

इंजेक्शन मोल्डिंग हमारे रोजमर्रा के जीवन को उन तरीकों से आकार देता है जिन्हें हम अक्सर नजरअंदाज कर देते हैं—आइए जानें कि यह प्लास्टिक की मोटाई को कैसे प्रभावित करता है!
इंजेक्शन मोल्डिंग प्रक्रिया में इंजेक्शन दबाव, समय, होल्डिंग दबाव, मोल्ड तापमान, पिघलने का तापमान और गेट डिज़ाइन जैसे कारकों के माध्यम से प्लास्टिक पार्ट की मोटाई पर महत्वपूर्ण प्रभाव पड़ता है। ये कारक फिल कैपेसिटी, सिकुड़न और एकरूपता को प्रभावित करते हैं, जो डिज़ाइन विनिर्देशों को प्राप्त करने के लिए महत्वपूर्ण हैं।.
लेकिन सतह के नीचे और भी बहुत कुछ है! आइए मेरे साथ उन सभी कारकों की गहराई से पड़ताल करें जो आपके डिज़ाइन और प्रक्रियाओं को बेहतर बनाने में मदद कर सकते हैं।.
अपर्याप्त इंजेक्शन दबाव के कारण प्लास्टिक के पुर्जे पतले हो जाते हैं।.सत्य
कम दबाव के कारण गुहा का अपूर्ण भराव होता है, जिससे भाग की मोटाई कम हो जाती है।.
पार्ट की मोटाई में इंजेक्शन प्रेशर की क्या भूमिका होती है?
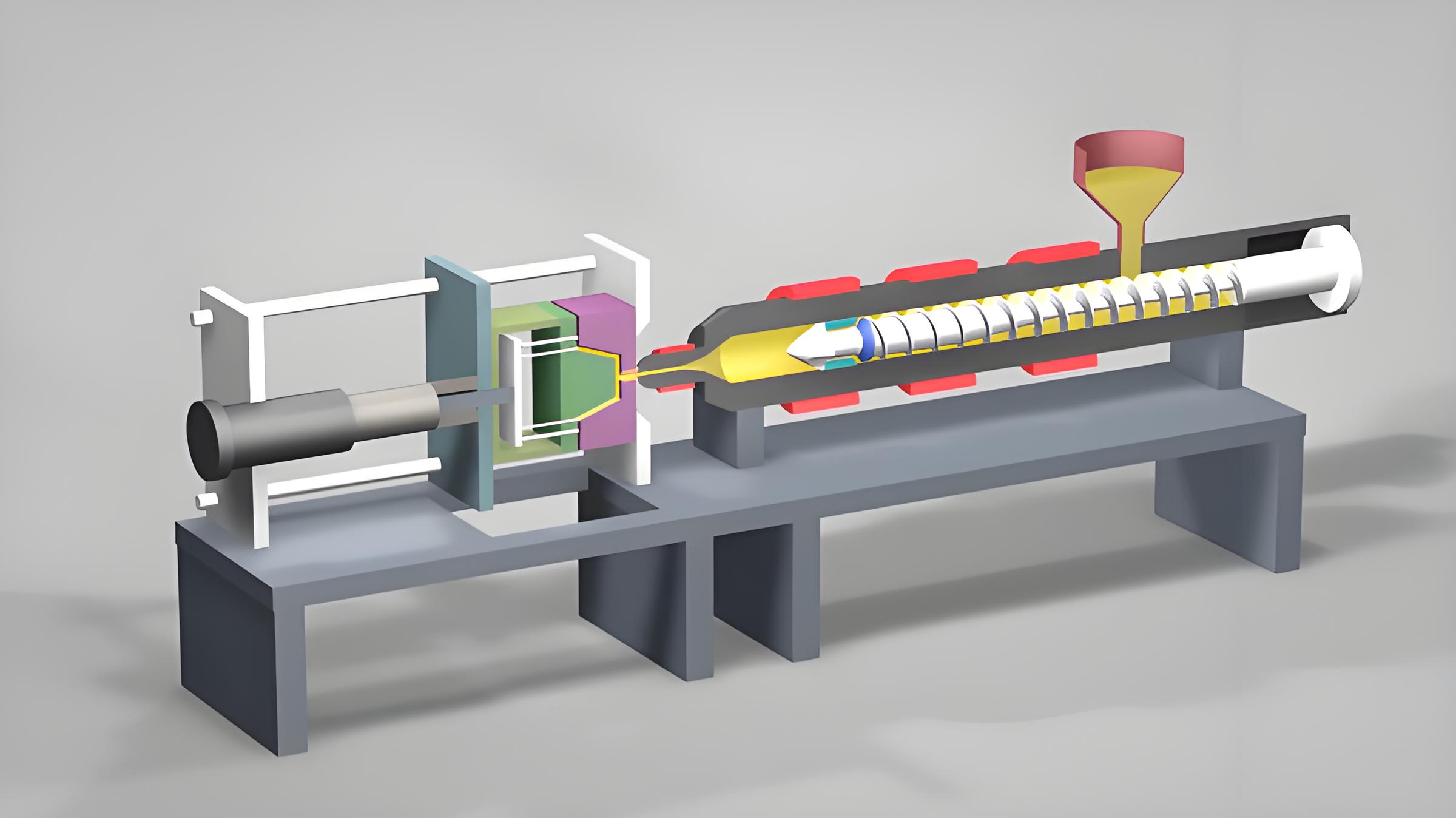
इंजेक्शन मोल्डिंग में प्लास्टिक के पुर्जों की मोटाई और गुणवत्ता को प्रभावित करने वाला एक महत्वपूर्ण पैरामीटर इंजेक्शन दबाव है।.
मोल्ड में पिघले हुए पदार्थ के प्रवाह को नियंत्रित करके इंजेक्शन का दबाव सीधे प्लास्टिक के पुर्जों की मोटाई को प्रभावित करता है। अपर्याप्त दबाव से पुर्जे पतले हो जाते हैं, खासकर जटिल क्षेत्रों में, जबकि अत्यधिक दबाव से स्थानीय रूप से पतलापन या फ्लैश जैसी खामियां उत्पन्न हो सकती हैं, जिससे पुर्जे की आयामी सटीकता प्रभावित होती है।.

