क्या आपने कभी यह जानने की उत्सुकता महसूस की है कि पॉलीप्रोपाइलीन उत्पाद कैसे बनते हैं? मैंने तो सच में की है!
पीपी इंजेक्शन मोल्डिंग प्रक्रिया में पॉलीप्रोपाइलीन पेलेट्स को एक गर्म बैरल में डाला जाता है, जहां वे पिघलकर मोल्ड कैविटी में इंजेक्ट किए जाते हैं। सामग्री ठंडी होकर जम जाती है और वांछित आकार ले लेती है, जिसके बाद उसे बाहर निकाल लिया जाता है। जटिल पुर्जों के उत्पादन में इसकी दक्षता और बहुमुखी प्रतिभा के कारण इस प्रक्रिया को महत्व दिया जाता है।.
यह संक्षिप्त सारांश सरल भागों को दर्शाता है। पीपी इंजेक्शन मोल्डिंग सीखने में सामग्री की विशेषताओं, मोल्ड के आकार और प्रसंस्करण स्थितियों के रोचक विवरणों का अध्ययन करना शामिल है। प्रत्येक भाग को ध्यानपूर्वक देखें और जानें कि आप अपनी इंजेक्शन मोल्डिंग प्रक्रियाओं को कैसे बेहतर बना सकते हैं।.
पीपी इंजेक्शन मोल्डिंग में पॉलीप्रोपाइलीन पेलेट्स का उपयोग किया जाता है।.सत्य
पॉलीप्रोपाइलीन के दानों को आमतौर पर पिघलाया जाता है और फिर सांचे में डाला जाता है।.
पीपी इंजेक्शन मोल्डिंग के चरण क्या हैं?
वर्तमान उत्पादन में एक महत्वपूर्ण विधि, पॉलीप्रोपाइलीन इंजेक्शन मोल्डिंग की बारीकियों के बारे में जानें।.
पीपी इंजेक्शन मोल्डिंग में कई चरण होते हैं: सामग्री की तैयारी, पिघलाना, इंजेक्शन, शीतलन और निष्कासन। अंतिम उत्पाद की गुणवत्ता और सटीकता सुनिश्चित करने के लिए प्रत्येक चरण महत्वपूर्ण है, सही सामग्री के चयन से लेकर कुशल मोल्ड डिजाइन तक।.

सामग्री की तैयारी: प्रक्रिया की शुरुआत
