

इंजेक्शन मोल्डिंग एक बहुमुखी विनिर्माण प्रक्रिया है, लेकिन जब अत्यधिक गर्मी सहन करने वाले पुर्जों के उत्पादन की बात आती है, तो जोखिम बढ़ जाता है। PEEK, PEI और PPS जैसे उच्च तापमान वाले प्लास्टिक एयरोस्पेस, ऑटोमोटिव और इलेक्ट्रॉनिक्स जैसे उद्योगों में आवश्यक हैं, जहां पुर्जे 150°C से अधिक तापमान के संपर्क में आते हैं। हालांकि, इन सामग्रियों के लिए डिजाइन तैयार करते समय सामग्री के गुणों¹, मोल्ड डिजाइन² और प्रक्रिया मापदंडों पर सावधानीपूर्वक ध्यान देना आवश्यक है ।
इंजेक्शन मोल्डिंग के माध्यम से उच्च तापमान वाले पुर्जों के निर्माण में सटीक सामग्री चयन, मजबूत मोल्ड डिजाइन और सावधानीपूर्वक प्रक्रिया नियंत्रण की आवश्यकता होती है ताकि चरम स्थितियों में स्थायित्व और प्रदर्शन सुनिश्चित किया जा सके।.
विश्वसनीय और उच्च-प्रदर्शन वाले पुर्जे बनाने के इच्छुक इंजीनियरों और डिजाइनरों के लिए इस प्रक्रिया की बारीकियों को समझना अत्यंत महत्वपूर्ण है। यह मार्गदर्शिका आपको सामग्री चयन से लेकर प्रक्रिया अनुकूलन तक, सभी आवश्यक पहलुओं से अवगत कराएगी, जिससे यह सुनिश्चित हो सके कि आपके उच्च-तापमान वाले पुर्जे अपने अनुप्रयोगों की आवश्यकताओं को पूरा करते हैं।.
अत्यधिक गर्मी के संपर्क में आने वाले हिस्सों के लिए उच्च तापमान प्रतिरोधी प्लास्टिक आवश्यक हैं।.सत्य
पीईईके और पीईआई जैसी सामग्रियां 150 डिग्री सेल्सियस से ऊपर के तापमान पर भी अपने यांत्रिक गुणों को बनाए रखती हैं, जिससे वे कठिन वातावरण के लिए आदर्श बन जाती हैं।.
उच्च तापमान वाले प्लास्टिक के पुर्जे बनाने के लिए इंजेक्शन मोल्डिंग ही एकमात्र व्यवहार्य विधि है।.असत्य
हालांकि इंजेक्शन मोल्डिंग अत्यधिक प्रभावी है, लेकिन प्रोटोटाइपिंग या कम मात्रा में उत्पादन के लिए सीएनसी मशीनिंग या 3डी प्रिंटिंग जैसे विकल्पों का उपयोग किया जा सकता है।.
- 1. उच्च तापमान वाले प्लास्टिक क्या होते हैं और वे क्यों महत्वपूर्ण हैं?
- 2. उच्च तापमान वाले पुर्जों के लिए इंजेक्शन मोल्डिंग प्रक्रिया में प्रमुख चरण क्या हैं?
- 3. उच्च तापमान इंजेक्शन मोल्डिंग के लिए महत्वपूर्ण डिजाइन संबंधी विचार क्या हैं?
- 4. इंजेक्शन मोल्डिंग और अन्य विनिर्माण विधियों में से आप कैसे चुनाव करते हैं?
- 5. उच्च तापमान वाले पुर्जों की इंजेक्शन मोल्डिंग में आम चुनौतियाँ क्या हैं?
- 6. निष्कर्ष
उच्च तापमान वाले प्लास्टिक क्या होते हैं और वे क्यों महत्वपूर्ण हैं?