इंजेक्शन दबाव को समझना
इंजेक्शन दबाव से तात्पर्य उस बल से है जो पिघले हुए प्लास्टिक को सांचे में डालते समय उस पर लगाया जाता है। यह दबाव निर्धारित करता है कि सांचा कितनी अच्छी तरह भरा गया है और परिणामस्वरूप, ढाले गए भाग की अंतिम मोटाई कितनी होगी।.
अपर्याप्त इंजेक्शन दबाव
जब इंजेक्शन का दबाव बहुत कम होता है, तो पिघला हुआ प्लास्टिक सांचे के पूरे भाग को भरने में कठिनाई महसूस करता है। यह समस्या विशेष रूप से गेट से दूर के क्षेत्रों में या जटिल डिज़ाइन वाले सांचों में स्पष्ट होती है। उदाहरण के लिए, कम इंजेक्शन दबाव के साथ बड़े पुर्जों के निर्माण से अपूर्ण भराव के कारण किनारों या केंद्र में मोटाई अपर्याप्त हो सकती है। इससे ऐसे पुर्जे बन सकते हैं जो डिज़ाइन विनिर्देशों को पूरा नहीं करते, जिससे प्रदर्शन और विश्वसनीयता प्रभावित होती है।.
अत्यधिक इंजेक्शन दबाव के प्रभाव
इसके विपरीत, अत्यधिक इंजेक्शन दबाव के कारण पिघला हुआ प्लास्टिक कैविटी से बहुत तेज़ी से गुजर सकता है। इस तीव्र गति के कारण पुर्जे के कमजोर हिस्सों में टूट-फूट जैसी समस्याएं उत्पन्न हो सकती हैं, जिसके परिणामस्वरूप किनारों पर पतलापन या फ्लैश जैसे दोष हो सकते हैं। ऐसी समस्याएं प्लास्टिक के पुर्जे की समग्र आयामी सटीकता को प्रभावित कर सकती हैं।.