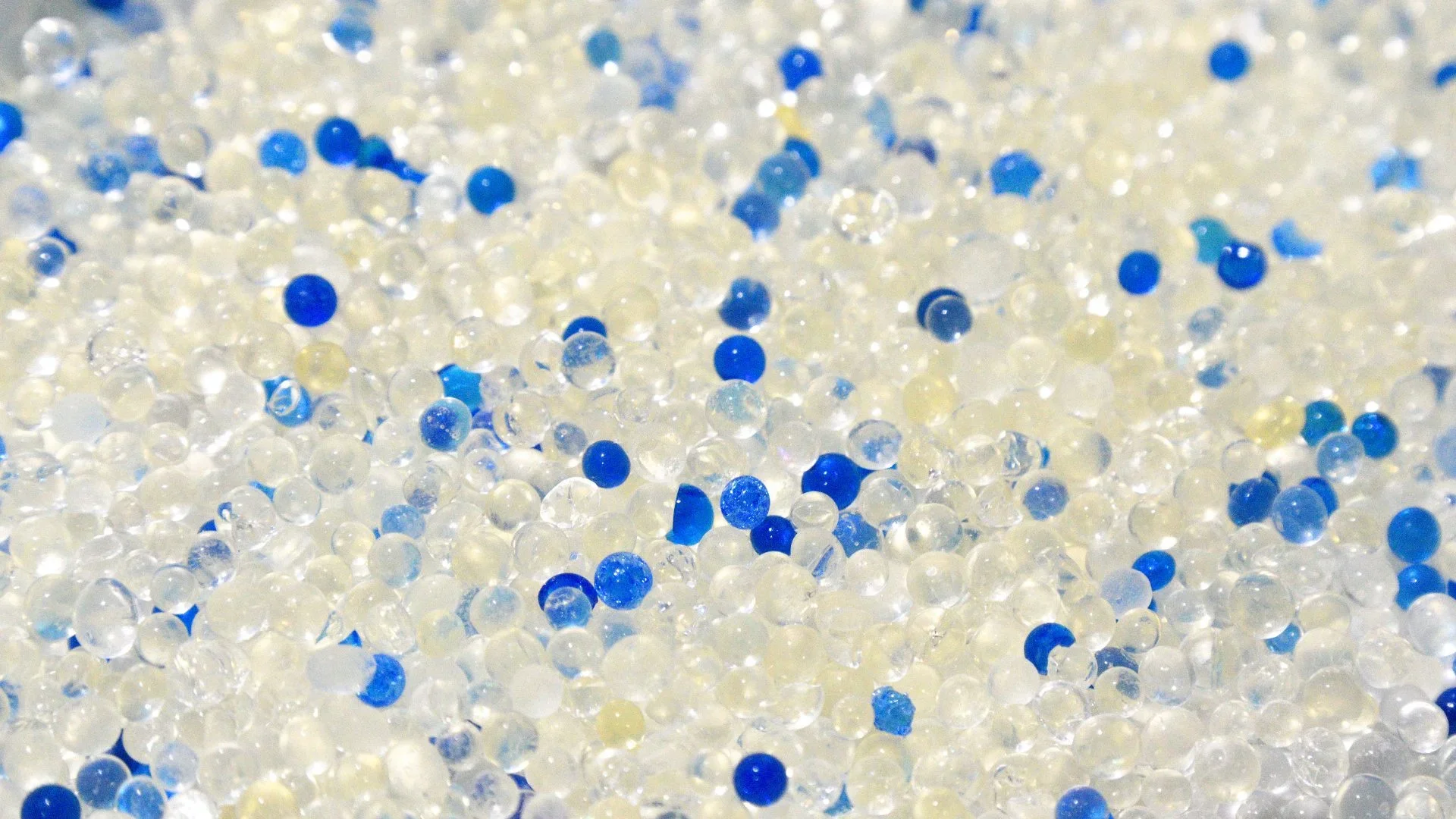
पहला चरण । सबसे पहले, उत्पाद की आवश्यकताओं के आधार पर सही पॉलीप्रोपाइलीन रेज़िन का चयन करें। चयनित रेज़िन साफ और अवांछित पदार्थों से मुक्त होना चाहिए। मोल्डिंग के दौरान नमी की समस्या से बचने के लिए इसे ठीक से सुखाया भी जाना चाहिए। आमतौर पर, पीपी रेज़िन को 80 से 100 डिग्री सेल्सियस के तापमान पर 2-4 घंटे तक सुखाया जाता है, जिसमें नमी का स्तर 0.05% से कम रखा जाता है।
पिघलना: सही मोटाई तक पहुँचना
तैयार रेज़िन को इंजेक्शन मोल्डिंग मशीन के गर्म बैरल में डाला जाता है। यहाँ, 160 से 250 डिग्री सेल्सियस के तापमान पर रेज़िन पिघल जाती है। रेज़िन को तरल अवस्था में रखने और उसे टूटने से बचाने के लिए सही पिघलने का तापमान आवश्यक है, क्योंकि टूटने से उत्पाद की गुणवत्ता कमज़ोर हो सकती है।.
इंजेक्शन: आकृति भरना
50-120 एमपीए² ) के तहत एक विशेष रूप से डिजाइन किए गए मोल्ड कैविटी में इंजेक्ट किया जाता है। प्रवाह के निशान या संलयन रेखाओं जैसे दोषों को उत्पन्न किए बिना पूर्ण भराई सुनिश्चित करने के लिए गति और दबाव को सावधानीपूर्वक नियंत्रित करने की आवश्यकता होती है।
शीतलन: उत्पाद को सख्त करना
इंजेक्शन लगाने के बाद, सामग्री सांचे के अंदर ठंडी होकर सख्त हो जाती है। यह एक महत्वपूर्ण चरण है क्योंकि यही उत्पाद के अंतिम आकार और आकृति को निर्धारित करता है। एक अच्छी शीतलन प्रणाली, जिसमें अक्सर सांचे के अंदर पानी की नलियाँ होती हैं, तापमान का समान वितरण सुनिश्चित करती है और सिकुड़न और मुड़ने को कम करती है।.
