

क्या आपने कभी प्लास्टिक को आकार देने की कोशिश की है और सफलता से ज़्यादा निराशा ही हाथ लगी है? आइए इंजेक्शन मोल्डिंग प्रक्रिया में आने वाली आम समस्याओं के बारे में जानते हैं।.
इंजेक्शन मोल्डिंग में सबसे आम समस्याएं फ्लैश, सिकुड़न के निशान, वेल्ड के निशान, बुलबुले और शॉर्ट शॉट्स हैं। गलत प्रेशर सेटिंग अक्सर इन खामियों का कारण बनती हैं। असमान शीतलन या खराब मोल्ड डिज़ाइन भी समस्याओं को जन्म देते हैं। इससे उत्पाद की गुणवत्ता और उत्पादन क्षमता दोनों प्रभावित होती हैं।.
इंजेक्शन मोल्डिंग की समस्याओं से मेरा पहला अनुभव किसी पहेली के कुछ महत्वपूर्ण हिस्सों के गायब होने जैसा था। फ्लैश या बुलबुले जैसी खामियों के मुख्य कारणों को समझना अचानक एक स्पष्टता का क्षण जैसा लगा। इन खामियों की एक-एक करके जांच करना और सरल समाधान खोजना आवश्यक है। इस तरह, आप अपनी उत्पादन प्रक्रिया में सुधार कर सकते हैं और समय और धन दोनों की बचत कर सकते हैं।.
अत्यधिक इंजेक्शन दबाव के कारण फ्लैश उत्पन्न होता है।.सत्य
अत्यधिक दबाव के कारण पिघला हुआ प्लास्टिक सांचे की गुहाओं से बाहर निकल जाता है, जिससे चिंगारी निकलती है।.
सिकुड़न के निशान उत्तम शीतलन स्थितियों का संकेत देते हैं।.असत्य
जब शीतलन असमान या बहुत तेजी से होता है, यानी सही ढंग से नहीं होता है, तो सिकुड़न के निशान दिखाई देते हैं।.
- 1. इंजेक्शन मोल्डिंग उत्पादों के लिए फ्लैश का क्या अर्थ है?
- 2. इंजेक्शन मोल्डिंग में सिकुड़न के निशान किस कारण से बनते हैं?
- 3. प्लास्टिक के पुर्जों में वेल्डिंग के निशान किस कारण से पड़ते हैं?
- 4. मोल्डिंग के दौरान बुलबुले बनने से कैसे रोका जा सकता है?
- 5. मोल्डिंग प्रक्रिया में शॉर्ट शॉट्स का कारण क्या है?
- 6. डिजाइन में कौन से बदलाव करके इंजेक्शन मोल्डिंग की खामियों को कम किया जा सकता है?
- 7. निष्कर्ष
इंजेक्शन मोल्डिंग उत्पादों के लिए फ्लैश का क्या अर्थ है?
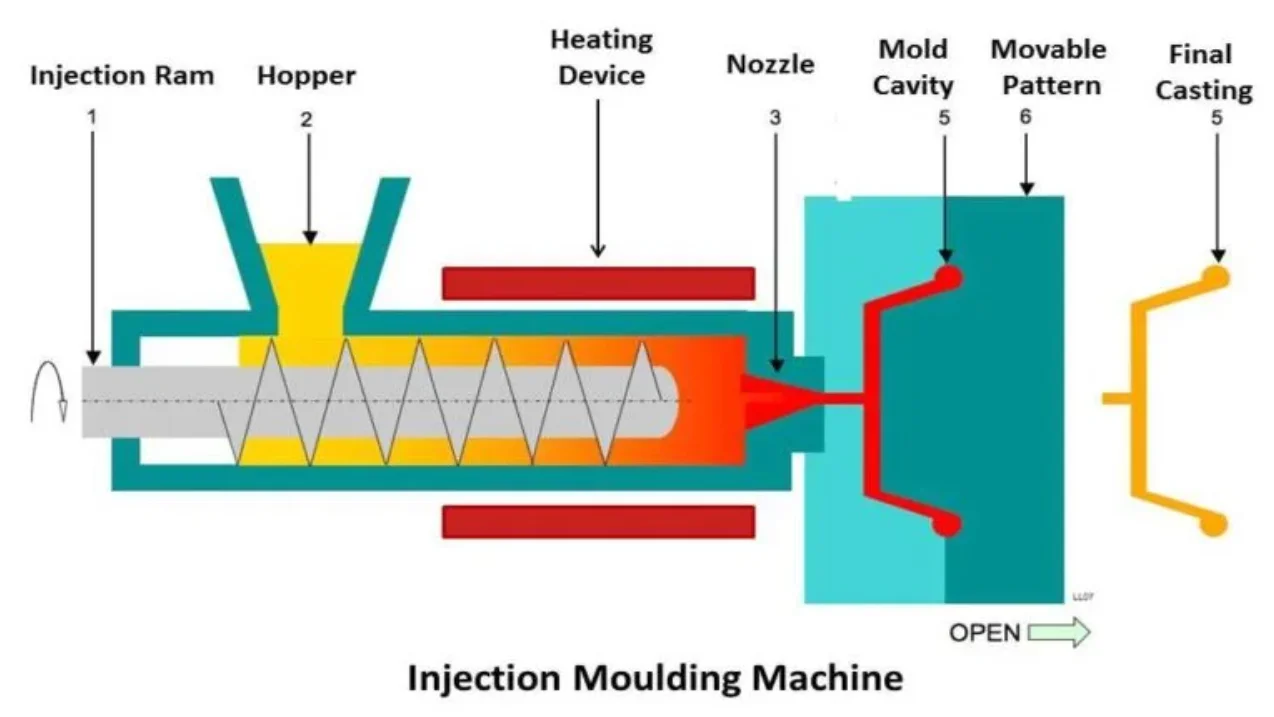