इष्टतम मोटाई के लिए इंजेक्शन दबाव को संतुलित करना
मोल्ड डिजाइन¹ , जैसे कारकों पर सावधानीपूर्वक विचार करना आवश्यक है । इंजीनियरों को दोष उत्पन्न किए बिना एकसमान मोटाई सुनिश्चित करने वाले इष्टतम दबाव सेटिंग्स को निर्धारित करने के लिए गहन सिमुलेशन और परीक्षण करने चाहिए।
मोल्ड को कितनी अच्छी तरह और एकसमान रूप से भरा जाता है, इस पर प्रभाव डालकर, यह सुनिश्चित करने में इंजेक्शन दबाव महत्वपूर्ण भूमिका निभाता है कि पुर्जे अपने निर्धारित विनिर्देशों को पूरा करें। इस पैरामीटर को समझकर और सही ढंग से समायोजित करके, निर्माता एकसमान मोटाई और न्यूनतम दोषों वाले उच्च-गुणवत्ता वाले पुर्जे बना सकते हैं।.
उच्च इंजेक्शन दबाव के कारण फ्लैश दोष उत्पन्न होते हैं।.सत्य
अत्यधिक दबाव के कारण फ्लैश उत्पन्न हो सकता है, जिससे पुर्जे की सटीकता प्रभावित हो सकती है।.
कम इंजेक्शन दबाव एकसमान मोटाई सुनिश्चित करता है।.असत्य
अपर्याप्त दबाव के कारण अपूर्ण भराई और असमान मोटाई हो जाती है।.
दबाव और समय का मोटाई पर क्या प्रभाव पड़ता है?
इंजेक्शन मोल्डिंग में वांछित मोटाई प्राप्त करने के लिए दबाव और समय को बनाए रखने की भूमिका को समझना महत्वपूर्ण है।.
प्लास्टिक के पुर्जों की मोटाई निर्धारित करने में दबाव और समय दोनों ही महत्वपूर्ण भूमिका निभाते हैं। पर्याप्त दबाव से पिघला हुआ पदार्थ अच्छी तरह से दब जाता है, जिससे सिकुड़न कम होती है और आकार में सटीकता सुनिश्चित होती है। इसी प्रकार, पर्याप्त समय तक दबाव बनाए रखने से पदार्थ पूरी तरह से जम जाता है, जिससे सिकुड़न और गड्ढे जैसी खामियों को रोका जा सकता है। गुणवत्ता और दक्षता के बीच संतुलन बनाए रखने के लिए इन दोनों कारकों का सावधानीपूर्वक समायोजन आवश्यक है।.
दबाव बनाए रखने की भूमिका
प्रारंभिक इंजेक्शन चरण में मोल्ड कैविटी भर जाने के बाद दबाव बनाए रखा जाता है। यह दबाव सुनिश्चित करता है कि पिघला हुआ प्लास्टिक मोल्ड के अंदर अच्छी तरह से जमा रहे, जिससे पार्ट के ठंडा होने और जमने के दौरान होने वाले किसी भी संकुचन की भरपाई हो सके।.
-
अपर्याप्त होल्डिंग प्रेशर : जब होल्डिंग प्रेशर बहुत कम होता है, तो ठंडा होने के दौरान प्लास्टिक अत्यधिक सिकुड़ सकता है, जिससे पतले पुर्जे बनते हैं जो डिज़ाइन विनिर्देशों को पूरा नहीं कर पाते। यह समस्या गेट से दूर के क्षेत्रों में विशेष रूप से गंभीर होती है, जहाँ प्रेशर लॉस अधिक होता है। उदाहरण के लिए, बड़े ऑटोमोटिव कंपोनेंट्स में मोटाई में भिन्नता से बचने के लिए एकसमान प्रेशर की आवश्यकता होती है।
-
अत्यधिक दबाव : दूसरी ओर, अत्यधिक दबाव के कारण मोल्ड पर अत्यधिक बल लगने से फ्लैश जैसी समस्याएं उत्पन्न हो सकती हैं—जो मोल्ड की विभाजन रेखा के साथ अतिरिक्त सामग्री की एक पतली परत होती है। इससे प्लास्टिक के भीतर तनाव भी उत्पन्न हो सकता है, जिससे उत्पादन के बाद उसमें विकृति या दरारें आ सकती हैं।
होल्डिंग टाइम का महत्व
होल्डिंग टाइम यह निर्धारित करता है कि मोल्ड भरने के बाद कितनी देर तक होल्डिंग प्रेशर लगाया जाता है। यह सुनिश्चित करता है कि पार्ट तब तक अपना आकार और मोटाई बनाए रखे जब तक कि वह मोल्ड से निकालने के लिए पर्याप्त ठंडा न हो जाए।.
