

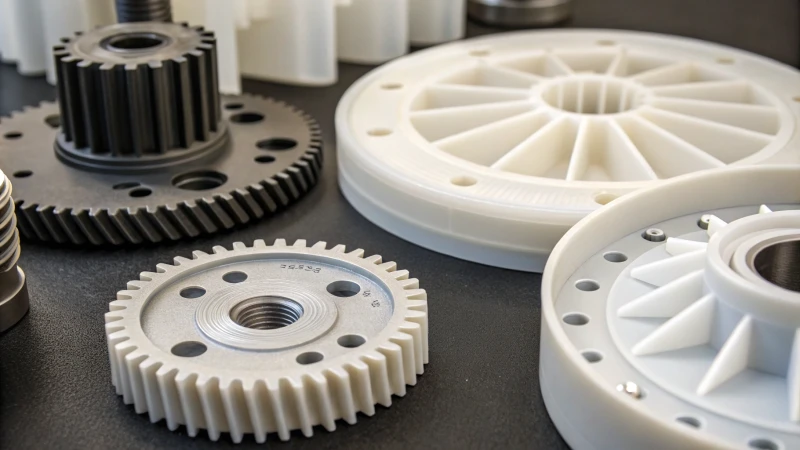
सांचे में ढले उत्पादों में छोटी-छोटी खामियां अक्सर सब कुछ खराब कर देती हैं। केक बनाने की कल्पना कीजिए। बस एक गलती से सब कुछ बिगड़ जाता है।.
इंजेक्शन मोल्डिंग में अक्सर फ्लैश, सिकुड़न, वेल्ड के निशान, फ्लो मार्क्स और सिल्वर स्ट्रीक्स जैसी समस्याएं आती हैं। ये दोष अक्सर दिखाई देते हैं। समस्याएं अत्यधिक दबाव, अलग-अलग मोटाई वाली दीवारों, खराब जोड़ या मोल्ड प्रक्रिया के दौरान फंसी गैसों के कारण उत्पन्न होती हैं। इन समस्याओं से उत्पाद की गुणवत्ता और कार्यक्षमता कम हो जाती है। गुणवत्ता प्रभावित होती है और कार्यक्षमता घट जाती है।.
जब मैंने मोल्ड उद्योग में अपना सफर शुरू किया, तो इंजेक्शन मोल्डिंग से बनी वस्तुओं में दिखने वाली खामियां एक अंतहीन पहेली की तरह लगती थीं। हर खामी मोल्डिंग प्रक्रिया के दौरान आवश्यक सावधानीपूर्वक संतुलन के बारे में कुछ नया बताती थी। फ्लैश तब होता है जब बहुत अधिक दबाव या किसी गैप के कारण प्लास्टिक मोल्ड से बाहर फैल जाता है। यह केक पर बहुत अधिक आइसिंग निचोड़ने जैसा है। सिकुड़न के कारण पड़ने वाले गड्ढे मुझे याद दिलाते हैं कि कैसे कभी-कभी कुकीज़ असमान रूप से ठंडी होती हैं, जिससे उभार बन जाते हैं। दोनों ही असमान वितरण के कारण होते हैं।.
वेल्ड के निशान तब दिखाई देते हैं जब गर्म प्लास्टिक की अलग-अलग धाराएँ मिलती हैं लेकिन आपस में अच्छी तरह से नहीं मिलतीं, जैसे कि दो रंगों के पेंट को मिलाने पर धारियाँ बन जाती हैं। इसी तरह, प्रवाह के निशान तब बनते हैं जब प्लास्टिक साँचे से सुचारू रूप से नहीं गुजरता, जिससे लहरदार पैटर्न बन जाता है।.
चांदी जैसी धारियाँ एक और चुनौती हैं। नमी या धुएँ के प्रवेश करने पर ये परेशान करने वाली गैस की धारियाँ दिखाई देती हैं। ये आपके प्रयासों को धता बताती हैं। पैनी नज़र और तापमान, दबाव या सामग्री की तैयारी में सावधानीपूर्वक बदलाव करके इन खामियों को उत्पाद के रूप और कार्य को नुकसान पहुँचाने से रोका जा सकता है। इन दोषों का अनुमान लगाना और उन्हें ठीक करना वास्तव में ज़रूरी है। इन्हें जानना जितना महत्वपूर्ण है, इनसे निपटना सीखना भी उतना ही महत्वपूर्ण है, ताकि प्रत्येक उत्पाद उन उच्च मानकों को पूरा कर सके जो हमने शायद खुद के लिए निर्धारित किए हैं।.