उच्च तापमान प्रतिरोधी प्लास्टिक को इस प्रकार निर्मित किया जाता है कि वे उन वातावरणों में भी अपनी संरचनात्मक अखंडता और कार्यक्षमता बनाए रखें जहां मानक प्लास्टिक विफल हो जाते हैं। ये सामग्रियां उन अनुप्रयोगों के लिए अत्यंत महत्वपूर्ण हैं जिनमें ताप प्रतिरोध, रासायनिक स्थिरता और यांत्रिक शक्ति की आवश्यकता होती है।.
उच्च तापमान वाले प्लास्टिक, जैसे कि पीईईके, पीईआई और पीपीएस, एयरोस्पेस, ऑटोमोटिव और इलेक्ट्रॉनिक्स में उपयोग होने वाले पुर्जों के लिए महत्वपूर्ण हैं क्योंकि ये 150 डिग्री सेल्सियस से ऊपर के तापमान को सहन करने की क्षमता रखते हैं और साथ ही उत्कृष्ट यांत्रिक और रासायनिक गुण प्रदान करते हैं।.
| सामग्री | अधिकतम सेवा तापमान | मुख्य विशेषताएं | सामान्य अनुप्रयोग |
|---|---|---|---|
| तिरछी | 260° सेल्सियस | उच्च शक्ति, रासायनिक प्रतिरोध | एयरोस्पेस इंजन के पुर्जे, चिकित्सा प्रत्यारोपण |
| पी | 170 डिग्री सेल्सियस | ज्वाला रोधी, विद्युत इन्सुलेशन | इलेक्ट्रॉनिक्स, ऑटोमोटिव इंटीरियर |
| पी पी एस | 220 डिग्री सेल्सियस | आयामी स्थिरता, कम नमी अवशोषण | ऑटोमोटिव सेंसर, इलेक्ट्रिकल कनेक्टर |
पॉलीएथरएथरकेटोन (पीईईके)
उच्च तापमान अनुप्रयोगों के लिए PEEK एक उत्कृष्ट सामग्री है। 343°C के गलनांक के साथ, यह उत्कृष्ट यांत्रिक शक्ति और रासायनिक प्रतिरोध बनाए रखते हुए 260°C पर निरंतर कार्य कर सकता है। इसकी कम ज्वलनशीलता और उच्च घिसाव प्रतिरोध इसे एयरोस्पेस और चिकित्सा अनुप्रयोगों के लिए आदर्श बनाते हैं। हालांकि, उच्च गलनांक और शीतलन दर के प्रति संवेदनशीलता के कारण PEEK को सटीक प्रसंस्करण की आवश्यकता होती है।.
पॉलीएथरइमाइड (पीईआई)
PEI, जिसे अक्सर इसके व्यापारिक नाम ULTEM से जाना जाता है, ऊष्मा प्रतिरोध, अग्निरोधक क्षमता और विद्युत इन्सुलेशन का संतुलित मिश्रण प्रदान करता है। 170°C के निरंतर सेवा तापमान के साथ, इसका उपयोग आमतौर पर इलेक्ट्रॉनिक्स और ऑटोमोबाइल इंटीरियर में किया जाता है। PEI, PEEK की तुलना में संसाधित करना आसान है, लेकिन फिर भी दोषों से बचने के लिए तापमान पर सावधानीपूर्वक नियंत्रण की आवश्यकता होती है।.

पॉलीफेनिलीन सल्फाइड (पीपीएस)
पीपीएस अपनी आयामी स्थिरता और रसायनों और नमी के प्रति प्रतिरोधक क्षमता के लिए जाना जाता है। यह 220°C तक के तापमान को सहन कर सकता है, जिससे यह ऑटोमोटिव और इलेक्ट्रिकल अनुप्रयोगों के लिए उपयुक्त है। मोल्डिंग के दौरान पीपीएस में फ्लैशिंग की संभावना होती है, इसलिए इंजेक्शन दबाव और मोल्ड डिज़ाइन का सटीक नियंत्रण आवश्यक है।.