निष्कासन: उत्पाद को हटाना
अंतिम चरण में, ठंडा किया हुआ उत्पाद 3 सांचे से निकाला जाता है। किसी भी प्रकार की क्षति से बचने के लिए इसे सावधानीपूर्वक किया जाना चाहिए। उत्पाद के आकार के आधार पर विभिन्न प्रकार के इजेक्टर का उपयोग किया जाता है, जैसे कि इजेक्टर पिन या प्लेट।
पीपी इंजेक्शन मोल्डिंग में प्रत्येक चरण महत्वपूर्ण भूमिका निभाता है। प्रत्येक चरण में बारीकियों पर ध्यान देने से उच्च गुणवत्ता वाले उत्पाद प्राप्त होते हैं। पी20 या 718 स्टील जैसी मजबूत मोल्ड सामग्री का चयन करना और दबाव और गति जैसी इंजेक्शन सेटिंग्स को समायोजित करना महत्वपूर्ण विकल्प हैं जो उत्पाद की दिखावट और कार्यक्षमता दोनों को प्रभावित करते हैं।.
पीपी रेजिन को 80-100 डिग्री सेल्सियस पर 2-4 घंटे तक सुखाने की आवश्यकता होती है।.सत्य
रेजिन को सुखाने से नमी की समस्याएँ दूर हो जाती हैं। इससे उच्च गुणवत्ता वाली मोल्डिंग सुनिश्चित होती है।.
पीपी मोल्डिंग में इंजेक्शन का दबाव हमेशा 50 एमपीए से कम होता है।.असत्य
पीपी मोल्डिंग के लिए इंजेक्शन बल आमतौर पर 50 से 120 एमपीए तक होता है।.
सामग्री के गुण मोल्डिंग प्रक्रिया को कैसे प्रभावित करते हैं?
सामग्री की विशेषताओं को समझना सफल मोल्डिंग परिणामों के लिए अत्यंत महत्वपूर्ण है।.
पदार्थ के गुणधर्म प्रवाह, तापमान प्रतिरोध और अंतिम उत्पाद की गुणवत्ता को प्रभावित करके सांचे की प्रक्रिया पर महत्वपूर्ण प्रभाव डालते हैं। प्रमुख गुणधर्मों में ऊष्मीय स्थिरता, श्यानता और यांत्रिक शक्ति शामिल हैं, जो सांचे के चक्र की दक्षता और ढाले गए भागों की संरचनात्मक अखंडता को निर्धारित करते हैं।.
ऊष्मा स्थिरता का महत्व
मोल्डिंग प्रक्रिया 4 में , ऊष्मा स्थिरता बहुत महत्वपूर्ण है। यह प्रभावित करती है कि गर्म होने पर सामग्री कैसे व्यवहार करती है। उदाहरण के लिए, पॉलीप्रोपाइलीन (पीपी) 160-170 डिग्री सेल्सियस के बीच पिघलना शुरू हो जाता है। यह विशेषता इसे कई उपयोगों के लिए उपयुक्त बनाती है। इसकी मजबूत ऊष्मा प्रतिरोधकता इसे कार के अंदरूनी हिस्सों या विद्युत भागों जैसे गर्म स्थानों में भी मजबूत बनाए रखने में मदद करती है।
जिन पदार्थों में ऊष्मा प्रतिरोध क्षमता की कमी होती है, वे ढलाई के दौरान टूट सकते हैं या जल सकते हैं। इससे रंग परिवर्तन या कमजोर धब्बे जैसी समस्याएं उत्पन्न हो सकती हैं। इसलिए, गुणवत्ता और दीर्घायु के लिए पर्याप्त ऊष्मा प्रतिरोध क्षमता वाले पदार्थों का चयन करना आवश्यक है।.
प्रवाह पर मोटाई का प्रभाव
गाढ़ापन या चिपचिपाहट इस बात पर असर डालती है कि कोई पदार्थ सांचों में कितनी आसानी से समाता है। पीपी अच्छी तरह बहता है और बिना ज्यादा बल लगाए जटिल आकार के सांचों को भरने में मदद करता है। लेकिन अगर कोई पदार्थ बहुत गाढ़ा हो, तो वह सांचे के छोटे हिस्सों को ठीक से नहीं भर पाएगा, जिससे अधूरे टुकड़े बन सकते हैं।.
दूसरी ओर, बहुत पतली सामग्री अतिरिक्त सामग्री या अत्यधिक सिकुड़न जैसी समस्याएं पैदा कर सकती है। इसलिए, योजक पदार्थों का उपयोग करके या अन्य प्लास्टिक के साथ मिलाकर मोटाई को समायोजित करने से प्रवाह में सुधार हो सकता है।.