मोल्डिंग में अत्यधिक दबाव के कारण फ्लैशिंग होती है।.सत्य
अतिरिक्त सामग्री के सांचे से बाहर निकलने के कारण फ्लैश उत्पन्न होता है।.
दीवार की मोटाई में भिन्नता से संकुचन अप्रभावित रहता है।.असत्य
दीवार की मोटाई में असमानता से सिकुड़न प्रभावित हो सकती है, जिससे शीतलन पर असर पड़ता है।.
फ्लैश इंजेक्शन मोल्डिंग उत्पादों को कैसे प्रभावित करता है?
प्लास्टिक उत्पादों में कभी-कभी कुछ उभरे हुए हिस्से रह जाते हैं जो परेशान करते हैं। कारखाने प्लास्टिक की वस्तुओं को आकार देने के लिए सांचों का उपयोग करते हैं। लेकिन, जब सांचा पूरी तरह से फिट नहीं बैठता, तो अतिरिक्त हिस्से बन जाते हैं। इन्हें "फ्लैश" कहा जाता है। फ्लैश अक्सर होता है। मशीनें फ्लैश के अधिकांश हिस्से को काट देती हैं, लेकिन फिर भी छोटे-छोटे टुकड़े रह जाते हैं। कारखाने कभी-कभी जल्दबाजी करते हैं, जिससे और भी टुकड़े उभर जाते हैं। खराब या घिसे हुए सांचे भी इस समस्या का कारण बनते हैं। गुणवत्ता जांच से बचे हुए हिस्से कम हो जाते हैं, लेकिन सभी बच नहीं पाते।.
इंजेक्शन मोल्डिंग से बने उत्पादों में दिखने वाला अतिरिक्त प्लास्टिक 'फ्लैश' होता है, जो उत्पाद की दिखावट को खराब कर देता है। श्रमिकों को इसे काटकर हटाना पड़ता है, जिससे उत्पादन लागत बढ़ जाती है। अत्यधिक इंजेक्शन दबाव इसका कारण बनता है। मोल्ड का गलत संरेखण भी फ्लैश का कारण बनता है। यह असेंबली को प्रभावित करता है और उत्पाद की गुणवत्ता पर बुरा असर डालता है।.

दिखावट पर फ्लैश का प्रभाव
फ्लैश, इंजेक्शन प्रक्रिया के दौरान मोल्ड से निकलने वाले प्लास्टिक का अतिप्रवाह है। यह दोष आमतौर पर अत्यधिक इंजेक्शन दबाव, अपर्याप्त क्लैम्पिंग बल या असमान मोल्ड पार्टिंग सतह 1 । जब मोल्ड दबाव को सहन नहीं कर पाता, तो प्लास्टिक दरारों से बाहर निकल जाता है, ठीक वैसे ही जैसे टूटे हुए बांध से पानी बह निकलता है।
| कारण | विवरण |
|---|---|
| अत्यधिक दबाव | उच्च दबाव के कारण प्लास्टिक पिघलकर दरारों से बाहर निकल जाता है।. |
| अपर्याप्त क्लैम्पिंग | कमजोर क्लैम्पिंग से प्लास्टिक का रिसाव हो सकता है।. |
| सांचे की सतह असमान है | सतहों के गलत संरेखण से फ्लैश बनने के लिए अंतराल उत्पन्न होते हैं।. |
आर्थिक और कार्यात्मक प्रभाव
फ्लैश की मौजूदगी न केवल उत्पाद की दिखावट को खराब करती है, बल्कि अतिरिक्त ट्रिमिंग प्रक्रिया की भी आवश्यकता पैदा करती है, जिससे उत्पादन लागत बढ़ जाती है। यह दोष उत्पादों की असेंबली प्रक्रिया को भी बाधित कर सकता है, विशेष रूप से उपभोक्ता इलेक्ट्रॉनिक्स जैसे सटीक फिटिंग की आवश्यकता वाले उत्पादों में। उदाहरण के लिए, जैकी 2 को निर्बाध असेंबली सुनिश्चित करने के लिए मोल्ड डिज़ाइन करते समय संभावित फ्लैश का ध्यान रखना चाहिए।