इंजेक्शन मोल्डिंग में फ्लैशिंग उतनी ही परेशानी वाली होती है जितनी कि पैन के किनारे से अतिरिक्त पिज्जा का आटा छलक जाना। फ्लैशिंग न केवल दिखावट की समस्या है बल्कि यह इस बात पर भी असर डालती है कि पुर्जे आपस में कितनी अच्छी तरह फिट होते हैं।.
इंजेक्शन मोल्डिंग के दौरान अत्यधिक प्लास्टिक बाहर निकल जाने पर फ्लैशिंग की समस्या उत्पन्न होती है। यह आमतौर पर उच्च दबाव या मोल्ड में छोटे अंतराल के कारण होता है। इस अतिरिक्त प्लास्टिक से किनारों में असमानता आ जाती है। ये असमान किनारे सटीक संयोजन में बाधा उत्पन्न कर सकते हैं।.
फ्लैश के कारणों को समझना
ज़रा उस समय की कल्पना कीजिए जब मैं मोल्ड डिज़ाइन में नया था। मैं थोड़ा कम उम्र का था और यह समझने की कोशिश कर रहा था कि मेरे सुंदर डिज़ाइनों में भद्दे फ्लैश मार्क्स क्यों आ रहे थे। कई तरह की कोशिशें करने और रातों की मेहनत के बाद, मुझे पता चला कि फ्लैश, जिसे अक्सर 'ओवरफ्लो' कहा जाता है, तब होता है जब इंजेक्शन के दौरान तरल प्लास्टिक मोल्ड 1 । कल्पना कीजिए कि आप एक पाई बेक कर रहे हैं और क्रस्ट के ज़्यादा भर जाने के कारण फिलिंग बाहर गिर रही है। यह जानकर अच्छा लगा कि इंजेक्शन प्रेशर को बदलने और मोल्ड को ठीक से फिट करने से इसे रोका जा सकता है।
| कारण | विवरण |
|---|---|
| अत्यधिक इंजेक्शन दबाव | इससे प्लास्टिक पिघलकर बाहर बहने लगता है।. |
| अपर्याप्त क्लैम्पिंग बल | इससे प्लास्टिक दरारों के माध्यम से बाहर निकल सकता है।. |
| असमान मोल्ड विभाजन सतह | ओवरफ्लो के लिए पथ बनाता है।. |
उत्पाद की गुणवत्ता पर प्रभाव
फ्लैश किसी उत्पाद की दिखावट को पूरी तरह बिगाड़ सकता है। मैंने खुद इसका अनुभव किया है। अपने शुरुआती दिनों में, मुझे याद है कि एक प्रोटोटाइप के नुकीले किनारों को ठीक करने में हमें घंटों लग गए थे। फ्लैश से न केवल खुरदुरे किनारे बनते हैं, बल्कि असेंबली भी मुश्किल हो जाती है। यह ऐसा है जैसे पहेली के टुकड़ों को आपस में जोड़ने की कोशिश करना, जिनमें से एक टुकड़े में एक अतिरिक्त टैब हो।.