मजबूती और वस्तु की टिकाऊपन
किसी पदार्थ की मजबूती, जैसे कि वह कितना खिंच या मुड़ सकता है, अंतिम उत्पाद के उपयोग के लिए महत्वपूर्ण है। उदाहरण के लिए, पीपी की खिंचाव क्षमता 20-30 एमपीए और मोड़ने की क्षमता 25-40 एमपीए होती है। ये क्षमताएं उपभोक्ता वस्तुओं या कार के पुर्जों जैसी टिकाऊ वस्तुओं के निर्माण के लिए पर्याप्त मजबूती प्रदान करती हैं।.
इसके अलावा, पीपी कुछ अन्य प्लास्टिक जैसे पॉलीस्टाइरीन की तुलना में झटकों को बेहतर ढंग से सहन करता है। यही कारण है कि पीपी उन उपयोगों के लिए आदर्श है जिनमें उच्च शक्ति और कम भंगुरता की आवश्यकता होती है। यह विषैला नहीं है, इसलिए खाद्य पदार्थों की पैकिंग के लिए भी सुरक्षित है।.
रासायनिक प्रतिरोध और उपयोग
पीपी अम्ल, क्षार और विलायक जैसे रसायनों का प्रतिरोध करता है। इससे खाद्य पैकेजिंग और घरेलू उपकरणों जैसे क्षेत्रों में इसके अनुप्रयोग बढ़ जाते हैं। यह क्षमता उत्पाद को उपयोग या सफाई के दौरान विभिन्न रसायनों के संपर्क में आने पर भी सुरक्षित और मजबूत बनाए रखती है।.
ऐसे उद्योगों में जहां उत्पादों का अक्सर कठोर पदार्थों से सामना होता है, रसायनों के प्रति प्रतिरोधक क्षमता के आधार पर सामग्रियों का चयन करना बहुत महत्वपूर्ण है।.
भौतिक विशेषताओं पर अंतिम विचार
प्रत्येक सामग्री की विशेषता मोल्डिंग प्रक्रिया की सफलता में विशेष रूप से योगदान देती है। ऊष्मा स्थिरता, मोटाई, मजबूती और रासायनिक प्रतिरोध जैसी इन विशेषताओं को जानकर और उनमें समायोजन करके निर्माता विभिन्न उपयोगों में गुणवत्ता और उपयोगिता में सुधार कर सकते हैं।.
पॉलीप्रोपाइलीन का गलनांक 160-170 डिग्री सेल्सियस होता है।.सत्य
पॉलीप्रोपाइलीन उच्च तापमान पर पिघलता है, जिससे यह तीव्र गर्मी को सहन कर सकता है।.
उच्च श्यानता वाले पदार्थ आसानी से सांचों में प्रवाहित हो जाते हैं।.असत्य
गाढ़ा तरल पदार्थ गति का प्रतिरोध करता है, इसलिए मोल्ड के विवरण को भरना मुश्किल हो जाता है।.
उत्पाद की गुणवत्ता में मोल्ड डिजाइन की क्या भूमिका होती है?
क्या आप यह जानने के लिए उत्सुक हैं कि मोल्ड का डिज़ाइन आपके उत्पादों की गुणवत्ता को कैसे प्रभावित करता है? आइए जानें!
