक्शन मशीन का उपयोग करने से स्थिर सामग्री की मात्रा कम हो जाती है। विघटित पीवीसी से होने वाले जंग को रोकने के लिए स्टेनलेस स्टील के स्क्रू को प्राथमिकता दी जाती है।.
शीतलक
उत्पाद की गुणवत्ता और दिखावट सुनिश्चित करने में शीतलन एक महत्वपूर्ण चरण है। सांचे को कुशलतापूर्वक ठंडा किया जाना चाहिए, जिससे तापमान 30-60°C के बीच बना रहे। सांचे के डिजाइन में बड़े प्रवेश द्वार होने चाहिए ताकि उचित प्रवाह और शीतलन सुनिश्चित हो सके।.
बेदख़ल
मोल्ड में पीवीसी के जम जाने के बाद, घटक को बाहर निकाल लिया जाता है। उत्पाद को नुकसान से बचाने के लिए मोल्ड डिजाइन पर विशेष ध्यान देना आवश्यक है। स्टेनलेस स्टील जैसी टिकाऊ सामग्री का उपयोग इस चरण के दौरान टूट-फूट को कम कर सकता है।.
पीवीसी इंजेक्शन मोल्डिंग प्रक्रिया 2 के प्रत्येक चरण को सावधानीपूर्वक प्रबंधित किया जाना चाहिए। इष्टतम तापमान नियंत्रण सुनिश्चित करना, उपयुक्त सामग्री का चयन करना और सटीक रूप से मोल्ड डिजाइन करना, ये सभी श्रेष्ठ पीवीसी उत्पादों के उत्पादन के लिए आवश्यक हैं।
इंजेक्शन मोल्डिंग के लिए पीवीसी को 200°C से अधिक तापमान पर गर्म करना आवश्यक है।.असत्य
पीवीसी 200 डिग्री सेल्सियस से ऊपर तापमान पर टूट जाता है, इसलिए इसे 160-190 डिग्री सेल्सियस तक गर्म किया जाता है।.
शीतलन प्रक्रिया पीवीसी उत्पाद की दिखावट को प्रभावित करती है।.सत्य
सही शीतलन से उत्पाद की गुणवत्ता और दिखावट बनी रहती है।.
पीवीसी इंजेक्शन मोल्डिंग पर सामग्री के गुणधर्मों का क्या प्रभाव पड़ता है?
पीवीसी इंजेक्शन शेपिंग की सफलता और गुणवत्ता पर सामग्री के गुणों का बहुत प्रभाव पड़ता है।.
पीवीसी इंजेक्शन मोल्डिंग में तापीय स्थिरता, संक्षारण प्रतिरोध और यांत्रिक शक्ति जैसे पदार्थ गुणधर्म महत्वपूर्ण होते हैं। ये गुणधर्म मोल्ड के चयन, तापमान निर्धारण और अंतिम उत्पाद की समग्र टिकाऊपन को प्रभावित करते हैं। उत्पादन को अनुकूलित करने और उच्च गुणवत्ता वाले परिणाम सुनिश्चित करने के लिए इन कारकों को समझना आवश्यक है।.

पीवीसी के प्रकारों को समझना
पॉलीविनाइल क्लोराइड (PVC) को मुख्य रूप से तीन प्रकारों में बांटा जा सकता है: हार्ड PVC ( UPVC ), क्लोरिनेटेड PVC ( CPVC ) और सॉफ्ट PVC। प्रत्येक प्रकार की अपनी विशेष विशेषताएं होती हैं, जो अलग-अलग कार्यों के लिए उपयोगी होती हैं। उदाहरण के लिए, हार्ड PVC मजबूत होता है, इसलिए निर्माण कार्य में इसे प्राथमिकता दी जाती है। सॉफ्ट PVC आसानी से मुड़ जाता है, इसलिए यह ट्यूब जैसी चीजों के लिए उपयुक्त है।
इंजेक्शन मोल्डिंग के लिए महत्वपूर्ण सामग्री गुण
ऊष्मा स्थिरता
पीवीसी इंजेक्शन मोल्डिंग का एक महत्वपूर्ण पहलू यह है कि यह गर्मी को कैसे सहन करता है। पीवीसी अत्यधिक गर्मी पर टूट जाता है और हाइड्रोजन क्लोराइड जैसी गैसें छोड़ता है, जो धातुओं को नुकसान पहुंचाती हैं। तापमान को 160-190 डिग्री सेल्सियस के बीच रखना आवश्यक है। मशीनों में स्टेनलेस स्टील के पुर्जों का उपयोग इन गैसों से होने वाले नुकसान से बचने में सहायक होता है।.