| प्रभाव | विवरण |
|---|---|
| दिखावट में गिरावट | इसके परिणामस्वरूप किनारे असमान हो जाते हैं।. |
| बढ़ी हुई प्रसंस्करण | अतिरिक्त छंटाई की आवश्यकता है।. |
| असेंबली परिशुद्धता संबंधी समस्याएं | इससे यह प्रभावित होता है कि पुर्जे आपस में कैसे जुड़ते हैं।. |
इंजेक्शन मोल्डिंग में फ्लैश की समस्या का समाधान
फ्लैश से निपटने के अनुभव ने मुझे सिखाया कि मशीन की सेटिंग्स को समायोजित करना और मोल्ड डिज़ाइन में सुधार करना महत्वपूर्ण है। इंजेक्शन प्रेशर को कम करने या क्लैम्पिंग फोर्स को बढ़ाने से बहुत फर्क पड़ता है—जैसे कि पाई क्रस्ट के हर किनारे को पूरी तरह से सील करना, मोल्ड पार्टिंग सतह को और इन लीकेज को रोकना।
नियमित रूप से मोल्ड की जांच करना मेरा भरोसेमंद तरीका बन गया। हर चीज की सही मिलान सुनिश्चित करने से हमें भविष्य में कई समस्याओं से बचने में मदद मिली। बारीकियों पर ध्यान देने से हमारे उत्पाद की गुणवत्ता बेहतर हुई और हमने दोषों और लागतों को कम किया।.
तालिका: इंजेक्शन मोल्डिंग में पाए जाने वाले सामान्य दोष
मोल्डिंग में आने वाली समस्याओं का पता लगाने के लिए यह तालिका मेरे लिए एक उपयोगी उपकरण साबित हुई। इसने मुझे याद दिलाया कि सेटिंग्स या डिज़ाइन में प्रत्येक बदलाव हमारे उत्पादों की सफलता को बहुत प्रभावित कर सकता है।.
| दोष | कारण | प्रभाव |
|---|---|---|
| चमक | उच्च दबाव, अंतराल | असमान किनारे, असेंबली संबंधी समस्याएं |
अत्यधिक इंजेक्शन दबाव के कारण फ्लैश उत्पन्न होता है।.सत्य
अत्यधिक दबाव के कारण प्लास्टिक बाहर बह जाता है, जिससे आग लग जाती है।.
फ्लैश मोल्ड किए गए उत्पादों की सटीकता में सुधार करता है।.असत्य
फ्लैश असमान किनारों और फिटिंग संबंधी समस्याओं का कारण बनकर सटीकता को प्रभावित करता है।.
इंजेक्शन मोल्डिंग में सिकुड़न के निशान किस कारण से बनते हैं?
क्या आपने कभी प्लास्टिक की वस्तुओं में दिखने वाले उन छोटे-छोटे धब्बों पर ध्यान दिया है? लोग इन्हें सिकुड़न के निशान कहते हैं। ये धब्बे अक्सर इंजेक्शन मोल्डिंग के दौरान समस्या पैदा करते हैं।.
इंजेक्शन मोल्डिंग में प्लास्टिक के पुर्जों के असमान रूप से ठंडा होने पर सिकुड़न के निशान दिखाई देते हैं। इस स्थिति के कारण सतह पर गड्ढे बन जाते हैं। असमान दीवार की मोटाई अक्सर इन खामियों का कारण बनती है। होल्डिंग के दौरान अपर्याप्त दबाव भी समस्या पैदा करता है। वास्तव में, ये कारक बहुत मायने रखते हैं।.