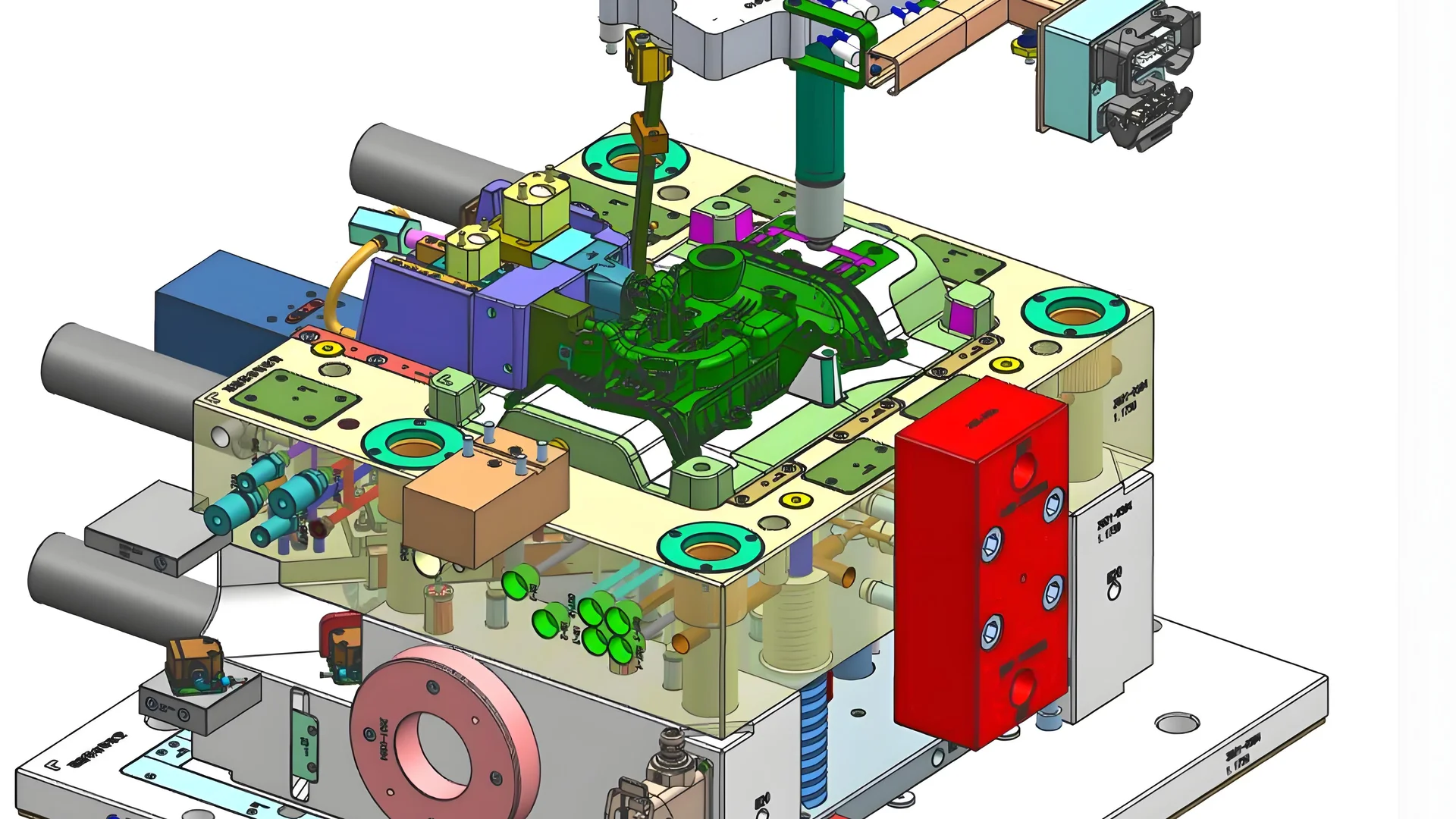
इंजेक्शन मोल्डिंग से बने उत्पादों की गुणवत्ता निर्धारित करने में मोल्ड डिज़ाइन की अहम भूमिका होती है। यह आयामी सटीकता, सतह की फिनिश और संरचनात्मक मजबूती जैसे पहलुओं को प्रभावित करता है। सही मोल्ड डिज़ाइन से कुशल शीतलन, सुचारू निष्कासन और न्यूनतम दोष सुनिश्चित होते हैं, जो अंतिम उत्पाद की विश्वसनीयता और सौंदर्यबोध को सीधे तौर पर प्रभावित करते हैं।.
मोल्ड सामग्री के चयन का महत्व
इंजेक्शन मोल्डिंग प्रक्रिया में उच्च दबाव और तापमान को संभालने के लिए सही मोल्ड सामग्री का चयन अत्यंत महत्वपूर्ण है। P20 और 718 स्टील जैसी सामग्रियां अपनी कठोरता, मजबूती और घिसाव प्रतिरोध के कारण लोकप्रिय हैं। उदाहरण के लिए, P20 स्टील 5 कम लागत पर उत्कृष्ट प्रसंस्करण प्रदर्शन प्रदान करता है, जो इसे सामान्य पीपी इंजेक्शन मोल्डिंग के लिए आदर्श बनाता है।
शीतलन प्रणाली डिजाइन
उत्पाद की गुणवत्ता में निरंतरता बनाए रखने के लिए मोल्ड के तापमान को एक समान बनाए रखने हेतु एक अच्छी शीतलन प्रणाली आवश्यक है। सामान्यतः, मोल्ड के अंदर व्यवस्थित चैनलों के साथ जल शीतलन का उपयोग किया जाता है। इन चैनलों की चौड़ाई अक्सर 8-12 मिमी होती है, और इनके बीच का अंतराल उत्पाद की दीवार की मोटाई और आकार के आधार पर आमतौर पर 20-50 मिमी होता है।.