संक्षारण प्रतिरोध
रासायनिक पदार्थों या पानी वाले स्थानों में पीवीसी आसानी से जंग नहीं खाता। इंजेक्शन मोल्डिंग के दौरान, पीवीसी के हानिकारक उप-उत्पादों को सहन करने वाले मोल्ड का उपयोग करना आवश्यक है। स्टेनलेस स्टील या एस136 क्वेंचिंग जैसी सामग्री मोल्ड को अधिक टिकाऊ बनाने के लिए उपयुक्त होती हैं।.
| संपत्ति | विवरण |
|---|---|
| ऊष्मा स्थिरता | 190 डिग्री सेल्सियस से ऊपर तापमान पर विघटित हो जाता है और हानिकारक गैसें छोड़ता है।. |
| संक्षारण प्रतिरोध | यह रसायनों के प्रति प्रतिरोधी है लेकिन इसके लिए मजबूत मोल्ड सामग्री की आवश्यकता होती है।. |
मजबूती और डिजाइन कारक
पीवीसी की मजबूती उसकी संरचना और उसमें मिलाए गए पदार्थों पर निर्भर करती है। फिलर्स या सॉफ्टनर इसकी मजबूती और लचीलेपन को बदल देते हैं, जिससे मोल्डिंग प्रक्रिया में बदलाव आता है। अधिक फिलर्स से मजबूती कम हो सकती है लेकिन लचीलापन बढ़ सकता है। ठोस संरचना बनाए रखने के लिए इन पदार्थों का सही संतुलन बनाए रखना महत्वपूर्ण है।.
मोल्ड प्लानिंग और मटेरियल सेटअप
पीवीसी इंजेक्शन मोल्डिंग की सफलता के लिए सही मोल्ड का चयन और सामग्री की तैयारी अत्यंत महत्वपूर्ण है। पीवीसी पाउडर को पहले से गर्म करने से मोल्डिंग में सुधार होता है और हवा के बुलबुले नहीं बनते, जिससे चिकनी सतह सुनिश्चित होती है। साथ ही, उत्पाद की सटीकता और दिखावट के लिए मोल्ड को 30-60 डिग्री सेल्सियस के तापमान पर अच्छी तरह ठंडा होना चाहिए।.
वास्तविक दुनिया के प्रभाव
इन गुणों का मोल्डिंग पर क्या प्रभाव पड़ता है, यह जानने से उत्पादकों को अपने कारखानों को बेहतर बनाने में मदद मिलती है। सही सामग्री का चयन करके और परिस्थितियों पर कड़ी नज़र रखकर, कंपनियां उद्योग के नियमों का पालन करते हुए उच्च गुणवत्ता वाले पीवीसी उत्पाद बनाती हैं।.
संक्षेप में, पीवीसी इंजेक्शन मोल्डिंग पर सामग्री के गुणों का प्रभाव किस प्रकार पड़ता है, इसे समझना भवन निर्माण, विद्युत और स्वास्थ्य जैसे क्षेत्रों में विश्वसनीय और टिकाऊ वस्तुओं के निर्माण के लिए महत्वपूर्ण है।.
पीवीसी इंजेक्शन मोल्डिंग के लिए थर्मल स्थिरता अत्यंत महत्वपूर्ण है।.सत्य
पीवीसी अत्यधिक तापमान पर टूट जाता है, जिससे मोल्डिंग की दक्षता कम हो जाती है।.
सॉफ्ट पीवीसी का उपयोग मुख्य रूप से निर्माण कार्यों में किया जाता है।.असत्य
अपनी मजबूती के कारण, लचीले पीवीसी के बजाय कठोर पीवीसी का उपयोग निर्माण कार्यों में किया जाता है।.
पीवीसी इंजेक्शन मोल्डिंग में आम चुनौतियाँ क्या हैं?