पीईईके सबसे बहुमुखी उच्च तापमान वाला प्लास्टिक है।.सत्य
पीईईके की ताप प्रतिरोधक क्षमता, मजबूती और रासायनिक स्थिरता का संयोजन इसे कई चुनौतीपूर्ण अनुप्रयोगों के लिए उपयुक्त बनाता है।.
उच्च तापमान पर काम करने वाले प्लास्टिक हमेशा सामान्य प्लास्टिक से अधिक महंगे होते हैं।.असत्य
हालांकि ये अक्सर महंगे होते हैं, लेकिन चरम स्थितियों में इनके बेहतर प्रदर्शन के कारण इनकी कीमत उचित ठहराई जाती है, और सामग्री का चयन विशिष्ट अनुप्रयोग आवश्यकताओं पर निर्भर करता है।.
उच्च तापमान वाले पुर्जों के लिए इंजेक्शन मोल्डिंग प्रक्रिया में प्रमुख चरण क्या हैं?
उच्च तापमान वाले पुर्जों की इंजेक्शन मोल्डिंग में सामग्री के गुणों को संरक्षित रखने और यह सुनिश्चित करने के लिए कि पुर्जा डिजाइन विनिर्देशों को पूरा करता है, सावधानीपूर्वक नियंत्रित चरणों की एक श्रृंखला शामिल होती है।.
उच्च तापमान वाले पुर्जों के लिए इंजेक्शन मोल्डिंग प्रक्रिया में सामग्री चयन 3 , मोल्ड डिजाइन, मशीन सेटअप, इंजेक्शन, शीतलन और इजेक्शन शामिल हैं, जिनमें से प्रत्येक को उच्च तापमान वाले प्लास्टिक की अनूठी चुनौतियों से निपटने के लिए सटीक नियंत्रण की आवश्यकता होती है।

सामग्री चयन
उच्च तापमान इंजेक्शन मोल्डिंग की सफलता के लिए सही सामग्री का चयन आधारशिला है । परिचालन तापमान, रासायनिक जोखिम और यांत्रिक तनाव जैसे कारक चयन प्रक्रिया को निर्देशित करते हैं। उदाहरण के लिए, PEEK अत्यधिक गर्मी के लिए आदर्श है, जबकि PEI बेहतर विद्युत इन्सुलेशन प्रदान करता है।
मोल्ड डिजाइन
उच्च तापमान वाले प्लास्टिक के सांचों को उच्च तापमान और दबाव सहन करने में सक्षम होना चाहिए। H-13 स्टील जैसी सामग्री आमतौर पर उनकी मजबूती के लिए उपयोग की जाती है। इसके अलावा, सांचे में एकसमान दीवार की मोटाई और पर्याप्त ड्राफ्ट कोण जैसी विशेषताएं होनी चाहिए ताकि विकृति को रोका जा सके और आसानी से प्लास्टिक को बाहर निकाला जा सके।.

मशीन सेटअप
इंजेक्शन मोल्डिंग मशीनों को पीईईके जैसी सामग्रियों के लिए आवश्यक उच्च प्रसंस्करण तापमान (400 डिग्री सेल्सियस तक) को संभालने के लिए कॉन्फ़िगर किया जाना चाहिए। सामग्री के क्षरण या अपूर्ण भराई से बचने के लिए बैरल और नोजल तापमान, साथ ही मोल्ड तापमान का सटीक अंशांकन आवश्यक है।.
इंजेक्शन
इंजेक्शन प्रक्रिया के दौरान, पिघला हुआ प्लास्टिक सांचे की गुहा में डाला जाता है। उच्च तापमान वाले प्लास्टिक के लिए, फ्लैश या रिक्त स्थान जैसी खामियों को रोकने के लिए इंजेक्शन की गति और दबाव को नियंत्रित करना अत्यंत महत्वपूर्ण है। सामग्री की चिपचिपाहट को नियंत्रित करने के लिए अक्सर धीमी इंजेक्शन गति आवश्यक होती है।.