सिकुड़न के निशानों को समझना
सिकुड़न के निशान, जिन्हें अक्सर सिंक मार्क्स भी कहा जाता है, इंजेक्शन मोल्डिंग से बने उत्पाद की सतह पर दिखने वाले गड्ढे या धब्बों के रूप में दिखाई देने वाली खामियां हैं। ये प्लास्टिक के ठंडा होने पर सिकुड़ने के कारण उत्पन्न होते हैं।.
सिकुड़न के निशानों के कारण
-
असमान शीतलन
देर रात समस्या सुलझाने के दौरान मुझे समान रूप से ठंडा करने का महत्व समझ में आया। सांचे के मोटे हिस्से पतले हिस्सों की तुलना में अधिक देर तक गर्म रहते हैं, जिससे अवांछित सिकुड़न के निशान बन जाते हैं।.
कारकों शीतलन पर प्रभाव दीवार की मोटाई में भिन्नता घने क्षेत्रों में शीतलन की गति धीमी होती है मोल्ड डिजाइन अपर्याप्त शीतलन चैनल लेआउट -
अपर्याप्त धारण दबाव
मैंने दबाव बनाए रखने का तरीका मुश्किल से सीखा। दबाव बनाए रखने के दौरान पर्याप्त दबाव न होने से लगभग हमेशा सिकुड़न के निशान पड़ जाते हैं। उच्च दबाव तरल प्लास्टिक को सांचे के हर हिस्से में भरने में मदद करता है, जबकि कम दबाव उसे बहुत अधिक फैलने देता है।.
- उच्च दबाव यह सुनिश्चित करता है कि पिघला हुआ प्लास्टिक सभी खाली जगहों को भर दे, जिससे धंसने के निशान पड़ने की संभावना कम हो जाती है।.
- कम दबाव के कारण सामग्री को सघन बनाए रखने में विफलता हो सकती है, जिससे संकुचन हो सकता है।.
-
सामग्री का चयन और गुणधर्म
अलग-अलग प्लास्टिक अलग-अलग तरीकों से सिकुड़ते हैं। है ना आश्चर्य की बात? अपनी प्रक्रिया में बदलाव किए बिना बहुत अधिक सिकुड़ने वाले प्लास्टिक का चयन करने से समस्याएँ उत्पन्न हो सकती हैं। उदाहरण के लिए, क्रिस्टलीय पॉलिमर अपनी आणविक संरचना के कारण अनाकार पॉलिमर की तुलना में अधिक सिकुड़ते हैं।.
सिकुड़न के निशानों से निपटना
इन समस्याओं को हल करने के लिए कौशल की आवश्यकता होती है:
- दीवार की मोटाई को अनुकूलित करें: एकसमान मोटाई समान रूप से ठंडा करने में मदद करती है।
- होल्डिंग प्रेशर को समायोजित करें: सिकुड़न को रोकने के लिए अपनी सामग्री और मोल्ड के लिए सही दबाव का पता लगाएं।
- सामग्री का चयन: ऐसी सामग्रियों का उपयोग करें जो कम सिकुड़ती हों या अपनी प्रक्रिया को उनके अनुरूप बदलें।
इन सुझावों ने मुझे न केवल उपयोगी बल्कि आकर्षक दिखने वाले उत्पाद बनाने में भी मदद की। डिज़ाइनर कमियों को कम कर सकते हैं और बाद में लगने वाले समय को बचा सकते हैं। इलेक्ट्रॉनिक्स और कार जैसे उद्योगों में यह बहुत महत्वपूर्ण है।.
मोल्डिंग से जुड़ी चुनौतियों के बारे में अधिक जानने के लिए, फ्लैश या वेल्ड मार्क्स जैसी अन्य सामान्य समस्याओं पर गौर करें । ज्ञान से गुणवत्ता में सुधार होता है और समय की बचत होती है।
असमान शीतलन के कारण ढाले गए भागों में सिकुड़न के निशान पड़ जाते हैं।.सत्य
भाग के अलग-अलग हिस्सों में शीतलन दर में भिन्नता के कारण सिकुड़न के निशान पड़ जाते हैं।.