शीतलन प्रणाली डिजाइन 6 को यह सुनिश्चित करना चाहिए कि समान जल प्रवाह की गारंटी देने, शीतलन प्रभाव को अनुकूलित करने और चक्र समय को कम करने के लिए प्रवेश और निकास सममित रूप से स्थित हों।
विभाजन सतह और रिलीज तंत्र
विभाजन रेखा को ऐसी जगह पर रखा जाना चाहिए जिससे उत्पाद की दिखावट या कार्यक्षमता पर कोई प्रतिकूल प्रभाव न पड़े। उत्पाद के आकार और संरचना के अनुसार उसे खोलने का तंत्र इस प्रकार डिज़ाइन किया जाना चाहिए जिससे उसे बिना किसी क्षति या मोड़ के आसानी से हटाया जा सके।.
विभिन्न इजेक्टर डिज़ाइन 7 का चयन किया जाता है, जैसे सामान्य उपयोग के लिए इजेक्टर पिन या समान बल वितरण की आवश्यकता वाले बड़े उत्पादों के लिए पुश प्लेट इजेक्टर।
गोंद फ़ीड प्रणाली
ग्लू फीड विधि का चयन उत्पाद की गुणवत्ता को प्रभावित करता है। विकल्पों में तेज़ फिलिंग के लिए डायरेक्ट ग्लूइंग (जिसमें अधिक निशान दिखाई देते हैं) या कम निशान वाले बड़े उत्पादों के लिए साइड गेट ग्लूइंग शामिल हैं। स्पॉट गेट ग्लूइंग उन वस्तुओं के लिए सर्वोत्तम है जिन्हें उच्च गुणवत्ता वाली सतह फिनिश की आवश्यकता होती है।.
उत्पाद डिजाइन पर प्रभाव
दीवार की मोटाई एक समान होना बहुत ज़रूरी है ताकि असमान सिकुड़न और आंतरिक तनाव जैसी समस्याओं से बचा जा सके, जो विकृति का कारण बन सकती हैं। जटिल आकार वाले उत्पादों के लिए, दीवार की मोटाई में धीरे-धीरे बदलाव तनाव सांद्रता को कम करने में सहायक होता है। आमतौर पर, उपयोग के आधार पर 1-3 मिमी की मोटाई का सुझाव दिया जाता है।.
उत्पाद की दिखावट और कार्यक्षमता में सुधार करना
बेहतर मोल्ड डिज़ाइन से न केवल उत्पाद का रूप निखरता है, बल्कि उसकी कार्यक्षमता भी बढ़ती है। कूलिंग और गेट सिस्टम को सही तरीके से सेट करके, निर्माता बेहतर सतह फिनिश और संरचनात्मक मजबूती प्राप्त करते हैं, जिससे यह सुनिश्चित होता है कि उत्पाद लगातार उच्च गुणवत्ता मानकों को पूरा करते हैं।.
कुल मिलाकर, इंजेक्शन मोल्डिंग से बने उत्पादों की दृश्य अपील और कार्यक्षमता दोनों को बेहतर बनाने के लिए मोल्ड का सावधानीपूर्वक डिजाइन महत्वपूर्ण है, जिससे ग्राहकों की संतुष्टि सुनिश्चित होती है और प्रतिस्पर्धा में बने रहने में मदद मिलती है।.
मोल्ड का डिज़ाइन उत्पाद की सतह की फिनिश को प्रभावित करता है।.सत्य
सांचे का सावधानीपूर्वक निर्माण दोषों को कम करके चिकनी सतहें प्राप्त करता है।.
दीवार की एकसमान मोटाई उत्पादों में विकृति को रोकती है।.सत्य
दीवार की एकसमान मोटाई तनाव और संकुचन संबंधी समस्याओं को कम करती है।.
आप इंजेक्शन मोल्डिंग पैरामीटर को कैसे अनुकूलित कर सकते हैं?