शीतलक
विकृति या आंतरिक तनाव को रोकने के लिए शीतलन को सावधानीपूर्वक प्रबंधित किया जाना चाहिए। उच्च तापमान वाले प्लास्टिक की तापीय चालकता अक्सर कम होती है, इसलिए समान रूप से ऊष्मा का फैलाव सुनिश्चित करने के लिए शीतलन चैनल या थर्मल पिन का उपयोग किया जाता है। सामान्य प्लास्टिक की तुलना में शीतलन का समय अधिक हो सकता है।.
बेदख़ल
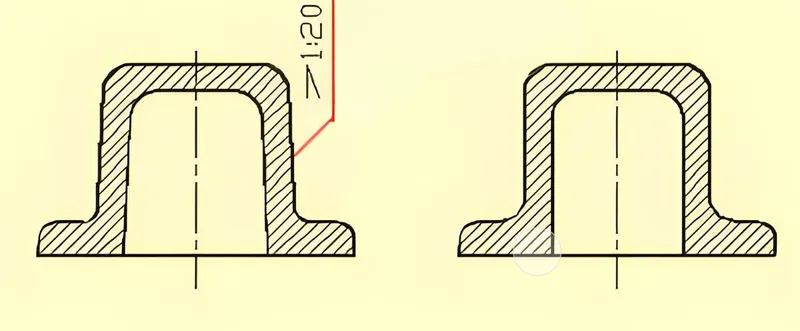
पुर्जों को क्षति से बचाने के लिए सावधानीपूर्वक बाहर निकालना आवश्यक है। पुर्जे पर दबाव डाले बिना सुचारू रूप से बाहर निकालने के लिए गुहा की गहराई के प्रति इंच कम से कम 1 डिग्री का कोण रखने की सलाह दी जाती है।.
उच्च तापमान वाले पुर्जों की इंजेक्शन मोल्डिंग में शीतलन सबसे महत्वपूर्ण चरण है।.असत्य
शीतलन महत्वपूर्ण है, लेकिन पुर्जे की गुणवत्ता और प्रदर्शन सुनिश्चित करने के लिए सामग्री का चयन और मोल्ड डिजाइन भी समान रूप से महत्वपूर्ण हैं।.
उच्च तापमान वाले प्लास्टिक को सामान्य प्लास्टिक की तुलना में ठंडा होने में अधिक समय लगता है।.सत्य
अपनी निम्न तापीय चालकता के कारण, उच्च तापमान वाले प्लास्टिक को ठीक से जमने के लिए अक्सर लंबे समय तक ठंडा करने की आवश्यकता होती है।.
उच्च तापमान इंजेक्शन मोल्डिंग के लिए महत्वपूर्ण डिजाइन संबंधी विचार क्या हैं?
उच्च तापमान इंजेक्शन मोल्डिंग के लिए पुर्जों को डिजाइन करते समय, विकृति, धंसाव के निशान या खराब आयामी स्थिरता जैसी सामान्य कमियों से बचने के लिए बारीकियों पर ध्यान देना आवश्यक है।.
प्रमुख डिजाइन संबंधी विचार एकसमान दीवार की मोटाई 5 , ड्राफ्ट कोण 6 , गेट स्थान, वेंटिंग और कूलिंग चैनल 7 , ये सभी दोषरहित उच्च तापमान वाले पुर्जों के उत्पादन के लिए आवश्यक हैं।

एकसमान दीवार की मोटाई
दीवार की मोटाई को एक समान (आमतौर पर 1.5-2.5 मिमी) बनाए रखना विरूपण को रोकने और एक समान शीतलन सुनिश्चित करने के लिए अत्यंत महत्वपूर्ण है। मोटाई में भिन्नता से असमान संकुचन हो सकता है, जिससे आंतरिक तनाव या आयामी अशुद्धियाँ उत्पन्न हो सकती हैं।.
ड्राफ्ट कोण
पुर्जे को आसानी से बाहर निकालने के लिए गुहा की गहराई के प्रति इंच कम से कम 1 डिग्री का ड्राफ्ट कोण आवश्यक है। उच्च तापमान वाले प्लास्टिक, जो अधिक भंगुर हो सकते हैं, के लिए उचित ड्राफ्ट कोण पुर्जे को निकालते समय क्षति के जोखिम को कम करते हैं।.