-
कम होल्डिंग समय : यदि होल्डिंग समय अपर्याप्त है, तो प्लास्टिक पूरी तरह से जमने से पहले ही सिकुड़ना शुरू हो सकता है, जिससे सिंक मार्क्स या रिक्त स्थान जैसी खामियां उत्पन्न हो सकती हैं, जो दिखावट और संरचनात्मक अखंडता दोनों को प्रभावित करती हैं।
-
तक रखने से आयामी स्थिरता बढ़ सकती है और मोटाई में भिन्नता कम हो सकती है, लेकिन इससे चक्र समय बढ़ने के कारण उत्पादन दक्षता भी कम हो सकती है। इसके अलावा, लंबे समय तक रखने से अवशिष्ट तनाव उत्पन्न हो सकते हैं, जिसके परिणामस्वरूप मोल्डिंग के बाद विकृति आ सकती है।
गुणवत्ता और दक्षता के बीच संतुलन
सर्वोत्तम परिणाम प्राप्त करने के लिए, निर्माताओं को दबाव बनाए रखने और समय को मोल्ड और पिघले हुए पदार्थ के तापमान जैसे अन्य मापदंडों के साथ संतुलित करना होगा। उदाहरण के लिए, उच्च तापमान पर दक्षता को प्रभावित किए बिना गुणवत्ता बनाए रखने के लिए दबाव और समय की सेटिंग्स में समायोजन की आवश्यकता हो सकती है।
उदाहरण तालिका: भंडारण मापदंडों का पुर्जे की गुणवत्ता पर प्रभाव
| पैरामीटर | कम सेटिंग प्रभाव | उच्च सेटिंग प्रभाव |
|---|---|---|
| दबाव बनाए रखना | सिकुड़न, पतले हिस्से | फ्लैश, आंतरिक तनाव |
| अपने पास रखने की अवधि | सिंक के निशान, रिक्त स्थान | चक्र समय में वृद्धि, अवशिष्ट तनाव |
निष्कर्षतः, इंजेक्शन मोल्डिंग में उच्च गुणवत्ता वाले प्लास्टिक घटकों के उत्पादन के लिए विशिष्ट सामग्री गुणों और पार्ट डिज़ाइन के आधार पर इन मापदंडों को सटीक रूप से समायोजित करना आवश्यक है। इन बारीकियों को समझकर, निर्माता परिणामों का बेहतर अनुमान लगा सकते हैं और प्रक्रियाओं को तदनुसार समायोजित कर सकते हैं।.
दबाव बनाए रखने से पुर्जों का सिकुड़ना कम हो जाता है।.सत्य
पर्याप्त दबाव बनाए रखने से पिघला हुआ पदार्थ संकुचित हो जाता है, जिससे सिकुड़न कम हो जाती है।.
लंबे समय तक भंडारण से उत्पादन क्षमता कम हो जाती है।.सत्य
लंबे समय तक रखने से चक्र समय बढ़ जाता है, जिससे दक्षता कम हो जाती है।.
मोटाई नियंत्रण के लिए मोल्ड का तापमान इतना महत्वपूर्ण क्यों है?
इंजेक्शन मोल्डिंग में मोल्ड का तापमान एक महत्वपूर्ण कारक है, जो प्लास्टिक के पुर्जों की मोटाई और गुणवत्ता को सीधे प्रभावित करता है।.
मोल्ड का तापमान, पिघलने की दर, तरलता और संकुचन को प्रभावित करके प्लास्टिक पार्ट की मोटाई पर असर डालता है। इष्टतम मोल्ड तापमान से मोटाई में एकरूपता सुनिश्चित होती है, जिससे असमान भराई या अत्यधिक संकुचन जैसे दोषों से बचा जा सकता है, जो डिज़ाइन विनिर्देशों और पार्ट के प्रदर्शन को प्रभावित कर सकते हैं।.