| प्रभाव | विवरण |
|---|---|
| बढ़ी हुई लागत | अतिरिक्त छंटाई से उत्पादन लागत बढ़ जाती है।. |
| असेंबली संबंधी मुद्दे | अतिरिक्त सामग्री के कारण असेंबली के दौरान विसंगतियां उत्पन्न हो गईं।. |
रोकथाम और कमी के तरीके
फ्लैश को रोकना मैराथन की तैयारी करने जैसा है – इसके लिए अच्छी योजना और रखरखाव ज़रूरी है। मशीनों का नियमित कैलिब्रेशन बहुत मददगार होता है; यात्रा से पहले अपने उपकरणों को पूरी तरह से ट्यून करने के बारे में सोचें – यह मोल्ड को एडजस्ट करने जैसा ही है। सही अलाइनमेंट और प्रेशर कंट्रोल से उन अप्रिय ओवरफ्लो को रोका जा सकता है।.
फ्लैशिंग को रोकने के लिए, निर्माताओं को इष्टतम इंजेक्शन दबाव बनाए रखने और मोल्ड भागों के उचित संरेखण को सुनिश्चित करने पर ध्यान देना चाहिए। दोषों को कम करने के लिए उपकरणों का नियमित रखरखाव और अंशांकन अत्यंत महत्वपूर्ण है।.
| रणनीति | फ़ायदा |
|---|---|
| नियमित अंशांकन | यह सुनिश्चित करता है कि उपकरण आदर्श सेटिंग्स पर काम करे।. |
| समुचित संरेखण | फ्लैश बनने की संभावना को कम करता है।. |
| दबाव नियंत्रण | सामग्री का निरंतर प्रवाह बनाए रखता है, जिससे अतिप्रवाह को रोका जा सकता है।. |
इन विधियों को समझने से जैकी 3 और मेरे जैसे डिजाइनरों को डिजाइनों को स्मार्ट तरीके से समायोजित करने में मदद मिलती है, जिससे यह सुनिश्चित होता है कि हमारे उत्पाद अच्छे दिखें और अनावश्यक अतिरिक्त चीजों के बिना ठीक से काम करें।
मोल्डिंग में फ्लैश से उत्पादन लागत बढ़ जाती है।.सत्य
फ्लैश में अतिरिक्त एडिटिंग की आवश्यकता होती है, जिससे उत्पादन लागत बढ़ जाती है।.
सांचे की असमान सतहें फ्लैश बनने से रोकती हैं।.असत्य
सतहों के गलत संरेखण से अंतराल उत्पन्न होते हैं, जिससे फ्लैश का निर्माण होता है।.
इंजेक्शन मोल्डिंग में सिकुड़न चिंता का विषय क्यों है?
क्या आपने कभी सोचा है कि इंजेक्शन मोल्डिंग से बने पुर्जे कभी-कभी डिज़ाइन विनिर्देशों से अलग क्यों होते हैं? सिकुड़न अक्सर इस समस्या का कारण बनती है। इससे गुणवत्ता प्रभावित हो सकती है। गुणवत्ता बहुत मायने रखती है।.
इंजेक्शन मोल्डिंग में संकुचन असमान शीतलन और सामग्री के सिकुड़ने के कारण होता है। ये कारक आकार की सटीकता और दिखावट को प्रभावित करते हैं। इससे धब्बों जैसी खामियां उत्पन्न हो सकती हैं। मोल्ड डिज़ाइन को अनुकूलित करने और सही सामग्री का चयन करने से इन समस्याओं को काफी हद तक कम किया जा सकता है। संकुचन से होने वाली समस्याएं आम हैं।.