गेट का स्थान
गेट्स को उन क्षेत्रों में लगाया जाना चाहिए जहां प्रवाह अनुकूलतम हो और तनाव न्यूनतम हो। उच्च तापमान वाले पुर्जों के लिए, गेट्स अक्सर मोटे हिस्सों में लगाए जाते हैं ताकि सामग्री के ठंडा होने से पहले पूरी तरह से भर जाए।.
उतार
पर्याप्त वेंटिलेशन यह सुनिश्चित करता है कि फंसी हुई गैसें बाहर निकल सकें, जिससे जलने या खाली जगह जैसी खराबी से बचा जा सके। वेंटिलेशन को विभाजन रेखा के साथ या गैस जमा होने की संभावना वाले क्षेत्रों में रणनीतिक रूप से लगाया जाना चाहिए।.
शीतलन चैनल
उच्च तापमान वाले प्लास्टिक के लिए कुशल शीतलन अत्यंत महत्वपूर्ण है। शीतलन चैनलों को समान ऊष्मा अपव्यय प्रदान करने के लिए डिज़ाइन किया जाना चाहिए, जिसके लिए अक्सर जटिल ज्यामितियों के लिए अनुरूप शीतलन या थर्मल पिन की आवश्यकता होती है।.
| डिजाइन विशेषता | सिफारिश | उद्देश्य |
|---|---|---|
| दीवार की मोटाई | 1.5-2.5 मिमी, एकसमान | विकृति को रोकता है, समान शीतलन सुनिश्चित करता है |
| ड्राफ्ट कोण | गहराई के प्रति इंच 1° या उससे अधिक | निष्कासन को सुगम बनाता है |
| गेट का स्थान | महत्वपूर्ण क्षेत्रों से दूर, मोटे खंड | प्रवाह को बेहतर बनाता है, तनाव कम करता है |
| उतार | विभाजन रेखा के अनुदिश, 0.02-0.05 मिमी गहराई | गैस के निकलने की अनुमति देता है |
| शीतलन चैनल | समदूरस्थ या अनुरूप | एकसमान शीतलन सुनिश्चित करता है |
दीवार की एकसमान मोटाई डिजाइन का सबसे महत्वपूर्ण पहलू है।.सत्य
यह शीतलन दर और पुर्जों की अखंडता को सीधे प्रभावित करता है, जिससे यह डिजाइन का एक मूलभूत पहलू बन जाता है।.
उच्च तापमान वाले प्लास्टिक के लिए ड्राफ्ट एंगल अनावश्यक हैं।.असत्य
इंजेक्शन मोल्डिंग द्वारा निर्मित सभी पुर्जों के लिए ड्राफ्ट कोण आवश्यक हैं ताकि उन्हें सुचारू रूप से बाहर निकाला जा सके और क्षति को रोका जा सके।.
इंजेक्शन मोल्डिंग और अन्य विनिर्माण विधियों में से आप कैसे चुनाव करते हैं?
सही विनिर्माण प्रक्रिया का चयन उत्पादन मात्रा, पुर्जे की जटिलता और सामग्री की आवश्यकताओं जैसे कारकों पर निर्भर करता है। इंजेक्शन मोल्डिंग 8 अक्सर अधिक मात्रा में बनने वाले, जटिल पुर्जों के लिए सबसे अच्छा विकल्प होता है, लेकिन विभिन्न स्थितियों के लिए वैकल्पिक तरीके भी मौजूद हैं।
इंजेक्शन मोल्डिंग जटिल उच्च-तापमान भागों के उच्च मात्रा उत्पादन के लिए आदर्श है, जबकि सीएनसी मशीनिंग 9 या 3डी प्रिंटिंग प्रोटोटाइपिंग या कम मात्रा में उत्पादन के लिए बेहतर हो सकती है।

उत्पादन मात्रा
बड़े पैमाने पर उत्पादन के लिए, इंजेक्शन मोल्डिंग लागत प्रभावी है क्योंकि इसमें दोहराव की दर अधिक होती है और प्रति पार्ट लागत कम होती है। हालांकि, शुरुआती टूलिंग निवेश अधिक होता है, इसलिए यह छोटे बैचों के लिए कम उपयुक्त है।.