शीतलन और तरलता में साँचे के तापमान की भूमिका
मोल्ड 3 तापमान इस बात को निर्धारित करने में महत्वपूर्ण भूमिका निभाता है कि कैविटी में डालने के बाद प्लास्टिक पिघलकर कितनी जल्दी ठंडा होता है। यदि मोल्ड का तापमान बहुत कम है, तो पिघला हुआ पदार्थ तेजी से ठंडा हो जाता है, जिससे चिपचिपाहट बढ़ जाती है और तरलता कम हो जाती है। इससे पिघले हुए पदार्थ के लिए कैविटी को पूरी तरह से भरना मुश्किल हो जाता है, जिसके परिणामस्वरूप पतले खंड बनते हैं, खासकर मोल्ड के जटिल या दूरस्थ क्षेत्रों में।
इसके विपरीत, यदि मोल्ड का तापमान बहुत अधिक हो जाता है, तो इससे शीतलन प्रक्रिया धीमी हो जाती है। भरने के लिए यह भले ही फायदेमंद लगे, लेकिन मोल्ड के बाहर ठंडा होने पर इससे अत्यधिक संकुचन हो सकता है। इस तरह के संकुचन से अक्सर ऐसे पार्ट्स बनते हैं जिनकी मोटाई डिज़ाइन की गई मोटाई से अधिक हो जाती है, जिससे सौंदर्य और कार्यक्षमता दोनों प्रभावित होती हैं।.
सर्वोत्तम परिणामों के लिए मोल्ड के तापमान को संतुलित करना
प्लास्टिक के पुर्जे की मोटाई में एकरूपता सुनिश्चित करने के लिए सांचे के तापमान का सही संतुलन बनाए रखना अत्यंत महत्वपूर्ण है। आदर्श रूप से, सांचे का तापमान इतना अधिक होना चाहिए कि कैविटी पूरी तरह से भर जाए, लेकिन इतना कम भी होना चाहिए कि अत्यधिक सिकुड़न और उत्पादन प्रक्रिया में लगने वाला समय न बढ़े। यह संतुलन सुनिश्चित करता है कि पुर्जे का निर्माण डिजाइन विनिर्देशों के अनुरूप हो, बिना अनावश्यक सामग्री के उपयोग या उत्पादन लागत में वृद्धि के।.
| मोल्ड तापमान | भाग की मोटाई पर प्रभाव | संभावित समस्याएं |
|---|---|---|
| बहुत कम | पतले खंड; अपर्याप्त भराई | सामग्री की कमी, असमानता |
| इष्टतम | एकसमान मोटाई | स्थिर आयाम |
| बहुत ऊँचा | अत्यधिक मोटाई/सिकुड़न | लंबे चक्र, उच्च लागत |
उत्पादन चक्र और लागत पर प्रभाव
मोल्ड का इष्टतम तापमान बनाए रखना न केवल पुर्जों की गुणवत्ता को प्रभावित करता है, बल्कि उत्पादन क्षमता पर भी असर डालता है। आवश्यकता से अधिक तापमान होने पर ठंडा होने में अधिक समय लगता है, जिससे चक्र का समय बढ़ जाता है और ऊर्जा की खपत और उत्पादन लागत में वृद्धि होती है। वहीं दूसरी ओर, तापमान बहुत कम होने पर दोषों को ठीक करने के लिए अतिरिक्त प्रसंस्करण चरणों की आवश्यकता हो सकती है, जिससे लागत-प्रभावशीलता पर और भी बुरा असर पड़ता है।.
इन बारीकियों को समझने से निर्माताओं को न्यूनतम अपशिष्ट और लागत के साथ वांछित परिणाम प्राप्त करने के लिए अपनी इंजेक्शन मोल्डिंग प्रक्रियाओं को अनुकूलित करने में ।
सांचे का इष्टतम तापमान अत्यधिक सिकुड़न को रोकता है।.सत्य
सांचे का सही तापमान यह सुनिश्चित करता है कि पुर्जे अतिरिक्त सिकुड़न के बिना डिजाइन के अनुरूप हों।.