इंजेक्शन मोल्डिंग में संकुचन को समझना
ज़रा कल्पना कीजिए: आपने एक उत्तम पुर्जे को डिज़ाइन करने में बहुत समय लगाया, लेकिन जब वह सांचे से निकला तो थोड़ा अलग दिखाई दिया। यही संकुचन (श्रिंकेज ) । यह तब होता है जब प्लास्टिक, जो पहले गर्म और तरल अवस्था में होता है, सांचे में जाता है और फिर ठंडा होकर सख्त हो जाता है। ठंडा होने पर यह छोटा हो जाता है। ऐसा कई कारणों से हो सकता है, जैसे कि उपयोग की गई सामग्री का प्रकार, सांचे का डिज़ाइन और सामग्री के ठंडा होने की गति।
सिकुड़न के कारण
सिकुड़न का मुख्य कारण ऊष्मीय संकुचन है। पॉलिमर ठंडा होने पर सिकुड़ जाते हैं। केक पकाने का उदाहरण लीजिए। अलग-अलग मोटाई वाले केक असमान रूप से पकते हैं। यहाँ, मोटे हिस्से धीरे-धीरे ठंडे होते हैं और अधिक सिकुड़ जाते हैं। इससे गड्ढे बन सकते हैं। सामग्री का प्रकार भी मायने रखता है; क्रिस्टलीय प्लास्टिक अनाकार प्लास्टिक की तुलना में अधिक सिकुड़ते हैं।.
| सामग्री प्रकार | सामान्य संकुचन दर |
|---|---|
| अनाकार प्लास्टिक | 0.5% – 1% |
| क्रिस्टलीय प्लास्टिक | 1.5% – 2% |
उत्पाद की गुणवत्ता पर प्रभाव
सिकुड़न का असर सिर्फ दिखावट पर ही नहीं पड़ता। एक चमकदार कार के इंटीरियर की कल्पना कीजिए, जहाँ हर सतह एकदम सही दिखनी चाहिए। एक छोटा सा डेंट भी उसकी खूबसूरती बिगाड़ सकता है और संभवतः पुर्जों की असेंबली को भी प्रभावित कर सकता है। इस तरह की खामी से महंगे सुधार करवाने पड़ सकते हैं और उत्पादन धीमा हो सकता है।.
सिकुड़न को कम करना
खुशखबरी है! स्मार्ट डिज़ाइन और सही सामग्रियों से सिकुड़न कम होती है। दीवार की मोटाई एक समान रखने या शीतलन गति को बदलने से काफी मदद मिलती है। मोल्ड तापमान नियंत्रण प्रणाली जैसी आधुनिक तकनीकें शीतलन नियंत्रण को बेहतर बनाती हैं।.
अधिक विस्तृत रणनीतियों के लिए, मोल्ड डिज़ाइन विशेषज्ञ से परामर्श करने से विशिष्ट उत्पादन चुनौतियों के लिए अनुकूलित समाधान मिल सकते हैं। याद रखें कि मोल्ड डिज़ाइन से लेकर सामग्री चयन तक, हर कारक संकुचन को अलग-अलग तरीके से प्रभावित करेगा, जिससे सफल इंजेक्शन मोल्डिंग के लिए सक्रिय योजना बनाना आवश्यक हो जाता है ।
क्रिस्टलीय प्लास्टिक, अनाकार प्लास्टिक की तुलना में अधिक सिकुड़ते हैं।.सत्य
क्रिस्टलीय प्लास्टिक में अक्रिस्टलीय प्लास्टिक की तुलना में संकुचन दर अधिक होती है, जो 1.5%-2% तक होती है।.
दीवार की एकसमान मोटाई इंजेक्शन मोल्डिंग में सिकुड़न को कम करती है।.सत्य
दीवार की एकसमान मोटाई एक समान शीतलन सुनिश्चित करती है, जिससे असमान संकुचन कम से कम होता है।.
वेल्ड के निशान कैसे बनते हैं और उन्हें रोकने के लिए क्या किया जा सकता है?
क्या आपने कभी किसी प्लास्टिक की वस्तु को घूरकर देखा है और उस पर बनी अजीबोगरीब रेखाओं पर सवाल उठाया है जो उसकी सुंदरता को बिगाड़ रही हैं?