भाग जटिलता
इंजेक्शन मोल्डिंग जटिल आकृतियों को सटीक माप के साथ बनाने में उत्कृष्ट है। सरल पुर्जों के लिए, सीएनसी मशीनिंग अधिक किफायती हो सकती है, खासकर कम मात्रा में उत्पादन के लिए।.

सामग्री अनुकूलता
सभी विनिर्माण विधियाँ उच्च तापमान वाले प्लास्टिक को संभालने में सक्षम नहीं होती हैं। इंजेक्शन मोल्डिंग पीईईके और पीईआई जैसी सामग्रियों के लिए उपयुक्त है, जबकि 3 डी प्रिंटिंग के विकल्प सीमित हैं और अक्सर उनमें आवश्यक ताप प्रतिरोध की कमी होती है।
| कारक | अंतः क्षेपण ढलाई | सीएनसी मशीनिंग | 3डी प्रिंटिंग |
|---|---|---|---|
| आयतन | उच्च | कम | कम |
| जटिलता | उच्च | मध्यम | उच्च |
| सामग्री विकल्प | विस्तृत श्रृंखला | लिमिटेड | बहुत सीमित |
| उपकरणन लागत | उच्च | कम | कोई नहीं |
| प्रति-भाग लागत | कम (उच्च मात्रा) | उच्च | उच्च |
उच्च तापमान वाले पुर्जों के लिए इंजेक्शन मोल्डिंग हमेशा सबसे अच्छा विकल्प होता है।.असत्य
हालांकि कई अनुप्रयोगों के लिए प्रभावी होने के बावजूद, सीएनसी मशीनिंग जैसी अन्य विधियां प्रोटोटाइपिंग या छोटे उत्पादन के लिए अधिक लागत प्रभावी हो सकती हैं।.
3डी प्रिंटिंग उच्च तापमान वाले प्लास्टिक के लिए उपयुक्त नहीं है।.असत्य
कुछ 3डी प्रिंटिंग तकनीकें उच्च तापमान वाली सामग्रियों को संसाधित कर सकती हैं, लेकिन वे इंजेक्शन मोल्डिंग द्वारा निर्मित भागों के प्रदर्शन से मेल नहीं खा सकती हैं।.
उच्च तापमान वाले पुर्जों की इंजेक्शन मोल्डिंग में आम चुनौतियाँ क्या हैं?
उच्च तापमान वाले प्लास्टिक की इंजेक्शन मोल्डिंग में कुछ अनूठी चुनौतियाँ होती हैं जिनके लिए दोषों से बचने और पुर्जों की गुणवत्ता सुनिश्चित करने के लिए सावधानीपूर्वक प्रबंधन की आवश्यकता होती है।.
सामान्य चुनौतियों में सामग्री का क्षरण 11 , विकृति 12 , चमक और खराब आयामी स्थिरता 13 , जिनमें से सभी को उचित डिजाइन और प्रक्रिया नियंत्रण के माध्यम से कम किया जा सकता है।
सामग्री का क्षरण
उच्च प्रसंस्करण तापमान को यदि ठीक से नियंत्रित न किया जाए तो इससे ऊष्मीय क्षरण हो सकता है। इसके परिणामस्वरूप रंग में परिवर्तन, यांत्रिक गुणों में कमी या यहां तक कि पुर्जे की खराबी भी हो सकती है। सही बैरल और नोजल तापमान का उपयोग करना अत्यंत आवश्यक है।.