पीवीसी इंजेक्शन मोल्डिंग में विशेष कठिनाइयाँ होती हैं। इसमें सामग्री और प्रक्रिया कारकों का सटीक प्रबंधन आवश्यक होता है।.
पीवीसी इंजेक्शन मोल्डिंग में आने वाली आम चुनौतियों में सामग्री का विघटन, मोल्ड का क्षरण और सटीक तापमान नियंत्रण शामिल हैं। पीवीसी की सीमित प्रसंस्करण तापमान सीमा के कारण क्षरण से बचने के लिए कड़ी निगरानी आवश्यक है। मोल्ड सामग्री को पीवीसी के अम्लीय विघटन उत्पादों से होने वाले क्षरण का प्रतिरोध करना चाहिए, साथ ही घिसाव को सहन करने के लिए पर्याप्त कठोरता बनाए रखनी चाहिए।.
सामग्री का विवरण
पीवीसी इंजेक्शन मोल्डिंग 3 में एक बड़ी समस्या सामग्री का टूटना है। पीवीसी 140°C जितने कम तापमान पर ही टूटना शुरू हो जाता है, जिससे हाइड्रोजन क्लोराइड गैस निकलती है, जो मशीनरी और मोल्ड को नुकसान पहुंचा सकती है। इसे रोकने के लिए, इंजेक्शन के दौरान सामग्री का तापमान 160-190°C के बीच रखें।
निवारक उपाय:
- पीवीसी पाउडर को गर्म करके उसमें से नमी निकाल लें और प्लास्टिक के प्रभाव को बेहतर बनाएं।.
- जंग लगने की संभावना को कम करने के लिए स्टेनलेस स्टील के स्क्रू चुनें।.
- डेड स्पेस और फंसे हुए पदार्थ को काटने के लिए बड़े नोजल वाली स्क्रू-टाइप इंजेक्शन मशीन का उपयोग करें।.
फफूंद से होने वाली क्षति और टूट-फूट
पीवीसी के विघटन उत्पाद अम्लीय होते हैं और फफूंदों को नुकसान पहुंचा सकते हैं। संक्षारण से बचाव के लिए फफूंदों में स्टेनलेस स्टील जैसी सामग्री का उपयोग किया जाना चाहिए या नाइट्राइड सख्त परत चढ़ाई जानी चाहिए।.
सामग्री संबंधी सुझाव:
- 500,000 से अधिक चक्रों के लिए, 48-52 एचआरसी कठोरता तक उपचारित एस136 स्टील का चयन करें।.
- घिसावट से बचाव के लिए मोल्ड सामग्री एचआरसी30 से अधिक कठोर होनी चाहिए।.
ऊष्मा प्रबंधन
मोल्डेड पीवीसी पार्ट्स की गुणवत्ता में ऊष्मा महत्वपूर्ण भूमिका निभाती है। बुलबुले या खराब सतह जैसी समस्याओं को रोकने के लिए सीमित प्रसंस्करण तापमान पर सटीक नियंत्रण आवश्यक है।.
तापमान संबंधी नियम:
- मोल्ड का तापमान 30-60 डिग्री सेल्सियस के बीच रखें।.
- सामग्री के तापमान को 160-190 डिग्री सेल्सियस की सीमा के भीतर नियंत्रित करें ताकि टूटना रोका जा सके और अच्छा प्रवाह प्राप्त किया जा सके।.
प्रक्रिया विकाशन
उच्च गुणवत्ता प्राप्त करने के लिए, यह जानना अत्यंत महत्वपूर्ण है कि विभिन्न सामग्रियों के गुणधर्म मोल्डिंग प्रक्रिया को कैसे प्रभावित करते हैं। उदाहरण के लिए, प्लास्टिसाइज़र मिलाने से लचीलापन बढ़ता है लेकिन मजबूती कम हो जाती है। उपयोग के आधार पर इन गुणों का सही संतुलन खोजें।
| सामग्री तुलना: | संपत्ति | पीवीसी | polyethylene |
|---|---|---|---|
| संक्षारण प्रतिरोध | उच्च | मध्यम | कम |
| गर्मी सहनशीलता | मध्यम | उच्च | उच्च |
| मोड़ने की क्षमता | कम | उच्च | मध्यम |
समस्याओं को हल करने और उत्पादन परिणामों को बेहतर बनाने के लिए मोल्ड डिज़ाइन में बदलाव करने, सही सामग्री चुनने और गर्मी को नियंत्रित करने ।
इंजेक्शन मोल्डिंग के दौरान पीवीसी 140 डिग्री सेल्सियस पर विघटित हो जाता है।.सत्य
पीवीसी 140 डिग्री सेल्सियस जितने कम तापमान पर ही टूटना शुरू हो जाता है, जिससे हाइड्रोजन क्लोराइड गैस निकलती है।.