जब गर्म प्लास्टिक सांचे में अलग-अलग रास्तों से गुजरता है और फिर आपस में मिलता है, तो वेल्डिंग के निशान दिखाई देते हैं। इससे कमजोर धब्बे बन जाते हैं। सांचे के डिज़ाइन में बदलाव करने से इन्हें बनने से रोका जा सकता है। प्रोसेसिंग सेटिंग्स में बदलाव करने से भी ये निशान कम हो जाते हैं। सामग्री की गुणवत्ता में निरंतरता बहुत महत्वपूर्ण है।.
वेल्ड मार्क्स के निर्माण को समझना
एक कल्पना कीजिए: एक प्रोजेक्ट में सटीकता और पूर्णता की आवश्यकता होती है। अचानक, सतह पर एक रेखा दिखाई देती है - एक वेल्डिंग का निशान। यह ठीक वैसा ही है जैसे दीवार पर पेंट करते समय रोलर के छूट जाने से एक लकीर बन जाती है। वेल्डिंग के निशान तब बनते हैं जब सांचे में पिघला हुआ प्लास्टिक बाधाओं से टकराता है और धाराओं में बंट जाता है, फिर अपूर्ण रूप से एक साथ आता है। यह अक्सर जटिल आकृतियों या छेदों वाले डिज़ाइनों में होता है।.
यहां कारणों :
| कारण | विवरण |
|---|---|
| मोल्ड डिजाइन | जटिल ज्यामिति या पतली दीवारें पिघले हुए पदार्थ के अनुचित रूप से विभाजित होने और पुनः जुड़ने का कारण बन सकती हैं।. |
| सामग्री प्रवाह दर | प्रवाह की असमान दरें प्लास्टिक की धाराओं के असंगत विलय का कारण बनती हैं।. |
| पिघलने का तापमान | कम तापमान के कारण जंक्शन पर आणविक श्रृंखलाओं का संलयन खराब होता है।. |
वेल्ड के निशानों को रोकने के तरीके
मुझे भी इस समस्या का सामना करना पड़ा है, देर रात डिज़ाइन में बदलाव करना, यह समझना कि छोटे-छोटे बदलाव भी परिणामों पर कितना असर डालते हैं। ये तकनीकें मेरे लिए कारगर साबित हुईं:
-
मोल्ड डिज़ाइन में सुधार करें
- प्रवाह विभाजन को कम करने के लिए आकृतियों को सरल बनाएं।.
- पानी के समान प्रवाह के लिए संतुलित रनर और गेट का उपयोग करें।.
- फंसी हुई हवा को बाहर निकालने के लिए वेंटिंग सिस्टम लगाएं।.
-
प्रोसेसिंग सेटिंग्स बदलें
- प्रवाह रुकने की समस्या को कम करने के लिए इंजेक्शन की गति बढ़ाएं।.
- सर्वोत्तम संलयन के लिए उचित गलनांक तापमान सुनिश्चित करें।.
- स्थिर प्रवाह के लिए इंजेक्शन दबाव 6 को देखें
-
सामग्री की गुणवत्ता बनाए रखें
- एकसमान गुणों वाले उच्च गुणवत्ता वाले प्लास्टिक का प्रयोग करें।.
- असमान गलनांक वाले पुनर्चक्रित पदार्थों से बचें।.
- गैस के धब्बे पड़ने से रोकने के लिए प्लास्टिक को सूखा रखें, क्योंकि ये धब्बे वेल्ड के निशानों को और खराब कर देते हैं।.
मोल्ड डिज़ाइन सिद्धांत 7 देखने का सुझाव देता हूँ । ये विचार संभवतः आपकी उत्पादन विधियों को बेहतर बनाएंगे और आपके काम की गुणवत्ता को बढ़ाएंगे।
कम गलनांक तापमान के कारण वेल्ड के निशानों में संलयन खराब होता है।.सत्य
कम तापमान के कारण जंक्शनों पर आणविक संलयन अपूर्ण हो जाता है।.
उच्च गुणवत्ता वाले प्लास्टिक के इस्तेमाल से वेल्ड के निशान बनने की संभावना बढ़ जाती है।.असत्य
एकसमान गुणों वाला उच्च गुणवत्ता वाला प्लास्टिक वेल्डिंग के निशानों को कम करता है।.