बेहतर परिणाम पाने के लिए अपनी इंजेक्शन मोल्डिंग तकनीक को सुधारना चाहते हैं? जानिए कैसे!
इंजेक्शन मोल्डिंग मापदंडों को अनुकूलित करने के लिए, इंजेक्शन दबाव, गति और स्क्रू रोटेशन को समायोजित करने पर ध्यान केंद्रित करें। उत्पाद के आकार, आकृति और सामग्री के गुणों के आधार पर प्रत्येक मापदंड को बारीकी से समायोजित किया जाना चाहिए ताकि दोषों को कम किया जा सके और गुणवत्ता में सुधार किया जा सके।.

प्रमुख मापदंडों को समझना
इंजेक्शन मोल्डिंग के पैरामीटर वस्तुओं के निर्माण की गुणवत्ता और उत्पादकता को निर्धारित करने में महत्वपूर्ण भूमिका निभाते हैं। इनमें इंजेक्शन प्रेशर, स्पीड और स्क्रू रोटेशन जैसे महत्वपूर्ण पैरामीटर शामिल हैं।.
-
इंजेक्शन प्रेशर: यह आमतौर पर 50 से 120 एमपीए के बीच होता है। पतले उत्पादों को ठीक से भरने के लिए अक्सर अधिक दबाव की आवश्यकता होती है, जबकि मोटे उत्पादों में अंदर तनाव से बचने के लिए कम दबाव का उपयोग किया जा सकता है।
-
इंजेक्शन की गति: आमतौर पर 50 – 150 मिमी/सेकंड के बीच होती है। वस्तु की जटिलता और वांछित सतह के अनुसार इसे समायोजित करें। तेज़ गति से जटिल सांचों को बेहतर ढंग से भरा जा सकता है, जबकि धीमी गति से उच्च गुणवत्ता वाली सतहें प्राप्त होती हैं।
-
पेंच की गति: आमतौर पर 30 से 100 आरपीएम के बीच होती है। इससे अधिक गति से उत्पादन दर बढ़ती है, लेकिन इससे अत्यधिक गर्मी उत्पन्न हो सकती है और सामग्री को नुकसान पहुंच सकता है।
सामान्य दोषों को ठीक करना
इंजेक्शन मोल्डिंग के कारण अपूर्ण फिलिंग, सिकुड़न के निशान और प्रवाह के निशान जैसी कमियां हो सकती हैं। इनके समाधान इस प्रकार हैं:
| दोष | कारण | समाधान |
|---|---|---|
| अधूरा भरना | कम दबाव या कम गति | दबाव और गति बढ़ाएं, सांचे का तापमान बदलें |
| सिकुड़न के निशान | बहुत अधिक सिकुड़न | पकड़ने का समय बढ़ाएँ, ठंडा करने का समय बढ़ाएँ |
| प्रवाह चिह्न | बहुत तेज़ गति | गति धीमी करें, सांचे का तापमान बढ़ाएं |
विभिन्न उत्पादों के लिए मापदंडों का समायोजन
उत्पाद 8 डिज़ाइन पैरामीटर सेटिंग्स को भी प्रभावित करता है। उदाहरण के लिए, समतल दीवारों वाले उत्पाद के लिए असमान दीवारों वाले उत्पाद की तुलना में अलग पैरामीटर की आवश्यकता होती है।
पॉलीप्रोपाइलीन (पीपी) के फायदों का फायदा उठाना, जैसे कि रसायनों के प्रति इसका मजबूत प्रतिरोध और कम कीमत, संभवतः किफायती समाधानों 9 ।
दक्षता और गुणवत्ता के बीच संतुलन
इन मापदंडों को सही ढंग से निर्धारित करने से न केवल गुणवत्ता में सुधार होता है बल्कि उत्पादन क्षमता भी बढ़ती है। नियमित जाँच और समायोजन से अपव्यय कम होता है और लागत घटती है।.
इंजेक्शन मोल्डिंग मापदंडों की बारीकियों को समझने से रचनाकारों को गति और बारीकी के बीच संतुलन बनाने में मदद मिलती है, जिससे वास्तव में अच्छी उत्पाद गुणवत्ता प्राप्त होती है।.
उच्च इंजेक्शन दबाव मोटी दीवारों में आंतरिक तनाव को रोकता है।.असत्य
बढ़े हुए दबाव के कारण मोटी दीवारों वाली वस्तुओं में आंतरिक तनाव उत्पन्न होने की संभावना होती है।.