पीवीसी मोल्डिंग के लिए स्टेनलेस स्टील के सांचों की आवश्यकता नहीं होती है।.असत्य
पीवीसी के अम्लीय विघटन से उत्पन्न उप-उत्पादों से होने वाले नुकसान से बचाव के लिए स्टेनलेस स्टील का सुझाव दिया जाता है।.
तापमान नियंत्रण उत्पाद की गुणवत्ता को कैसे प्रभावित करता है?
पीवीसी इंजेक्शन मोल्डिंग में तापमान नियंत्रण अत्यंत महत्वपूर्ण है। यह उत्पाद की गुणवत्ता और एकरूपता को सीधे प्रभावित करता है।.
तापमान पर उचित नियंत्रण पीवीसी इंजेक्शन मोल्डिंग के दौरान सामग्री के सर्वोत्तम गुणों को सुनिश्चित करता है और दोषों को कम करता है। सटीक तापमान बनाए रखने से अपघटन, विकृति और उत्पाद के आकार में असमानता जैसी समस्याओं को रोकने में मदद मिलती है, जिससे तैयार उत्पादों की मजबूती और विश्वसनीयता सुनिश्चित होती है।.

पीवीसी मोल्डिंग में तापमान क्यों मायने रखता है?
पीवीसी इंजेक्शन मोल्डिंग में अच्छी गुणवत्ता वाले उत्पादों के लिए तापमान बहुत महत्वपूर्ण होता है। पीवीसी एक थर्मोप्लास्टिक है और मोल्डिंग के लिए इसे नरम बनाने हेतु सावधानीपूर्वक गर्म करना आवश्यक है। लेकिन अत्यधिक गर्मी से यह टूट सकता है और एचसीएल जैसी हानिकारक गैसें निकल सकती हैं, जो मोल्ड और उत्पाद दोनों को नुकसान पहुंचाती हैं।.
सही तापमान सीमा बनाए रखना महत्वपूर्ण है। सर्वोत्तम परिणामों के । इन स्तरों से अधिक तापमान उत्पाद की मजबूती और दिखावट को नुकसान पहुंचा सकता है।
तापमान में परिवर्तन और उनके प्रभाव
तापमान में बदलाव से मोल्डिंग में समस्याएँ आती हैं। यदि तापमान बहुत कम हो, तो पीवीसी ठीक से पिघल नहीं पाता, जिससे मोल्ड पूरी तरह से भर नहीं पाता। यदि तापमान बहुत अधिक हो, तो यह जल्दी टूट जाता है, जिससे मजबूती और दिखावट दोनों प्रभावित होती हैं।.
उच्च तापमान के कारण पीवीसी के सांचों से चिपकने का खतरा भी होता है, जिससे उत्पादन बाधित हो सकता है और सांचों की सफाई और मरम्मत के माध्यम से रखरखाव लागत बढ़ सकती है।.
तापमान को अच्छी तरह नियंत्रित करने के तरीके
- पहले से गर्म करना: पीवीसी पाउडर को पहले से गर्म करने से नमी दूर हो जाती है, जिससे हवा के बुलबुले और उत्पाद में अंतर से बचने में मदद मिलती है।
- नियमित निगरानी: स्थिर उत्पादन के लिए सामग्री और मोल्ड के तापमान पर नजर रखने के लिए आधुनिक जांच उपकरणों का उपयोग करें।
- सामग्री की देखभाल: पीवीसी को सही ढंग से संग्रहित और सुखाएं। नमी की मात्रा 0.1% से कम रखने के लिए इसे 60-80°C पर 2-4 घंटे तक सुखाएं।
- मोल्ड प्लानिंग: मोल्ड में तापमान के समान वितरण के लिए कूलिंग पाथ शामिल करें ताकि मोल्ड में विकृति या टेढ़ापन न आए।
अच्छे तापमान नियंत्रण के लाभ
तापमान को सही ढंग से नियंत्रित करने से उत्पादकों को ये लाभ मिलते हैं:
- अधिक मजबूत और लंबे समय तक चलने वाले पीवीसी उत्पाद।.