चांदी की धारियाँ उत्पाद की पारदर्शिता को कैसे प्रभावित करती हैं?
क्या आपने कभी पारदर्शी प्लास्टिक की वस्तुओं पर वे परेशान करने वाली चांदी जैसी रेखाएं देखी हैं? वे न केवल भद्दी होती हैं बल्कि पारदर्शिता को भी खराब कर देती हैं।.
मोल्ड किए गए प्लास्टिक में दिखने वाली चांदी जैसी रेखाएं अंदर मौजूद नमी या गैसों के कारण होती हैं। ये रेखाएं प्लास्टिक की पारदर्शिता को कम कर देती हैं। इन समस्याओं को हल करने के लिए सुखाने की प्रक्रिया में सुधार और मोल्डिंग विधियों में बदलाव की आवश्यकता है। बेहतर प्रक्रियाओं से अधिक पारदर्शी प्लास्टिक प्राप्त होता है।.
सिल्वर स्ट्रीक्स को समझना
पारदर्शी प्लास्टिक पर दिखने वाली चांदी जैसी धारियाँ उसे खराब कर देती हैं। कार्यशाला में ये धारियाँ सबको परेशान करती हैं। ये धारियाँ प्लास्टिक में मौजूद नमी और गैसों के कारण बनती हैं। प्लास्टिक के गर्म होने पर ये तत्व वाष्प में परिवर्तित हो जाते हैं और पिघले हुए प्लास्टिक के साथ बहने लगते हैं। फिर, वे सतह पर पहुँचकर धारियाँ बना लेते हैं, जो पारदर्शी वस्तुओं पर विशेष रूप से दिखाई देती हैं।.
चांदी जैसी धारियों के कारण
कच्चे माल में नमी मुख्य समस्या है। कल्पना कीजिए कि आपके स्नीकर्स गीले और फफूंदी लगे हुए हैं क्योंकि आप उन्हें सुखाना भूल गए थे। प्लास्टिक के साथ भी ऐसा ही होता है। अगर प्लास्टिक के दानों को इस्तेमाल से पहले अच्छी तरह से नहीं सुखाया जाता है, तो समस्याएं उत्पन्न होती हैं। अत्यधिक गर्मी के कारण कुछ प्लास्टिक टूट जाते हैं और गैसें छोड़ते हैं जिससे धारियाँ बन जाती हैं।.
-
मोल्ड का डिज़ाइन और तापमान:
खराब मोल्ड डिज़ाइन इस समस्या को और बढ़ा देता है। अगर मोल्ड बहुत ठंडा हो, तो इससे मिश्रण का बहाव असमान हो जाता है, जैसे किसी गाढ़े स्मूदी को पतले स्ट्रॉ से डालने की कोशिश करना।कारक विवरण सामग्री नमी अपर्याप्त सुखाने से पिघलने के दौरान गैस का निर्माण होता है।. उच्च तापमान अत्यधिक गर्मी से प्लास्टिक विघटित हो जाता है, जिससे गैसें उत्पन्न होती हैं।. मोल्ड डिजाइन अपर्याप्त शीतलन चैनलों के कारण गैसें फंस सकती हैं।.
पारदर्शिता पर प्रभाव
स्पष्टता महत्वपूर्ण है। चांदी की धारियाँ दिखावट और कार्यक्षमता दोनों को खराब कर देती हैं। लेंस या पारदर्शी डिब्बों जैसे उत्पाद बिल्कुल सही होने चाहिए। छोटी-मोटी खामियाँ भी बड़ी समस्याएँ पैदा कर सकती हैं।.
-
उपभोक्ता की धारणा:
किसी को भी नई चीज़ों में खामी ढूंढना पसंद नहीं होता। दाग-धब्बे उत्पादों को सस्ता दिखाते हैं। यह सोच ब्रांड की प्रतिष्ठा और ग्राहक संतुष्टि को नुकसान पहुंचाती है। -
कार्यात्मक अखंडता:
चिकित्सा उपकरण या कार के पुर्जों जैसे स्पष्ट भागों की आवश्यकता वाले क्षेत्रों में, धारियाँ गंभीर समस्याएँ पैदा करती हैं। वे उत्पाद के कार्य करने के तरीके को नुकसान पहुँचा सकती हैं।
सिल्वर स्ट्रीक्स को कम करना
धब्बे पड़ने से बचने के लिए, निर्माताओं को सामग्रियों को पूरी तरह सुखाना चाहिए। इसे ऐसे समझें जैसे कपड़े मोड़ने से पहले उन्हें अच्छी तरह सुखाना ज़रूरी है, लेकिन अक्सर इस पर ध्यान नहीं दिया जाता। सामग्रियों को ठीक से सुखाने से नमी दूर हो जाती है; मोल्डिंग के तापमान और डिज़ाइन में बदलाव करके गैसों के बनने को रोका जा सकता है।.