अधिक दबाव बनाए रखने से सिकुड़न के निशान बनने की संभावना बढ़ जाती है।.असत्य
उच्च दबाव प्रभावी रूप से अंतरालों को भरकर संकुचन को कम करता है।.
प्लास्टिक के पुर्जों में वेल्डिंग के निशान किस कारण से पड़ते हैं?
क्या आपने कभी सोचा है कि आपके खूबसूरती से बनाए गए प्लास्टिक के पुर्जों पर वे परेशान करने वाले वेल्डिंग के निशान क्यों दिखाई देते हैं?
मोल्ड के अंदर पिघले हुए प्लास्टिक के प्रवाह के मिलने पर वेल्ड के निशान दिखाई देते हैं, जिससे एक दृश्यमान रेखा या संभावित कमजोर क्षेत्र बनता है। ये निशान अक्सर कोर या इंसर्ट के पास बनते हैं क्योंकि प्लास्टिक का प्रवाह विभाजित होता है और फिर से मिलता है।.
इंजेक्शन मोल्डिंग में वेल्ड मार्क्स को समझना
इंजेक्शन मोल्डिंग के दौरान जब पिघले हुए प्लास्टिक की दो या दो से अधिक धाराएँ सांचे में आपस में मिलती हैं, तो वेल्ड के निशान बन जाते हैं। ये रेखाएँ इसलिए दिखाई देती हैं क्योंकि तापमान और गति में अंतर के कारण प्रवाह पूरी तरह से जुड़ नहीं पाते, जिससे एक स्पष्ट जोड़ बन जाता है। जटिल आकृतियों को मजबूत करने वाली पसलियों या इंसर्ट के साथ मोल्ड करते समय यह निशान विशेष रूप से स्पष्ट हो सकता है।.
सामान्य कारणों में
- मोल्ड में बाधाएँ: ट्रैफ़िक को निर्देशित करने की कल्पना करें और अचानक एक अवरोध आ जाए। जब हुआ प्लास्टिक कोर या इंसर्ट जैसी बाधाओं से टकराता है, तो वह टूट जाता है और फिर वापस जुड़ने की कोशिश करता है, जिससे वेल्ड के निशान बन सकते हैं।
- कई प्रवाह पथ: एक नदी की कल्पना करें जिसमें कई धाराएँ मिलकर एक हो जाती हैं। जिन मोल्डों में कई इंजेक्शन बिंदु आवश्यक होते हैं, उनमें विभिन्न प्रवाह पथ आपस में मिल सकते हैं, और यदि उन्हें ठीक से प्रबंधित न किया जाए तो वेल्ड के निशान बन सकते हैं।
| कारण | विवरण |
|---|---|
| बाधाएं | प्रवाह इंसर्ट के आसपास अलग-अलग दिशाओं में बंट जाते हैं, जिससे उनका पुनर्संयोजन ठीक से नहीं हो पाता। |
| मल्टी-फ्लो | कई द्वारों से आने वाले प्रवाहों का अभिसरण |
उत्पाद की गुणवत्ता पर प्रभाव
वेल्डिंग के निशान न केवल दिखावट खराब करते हैं, बल्कि इनसे उत्पाद की मजबूती भी कम हो सकती है। इन निशानों से उत्पाद की तन्यता और प्रभाव प्रतिरोध क्षमता प्रभावित हो सकती है। कल्पना कीजिए कि इलेक्ट्रॉनिक्स के लिए बने एक आकर्षक प्लास्टिक के खोल पर ये निशान उसे खराब कर दें। वेल्डिंग के निशान दिखने से सौंदर्य संबंधी समस्याएं भी उत्पन्न होती हैं, खासकर उन उत्पादों में जिनमें उच्च दृश्य गुणवत्ता की आवश्यकता होती है, जैसे कि इलेक्ट्रॉनिक केस।.