- विकृति या बुलबुले बनने का जोखिम कम।.
- बेहतर दिखावट और उत्पादन में एकरूपता।.
- उत्पादन चक्र में तेजी और अधिक दक्षता।.
तापमान को सही ढंग से नियंत्रित करने से न केवल खामियों को रोका जा सकता है, बल्कि इससे पीवीसी उत्पादों के प्रदर्शन और टिकाऊपन पर भी असर पड़ता है। सटीक तापमान नियंत्रण पर ध्यान केंद्रित करने वाले निर्माता बेहतर उत्पाद बनाते हैं, जो उद्योग की जरूरतों और ग्राहकों की अपेक्षाओं दोनों को पूरा करते हैं।.
उचित तापमान पीवीसी के अपघटन को रोकता है।.सत्य
सही तापमान बनाए रखने से अत्यधिक गर्मी को रोका जा सकता है, जिससे पीवीसी के टूटने की संभावना कम हो जाती है।.
मोल्ड का उच्च तापमान उत्पाद दोषों को कम करता है।.असत्य
मोल्ड का उच्च तापमान विकृति जैसी समस्याओं को कम करने के बजाय उन्हें बढ़ा सकता है।.
निष्कर्ष
पीवीसी इंजेक्शन मोल्डिंग सीखने से उत्पादन की गति और उत्पाद की गुणवत्ता में सुधार होता है। अपने क्षेत्र में नए विचार उत्पन्न करने के लिए सामग्री चयन और तापमान नियंत्रण के बारे में जानें।.
-
विभिन्न अनुप्रयोगों के लिए पीवीसी के विभिन्न प्रकारों के बारे में जानें: वैसे तो पीवीसी चार प्रकार का होता है: यूपीवीसी, पीवीसी, पीवीसी-ओ और पीवीसी-सी। इन प्रकारों की अपनी-अपनी खूबियाँ और कमियाँ हैं, इसलिए इनके गुणों को जानना ज़रूरी है… ↩
-
पीवीसी इंजेक्शन मोल्डिंग प्रक्रिया के प्रत्येक चरण को समझें: पीवीसी प्लास्टिक एक पेलेट या पाउडर के रूप में शुरू होता है। फिर पेलेट को पिघलाकर मोल्ड करने योग्य अवस्था में लाया जाता है। पीवीसी मोल्डिंग के लिए इष्टतम तापमान आमतौर पर 345°C होता है… ↩
-
इंजेक्शन मोल्डिंग के दौरान पीवीसी के अपघटन को रोकने के लिए प्रभावी रणनीतियों का अन्वेषण करें: इस समीक्षा में पीवीसी के विभिन्न रासायनिक पुनर्चक्रण विधियों, जैसे कि पायरोलिसिस, उत्प्रेरक डीक्लोरीनेशन और हाइड्रोथर्मल उपचार का सारांश प्रस्तुत किया गया है। ↩
-
जानिए कैसे पीवीसी के विभिन्न गुण इंजेक्शन मोल्डिंग प्रक्रिया को प्रभावित करते हैं: लचीले पीवीसी के गुणों में समय के साथ काफी कमी आ सकती है। कठोर पीवीसी में पराबैंगनी (यूवी) प्रकाश के प्रति प्रतिरोधक क्षमता की कमी होती है… ↩
-
गुणवत्तापूर्ण परिणामों के लिए सटीक तापमान प्रबंधन के महत्व को समझें: प्लास्टिक से इंजेक्शन मोल्डिंग द्वारा पुर्जे बनाते समय, मोल्ड का तापमान पुर्जों की गुणवत्ता और निर्माण चक्र के समय पर निर्णायक प्रभाव डालता है।. ↩
-
पीवीसी मोल्डिंग की दक्षता के लिए सर्वोत्तम तापमान सेटिंग्स जानें: मोल्ड तापमान: मोल्ड के लिए उपयुक्त तापमान सीमा 70°F से 130°F तक है। मोल्ड तापमान का महत्व इसके द्वारा पड़ने वाले प्रभाव में निहित है… ↩