मोल्ड का उच्च तापमान उत्पादन लागत को कम करता है।.असत्य
उच्च तापमान चक्र के समय को बढ़ाता है, जिससे ऊर्जा की खपत और लागत बढ़ जाती है।.
गेट का डिज़ाइन मोटाई में एकरूपता को कैसे प्रभावित करता है?
इंजेक्शन मोल्डिंग द्वारा उत्पादित प्लास्टिक भागों में एकसमान मोटाई सुनिश्चित करने के लिए गेट डिजाइन महत्वपूर्ण है। एक अच्छी तरह से डिजाइन किया गया गेट प्रवाह और भराई को अनुकूलित कर सकता है।.
गेट का डिज़ाइन मोल्ड कैविटी के भीतर पिघले हुए प्लास्टिक के प्रवाह दर और वितरण को निर्धारित करके मोटाई की एकरूपता को प्रभावित करता है। गेट का उचित आकार और स्थान एकसमान प्रवाह सुनिश्चित करता है, जिससे अंतिम उत्पाद में मोटाई में भिन्नता नहीं आती।.

प्रवाह पर गेट के आकार का प्रभाव
इंजेक्शन मोल्डिंग प्रक्रिया में, गेट का आकार मोल्ड कैविटी में पिघले हुए प्लास्टिक के प्रवाह को नियंत्रित करने में महत्वपूर्ण भूमिका निभाता है। का गेट प्रवाह को सीमित करता है, जिससे पिघले हुए प्लास्टिक का प्रवेश धीमा हो जाता है और प्लास्टिक के पुर्जे पतले हो सकते हैं, खासकर गेट से दूर के क्षेत्रों में या जटिल ज्यामितियों में। दूसरी ओर, बड़े आकार का गेट अधिक मजबूत प्रवाह की अनुमति देता है, जिससे भराई बेहतर होती है और मोटाई की एकरूपता में सुधार हो सकता है।
| गेट का आकार | प्रभाव |
|---|---|
| छोटा | सीमित प्रवाह; पतले खंड |
| बड़ा | मजबूत प्रवाह; बेहतर एकरूपता |
एकरूपता के लिए गेट का इष्टतम स्थान निर्धारण
गेट की स्थिति भी उतनी ही महत्वपूर्ण है। गलत स्थान निर्धारण, जैसे कि गेट को किनारे या कोने के बहुत पास रखना, मोल्ड कैविटी के भीतर असमान प्रवाह पैटर्न का कारण बन सकता है। इस अनियमितता के कारण अक्सर पार्ट की मोटाई में अंतर आ जाता है। आदर्श रूप से, गेट को ऐसी स्थिति में रखा जाना चाहिए जो सममित फिलिंग को बढ़ावा दे, जिससे पूरे पार्ट में एकसमान दबाव और तापमान सुनिश्चित हो सके।.
उदाहरण के लिए, केंद्र में स्थित गेट एकसमान रेडियल प्रवाह प्राप्त करने में मदद करते हैं, जिससे दीवार की मोटाई में भिन्नता कम हो जाती है। जटिल भागों के लिए, संतुलित भराव बनाए रखने के लिए कई गेट या हॉट रनर सिस्टम का उपयोग किया जा सकता है।.
कई कारकों को संतुलित करना
गेट डिज़ाइन महत्वपूर्ण है, लेकिन इसे इंजेक्शन दबाव और मोल्ड तापमान जैसे अन्य कारकों के साथ ध्यान में रखना आवश्यक है। उच्च गलनांक तापमान 6 तरलता बढ़ाकर छोटे गेट आकार की भरपाई कर सकता है, लेकिन यदि इसे सही ढंग से प्रबंधित नहीं किया जाता है तो इससे सामग्री के क्षरण का खतरा भी होता है। इसके विपरीत, कम तापमान पर पुर्जे की गुणवत्ता से समझौता किए बिना समान परिणाम प्राप्त करने के लिए बड़े गेट की आवश्यकता हो सकती है।
केस स्टडी: बड़े पुर्जों की इंजेक्शन मोल्डिंग
एक ऐसे परिदृश्य पर विचार करें जहां एक बड़े प्लास्टिक पार्ट का उत्पादन छोटे गेट आकार के साथ किया जाता है। सीमित प्रवाह के कारण अपर्याप्त भराई हो सकती है, जिससे किनारों पर पतले खंड बन सकते हैं। गेट को बड़े आकार में पुन: डिज़ाइन करके या उसे अधिक केंद्रीय स्थिति में स्थानांतरित करके, निर्माता पार्ट में मोटाई की एकरूपता को बेहतर बना सकते हैं।.