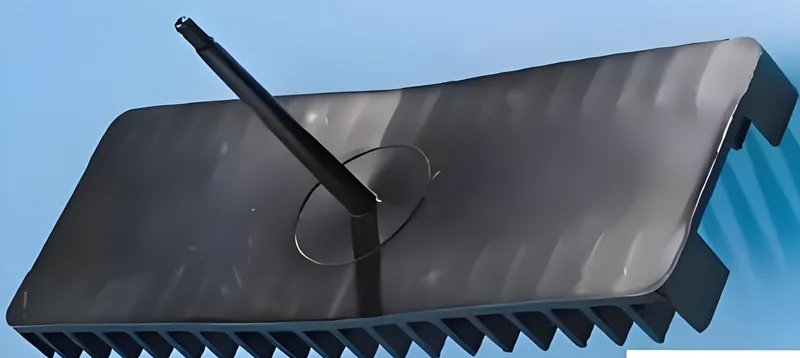
मुड़ने
कुछ उच्च तापमान वाले प्लास्टिकों की उच्च संकुचन दर के कारण, उनमें विकृति आना एक आम समस्या है। दीवार की मोटाई को एक समान बनाए रखना और शीतलन को अनुकूलित करना इस समस्या को कम करने में सहायक हो सकता है।.
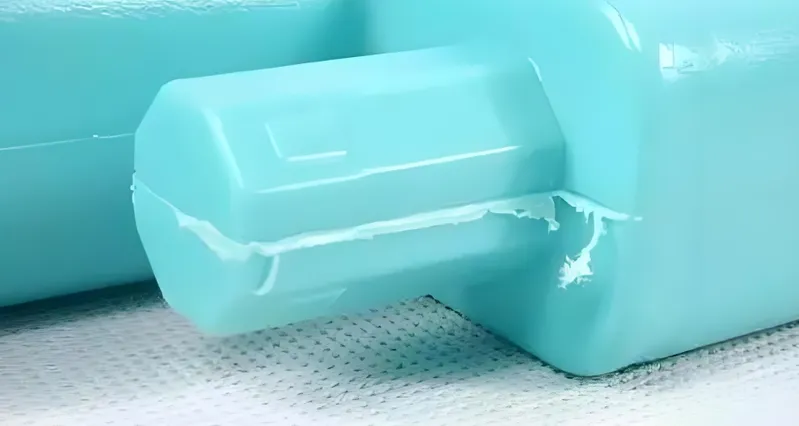
चमक
पीपीएस जैसी सामग्री में फ्लैशिंग की संभावना होती है, जिसमें अतिरिक्त सामग्री मोल्ड कैविटी से बाहर निकल जाती है। इसे रोकने के लिए इंजेक्शन दबाव और मोल्ड क्लैम्पिंग बल पर सटीक नियंत्रण आवश्यक है।.
आयामी स्थिरता
उच्च तापमान पर काम करने वाले प्लास्टिक में काफी सिकुड़न हो सकती है, जिससे आकार की सटीकता प्रभावित होती है। मोल्ड डिजाइन में सिकुड़न को ध्यान में रखते हुए और पीपीएस जैसे कम सिकुड़न दर वाले पदार्थों का उपयोग करने से टॉलरेंस बनाए रखने में मदद मिल सकती है।.
उच्च तापमान इंजेक्शन मोल्डिंग में विरूपण अपरिहार्य है।.असत्य
उचित डिजाइन और प्रक्रिया नियंत्रण से विकृति को कम किया जा सकता है या समाप्त किया जा सकता है।.
मानक प्लास्टिक की तुलना में उच्च तापमान वाले प्लास्टिक में फ्लैश की समस्या अधिक आम है।.सत्य
पीपीएस जैसी सामग्रियों की चिपचिपाहट उच्च तापमान पर कम होती है, जिससे अगर इनका ठीक से प्रबंधन न किया जाए तो विस्फोट का खतरा बढ़ जाता है।.