वेल्ड के निशानों को कम करना
सौभाग्य से, वेल्ड के निशानों को कम करने के लिए कई रणनीतियाँ मौजूद हैं:
- इंजेक्शन सेटिंग्स को समायोजित करें: इंजेक्शन की गति और दबाव को बदलकर, आप यह सुनिश्चित करने में मदद करते हैं कि प्रवाह इष्टतम तापमान और स्थितियों पर मिले, जिससे दिखाई देने वाली दरारें कम से कम हों।
- मोल्ड डिजाइन पर पुनर्विचार करें: कम बाधाओं वाले मोल्ड डिजाइन करने या वेंटिंग जैसी तकनीकों का उपयोग करने से वेल्ड के निशान कम हो सकते हैं।
मोल्ड डिजाइन में इन विधियों को लागू करने से दोनों में काफी सुधार हो सकता है। नए डिजाइन दृष्टिकोणों की खोज मजबूत और बेहतर दिखने वाले मोल्डेड उत्पादों की कुंजी हो सकती है।
संबंधित घटनाएँ
- फ्लैश (अतिप्रवाह): क्या कभी अत्यधिक दबाव या कमजोर क्लैम्पिंग के कारण प्लास्टिक के छलक जाने से आप आश्चर्यचकित हुए हैं?
- सिकुड़न के निशान: असमान शीतलन या दबाव की कमी के कारण बनने वाले वे अप्रिय निशान जो एक चिकनी सतह को खराब कर देते हैं।
इन विषयों पर अधिक जानकारी के लिए, इंजेक्शन मोल्डिंग चुनौतियों का 6 उत्पादन प्रक्रियाओं को अनुकूलित करने और उत्कृष्ट परिणाम प्राप्त करने के लिए उपयोगी सुझाव प्रदान कर सकता है। मोल्ड डिज़ाइन और इंजेक्शन सेटिंग्स जैसे पहलुओं को संतुलित करना इन समस्याओं को अच्छी तरह से हल करने के लिए महत्वपूर्ण है।
| संबंधित दोष | मुख्य कारण | प्रभाव |
|---|---|---|
| चमक | उच्च दबाव | असमान किनारे |
| संकुचन | शीतलन संबंधी समस्याएं | सतही गड्ढे |
प्लास्टिक प्रवाह के अभिसरण पर वेल्ड के निशान बनते हैं।.सत्य
वेल्ड के निशान तब बनते हैं जब पिघले हुए प्लास्टिक की अलग-अलग धाराएँ मिलती हैं और पूरी तरह से जुड़ने में विफल रहती हैं।.
वेल्ड के निशान केवल प्लास्टिक घटकों की दिखावट को प्रभावित करते हैं।.असत्य
वेल्ड के निशान उत्पादों की तन्यता और प्रभाव शक्ति को भी प्रभावित कर सकते हैं।.
मोल्डिंग के दौरान बुलबुले बनने से कैसे रोका जा सकता है?
क्या आपने कभी किसी दोषरहित प्लास्टिक की वस्तु को आकार देने की कोशिश की है और पाया है कि परेशान करने वाले बुलबुले आपके सारे प्रयासों को बर्बाद कर देते हैं?
मोल्डिंग के दौरान बुलबुले बनने से रोकने के लिए सामग्री पूरी तरह सूखी होनी चाहिए। इंजेक्शन की गति को सावधानीपूर्वक नियंत्रित करें। कैविटेशन को कम करने के लिए मोल्ड में उचित वेंटिलेशन ज़रूरी है। इससे उत्पाद की गुणवत्ता में सुधार होता है। गुणवत्ता बहुत महत्वपूर्ण है।.

बुलबुले बनने के कारणों को समझना
मुझे मोल्ड उद्योग में अपने शुरुआती दिन याद हैं, जब सब कुछ ठीक चल रहा होता था तभी अचानक से वो परेशान करने वाले बुलबुले उभर आते थे। ऐसा लगता था जैसे एकदम बढ़िया सूफ़ले बनाया हो और फिर वो पिचक जाए। लेकिन, जैसे किसी रेसिपी को सीखना, वैसे ही इन बुलबुलों के कारण का पता चलने से सब कुछ बदल गया।.