निष्कर्षतः, इंजेक्शन मोल्डिंग द्वारा निर्मित भागों में एकसमान मोटाई प्राप्त करने के लिए गेट के आकार और स्थान का सावधानीपूर्वक निर्धारण अत्यंत महत्वपूर्ण है। इन कारकों को अनुकूलित करने से प्रवाह की गतिशीलता पर बेहतर नियंत्रण सुनिश्चित होता है और तैयार उत्पाद की गुणवत्ता में सुधार होता है।.
बड़े गेट के आकार से मोटाई की एकरूपता में सुधार होता है।.सत्य
बड़े गेट के आकार से मजबूत प्रवाह सुनिश्चित होता है, जिससे भराई और एकरूपता बढ़ती है।.
गेट की गलत जगह लगाने से प्रवाह का पैटर्न अनियमित हो जाता है।.असत्य
गलत तरीके से रखने पर प्रवाह अनियमित हो जाता है, जिसके परिणामस्वरूप मोटाई में अंतर आ जाता है।.
निष्कर्ष
इंजेक्शन मोल्डिंग के इन पहलुओं में महारत हासिल करने से आपके प्लास्टिक पार्ट्स की गुणवत्ता में काफी सुधार हो सकता है। इन जानकारियों को अपनाकर अपने डिज़ाइनों को नई ऊंचाइयों तक ले जाएं!
-
मोल्ड डिजाइन की जटिलताएं फिलिंग की गुणवत्ता को प्रभावित करती हैं, जिससे अंतिम पार्ट की मोटाई पर असर पड़ता है। मोल्ड की गुणवत्ता और बनावट इंजेक्शन मोल्डर्स को उच्च सहनशीलता सुनिश्चित करने, दोषों की पहचान करने, सटीकता बनाए रखने, सही कच्चे माल का चयन करने आदि में सक्षम बनाती है। ↩
-
जानिए दबाव बनाए रखने से प्लास्टिक के पुर्जों की स्थिरता कैसे प्रभावित होती है: दबाव बनाए रखने का मतलब है कि इंजेक्शन के बाद पेंच तुरंत पीछे नहीं हटता बल्कि पिघले हुए पदार्थ पर लगातार दबाव डालता रहता है… ↩
-
सटीक पार्ट मोल्डिंग के लिए इष्टतम तापमान निर्धारित करने के बारे में जानें: 50℃ पर इष्टतम सेटिंग संतुलित प्रवाह और ठोसकरण सुनिश्चित करती है। … पीपीएस उच्च तापमान सहन कर सकता है, जिससे यह कठिन अनुप्रयोगों के लिए उपयुक्त है। पीओएम, … ↩
-
गुणवत्ता बनाए रखते हुए लागत कम करने के तरीकों का पता लगाएं: इंजेक्शन मोल्डिंग की लागत कम करने के 9 सुझाव… जैसा कि चित्र में दिखाया गया है, कोर कैविटी का उपयोग ऊंची दीवारों और रिब्ड सतहों को मोल्ड करने का एक लागत प्रभावी तरीका हो सकता है।. ↩
-
जानिए कैसे गेट का आकार सीधे तौर पर प्लास्टिक के प्रवाह और पार्ट की एकरूपता को प्रभावित करता है: ऐसा इसलिए है क्योंकि गेट का आकार उस कतरनी तनाव को निर्धारित करता है जिसका अनुभव पिघला हुआ प्लास्टिक आपके पार्ट को भरते समय करेगा।. ↩
-
इष्टतम परिणामों के लिए गेट डिज़ाइन के साथ मेल्ट तापमान को संतुलित करने के बारे में जानें: उच्च मेल्ट तापमान और निम्न मोल्ड तापमान का यह अनुपात अक्सर पार्ट के गुणों में कमी और अस्थिरता का कारण बनता है।. ↩