इंजेक्शन मोल्डिंग में स्क्रू की तेज गति रेजिन की गुणवत्ता को खराब कर सकती है।.सत्य
पेंच को तेजी से घुमाने से उच्च तापमान उत्पन्न हो सकता है, जिससे राल को नुकसान पहुंच सकता है।.
निष्कर्ष
दक्षता और गुणवत्ता में सुधार के लिए पीपी इंजेक्शन मोल्डिंग की बारीकियों को समझें। ये सुझाव डिजाइन और प्रक्रिया समायोजन में मदद करते हैं।.
-
गुणवत्तापूर्ण उत्पादन के लिए पीपी रेज़िन की तैयारी को अनुकूलित करने के बारे में जानकारी प्राप्त करें: 1) सुनिश्चित करें कि आपके पास उचित मोल्डिंग उपकरण हैं · 2) केवल तभी प्री-ड्राइंग पर विचार करें जब आप कुछ पॉलीप्रोपाइलीन रेज़िन का उपयोग कर रहे हों · 3) मेल्टिंग मशीन का उपयोग करें… ↩
-
इंजेक्शन मोल्डिंग प्रक्रिया को बेहतर बनाने के लिए उन्नत तकनीकों का अन्वेषण करें: यह ब्लॉग इंजीनियरिंग प्लास्टिक पीपी के प्रकार, गुण और इंजेक्शन मोल्डिंग प्रक्रिया, उपकरण चयन, उत्पाद मॉडलिंग और मोल्ड के बारे में जानकारी देता है… ↩
-
उत्पाद को आसानी से निकालने के लिए अभिनव इजेक्टर डिज़ाइन खोजें: इजेक्शन के लिए आवश्यक बल को कम करने के लिए, इंजेक्शन मोल्डिंग के डिज़ाइन में ड्राफ्ट कोणों को बढ़ाया जाता है और कोर पर चिकनी पॉलिश भी की जा सकती है… ↩
-
जानिए कि पदार्थ के गुण मोल्डिंग के परिणामों और दक्षता को कैसे प्रभावित करते हैं: कम मेल्ट फ्लो रेट उन पदार्थों से संबंधित होते हैं जिनका औसत आणविक भार अधिक होता है। बदले में, उच्च आणविक भार बेहतर गुण प्रदान करता है… ↩
-
पीपी इंजेक्शन मोल्ड के लिए उपयुक्त पी20 स्टील के गुणों का अन्वेषण करें: पी20 मोल्ड स्टील एक बहुमुखी, कम मिश्रधातु वाला टूल स्टील है जो मध्यम शक्ति स्तर पर अच्छी कठोरता के लिए जाना जाता है। यह स्टील आमतौर पर प्लास्टिक के लिए उपयोग किया जाता है… ↩
-
मोल्ड के लिए इष्टतम शीतलन प्रणालियों को डिजाइन करने के बारे में जानें: सुनिश्चित करें कि शीतलन लाइन का व्यास इतना बड़ा हो कि प्लास्टिक सामग्री के तापमान के संवहन द्वारा आसपास के स्टील में फैलने को रोका जा सके। ↩
-
स्मूथ डीमोल्डिंग के लिए विभिन्न इजेक्टर तंत्रों के बारे में जानें: इंजेक्शन मोल्डिंग में इजेक्शन सिस्टम के प्रकार · पिन और ब्लेड इजेक्शन · इजेक्टर स्लीव्स · वाल्व इजेक्टर · स्ट्रिपर रिंग इजेक्शन · एयर इजेक्शन · अन्य महत्वपूर्ण बातें… ↩
-
जानिए तनाव कम करने के लिए दीवार की एकसमान मोटाई क्यों महत्वपूर्ण है: उचित दीवार की मोटाई प्लास्टिक के पुर्जों में कॉस्मेटिक दोषों के जोखिम को कम करेगी। किसी भी प्लास्टिक-मोल्डेड पुर्जे की दीवार की मोटाई कम से कम 40 से 60 प्रतिशत होनी चाहिए… ↩
-
जानिए क्यों PP को विभिन्न उद्योगों में प्राथमिकता दी जाती है: PP इंजेक्शन मोल्डिंग के लाभ · पॉलीप्रोपाइलीन आसानी से उपलब्ध और किफायती है। · यह नमी, थकान और प्रभाव के प्रति प्रतिरोधी है। · PP में … ↩