निष्कर्ष
उच्च तापमान वाले पुर्जों का इंजेक्शन मोल्डिंग एक जटिल लेकिन सही ढंग से किए जाने पर बेहद लाभदायक प्रक्रिया है। सामग्री के चयन, मोल्ड डिज़ाइन और प्रक्रिया अनुकूलन पर ध्यान केंद्रित करके, निर्माता ऐसे पुर्जे बना सकते हैं जो सबसे चुनौतीपूर्ण वातावरण में भी उत्कृष्ट प्रदर्शन करते हैं। चाहे आप एयरोस्पेस, ऑटोमोटिव या इलेक्ट्रॉनिक्स क्षेत्र में काम कर रहे हों, इन महत्वपूर्ण बातों को समझना आपके अगले प्रोजेक्ट में सफलता प्राप्त करने में सहायक होगा।.
-
यह संसाधन इस बात की जानकारी प्रदान करेगा कि सामग्री के गुणधर्म ढाले गए भागों के प्रदर्शन और स्थायित्व को कैसे प्रभावित करते हैं।. ↩
-
विभिन्न उद्योगों में उच्च तापमान वाले घटकों के प्रदर्शन को बेहतर बनाने वाली प्रभावी मोल्ड डिजाइन रणनीतियों के बारे में जानें।. ↩
-
यह लिंक इंजेक्शन मोल्डिंग के लिए सही सामग्री के चयन के बारे में जानकारी प्रदान करेगा, जो वांछित प्रदर्शन और स्थायित्व प्राप्त करने के लिए महत्वपूर्ण है।. ↩
-
उच्च तापमान पर इंजेक्शन मोल्डिंग की सफलता के लिए सर्वोत्तम प्रथाओं और तकनीकों को समझने के लिए इस संसाधन का अन्वेषण करें, जिससे गुणवत्ता और दक्षता सुनिश्चित हो सके।. ↩
-
उच्च तापमान वाले इंजेक्शन मोल्डिंग में विकृति को रोकने और समान शीतलन सुनिश्चित करने के लिए दीवार की एकसमान मोटाई को समझना अत्यंत महत्वपूर्ण है।. ↩
-
ड्राफ्ट कोणों की भूमिका का पता लगाने से आपको मोल्डिंग प्रक्रिया के दौरान पुर्जों को बाहर निकालने को अनुकूलित करने और क्षति को कम करने में मदद मिल सकती है।. ↩
-
मोल्ड किए गए पुर्जों में समान ऊष्मा अपव्यय प्राप्त करने और दोषों को रोकने के लिए शीतलन चैनल डिजाइन के बारे में सीखना आवश्यक है।. ↩
-
उच्च मात्रा में उत्पादन और जटिल पुर्जों के लिए इंजेक्शन मोल्डिंग के लाभों का पता लगाएं और देखें कि क्या यह आपकी आवश्यकताओं के लिए सही विकल्प है।. ↩
-
इंजेक्शन मोल्डिंग की तुलना में सीएनसी मशीनिंग के फायदे और सीमाओं के बारे में जानें, खासकर कम मात्रा में उत्पादन के लिए।. ↩
-
उच्च तापमान वाले अनुप्रयोगों के लिए 3डी प्रिंटिंग के उपयोग की चुनौतियों का पता लगाएं और वैकल्पिक विनिर्माण विधियों का अन्वेषण करें।. ↩
-
उच्च तापमान वाले अनुप्रयोगों में पुर्जों की गुणवत्ता बनाए रखने और विफलताओं को रोकने के लिए सामग्री के क्षरण को समझना अत्यंत महत्वपूर्ण है।. ↩
-
विरूपण की समस्या के समाधान खोजने से ढाले गए पुर्जों की गुणवत्ता और प्रदर्शन में सुधार हो सकता है, जिससे बेहतर अंतिम उत्पाद सुनिश्चित हो सकते हैं।. ↩
-
आयामी स्थिरता में सुधार करना सटीक सहनशीलता प्राप्त करने और ढाले गए घटकों की कार्यक्षमता को बढ़ाने की कुंजी है।. ↩