दोषों को ठीक करने के और तरीकों के लिए, इंजेक्शन मोल्डिंग अनुकूलन 8 ।
-
कच्चे माल को पहले से सुखाना:
एबीएस या पॉलीकार्बोनेट जैसी सामग्रियों के लिए सुखाना अत्यंत महत्वपूर्ण है। -
मोल्डिंग मापदंडों को समायोजित करना:
तापमान में बदलाव करना और मोल्ड का अच्छा डिज़ाइन सुनिश्चित करना गैस के फंसने से रोकने में मदद करता है।
इन चुनौतियों का सामना करके, निर्माता चांदी की धारियों को काफी हद तक कम कर देते हैं, जिससे उत्पाद की स्पष्टता और गुणवत्ता में काफी सुधार होता है - यह सब विज्ञान और कला के मिश्रण के बारे में है।.
कच्चे माल में नमी के कारण चांदी जैसी धारियाँ दिखाई देती हैं।.सत्य
प्लास्टिक सामग्री में मौजूद नमी मोल्डिंग के दौरान गैसों का निर्माण करती है, जिससे धारियाँ बन जाती हैं।.
मोल्ड का उच्च तापमान चांदी की धारियों के निर्माण को रोकता है।.असत्य
अत्यधिक गर्मी से प्लास्टिक विघटित हो जाता है, जिससे गैसें उत्पन्न होती हैं जो धारियों का कारण बनती हैं।.
निष्कर्ष
इंजेक्शन मोल्डिंग उत्पादों में पाए जाने वाले सामान्य दोषों में फ्लैश, सिकुड़न, वेल्ड के निशान, प्रवाह के निशान और चांदी की धारियाँ शामिल हैं, जो अनुचित मोल्डिंग स्थितियों के कारण दिखावट और प्रदर्शन को प्रभावित करते हैं।.
-
यह लिंक मोल्ड पार्टिंग सतहों की असमानता के कारणों की पड़ताल करता है, जो फ्लैश बनने का एक प्राथमिक कारण है।. ↩
-
यह समझना कि फ्लैश असेंबली के प्रदर्शन को कैसे प्रभावित करता है, संबंधित समस्याओं को कम करने में मदद करता है।. ↩
-
फ्लैश दोषों को कम करने और उत्पाद की गुणवत्ता बढ़ाने वाली डिज़ाइन रणनीतियों का पता लगाएं।. ↩
-
मोल्ड किए गए पुर्जों में दोषों को रोकने के तरीकों को बेहतर ढंग से समझने के लिए, सिकुड़न को प्रभावित करने वाले कारकों का अध्ययन करें।. ↩
-
इंजेक्शन मोल्डिंग प्रक्रियाओं में सिकुड़न को कम करने के लिए डिज़ाइन की गई उन्नत तकनीकों और प्रौद्योगिकियों के बारे में जानें।. ↩
-
इंजेक्शन प्रेशर कंट्रोल के बारे में जानने से फ्लो की स्थितियों को अनुकूलित करने और दोषों को कम करने में मदद मिल सकती है।. ↩
-
उन्नत मोल्ड डिजाइन सिद्धांतों का अध्ययन करने से वेल्ड के निशानों को कम करके उत्पाद की गुणवत्ता में सुधार किया जा सकता है।. ↩
-
मोल्डिंग प्रक्रियाओं को परिष्कृत करने, चांदी की धारियों जैसे दोषों को कम करने और उत्पाद की स्पष्टता में सुधार करने की तकनीकों का पता लगाएं।. ↩