बुलबुले, जिन्हें कैविटेशन भी कहा जाता है, मोल्ड डिज़ाइनरों के लिए अक्सर परेशानी का सबब बनते हैं। ये आमतौर पर नमी, वाष्पशील पदार्थों या मोल्ड से हवा के निकलने में गड़बड़ी के कारण होते हैं। मान लीजिए आप कोई खूबसूरत चीज़ बनाना चाहते हैं, लेकिन सामग्री पूरी तरह से सूखी नहीं है। ऐसे में क्या होगा? मोल्डिंग के दौरान नमी वाष्प में बदल जाती है और बुलबुले बन जाते हैं। या हो सकता है आपने इंजेक्शन की गति बहुत तेज़ कर दी हो, जिससे हवा मोल्ड के अंदर बुरी तरह फंस जाती है।.
बुलबुले बनने से रोकने के उपाय
-
सामग्री की तैयारी
- मैं हमेशा इस्तेमाल से पहले सभी प्लास्टिक की चीजों को सुखाता हूँ। यह बालों को स्टाइल करने से पहले सुखाने जैसा ही है – बहुत ज़रूरी।.
- डिह्यूमिडिफाइंग ड्रायर नमी को दूर करने में मदद करते हैं। ये मेरे पसंदीदा उपकरण हैं।.
-
इंजेक्शन गति और दबाव नियंत्रण
- गति को धीरे-धीरे समायोजित करने से हवा फंसने से बचने में मदद मिलती है; यह ठीक उसी तरह है जैसे बुलबुले बनने से रोकने के लिए सोडा को धीरे-धीरे गिलास में डाला जाता है।.
- फ्लैश से बचने के लिए दबाव को ठीक से सेट करें। बहुत अधिक दबाव से किनारे असमान हो जाते हैं, जैसे केक से फ्रॉस्टिंग बह रही हो। बहुत ज्यादा फ्रॉस्टिंग!
-
मोल्ड डिजाइन संबंधी विचार
- वेंटिंग सिस्टम फंसी हुई हवा को बाहर निकलने देते हैं। कल्पना कीजिए कि आप ताजी हवा के लिए खिड़की खोल रहे हैं।.
- समान मोटाई वाली दीवारों वाले सांचे एकसमान शीतलन सुनिश्चित करते हैं और सिकुड़न को रोकते हैं।.
उदाहरण तालिका: विभिन्न उत्पादों में बुलबुलों का प्रभाव
| उत्पाद का प्रकार | बुलबुलों का प्रभाव |
|---|---|
| प्लास्टिक कंटेनर | सीलिंग में गड़बड़ी |
| इलेक्ट्रॉनिक हाउसिंग | दिखावट संबंधी दोष |
| स्वचालित भाग | कमज़ोर ताकत और टिकाऊपन |
बुलबुले की रोकथाम के लिए उन्नत तकनीकें
- वैक्यूम मोल्डिंग: वैक्यूम की स्थिति मोल्ड कैविटी से फंसी हुई हवा और नमी को हटा देती है। कल्पना कीजिए कि आप वैक्यूम क्लीनर से सारी गंदगी को बाहर निकाल रहे हैं।
- गैस-सहायता प्राप्त इंजेक्शन मोल्डिंग: गैस पिघले हुए प्लास्टिक को मोल्ड की दीवारों के विरुद्ध धकेलती है ताकि हवा का फंसना कम से कम हो।
अधिक जानकारी के लिए, मैं सुझाव देता हूँ कि आप उन्नत मोल्डिंग तकनीकों (7) । इन तरीकों से उत्पाद की गुणवत्ता में सुधार हो सकता है और दक्षता बढ़ सकती है। साथ ही, नियमित रूप से मोल्ड की जाँच करना और उत्पादन प्रक्रिया के विवरण पर ध्यान देना बुलबुले को कम करने और उत्पाद की गुणवत्ता में सुधार करने में बहुत सहायक होता है।
सामग्रियों में मौजूद नमी के कारण सांचे में ढलाई के दौरान बुलबुले बन जाते हैं।.सत्य
गर्म करने पर नमी वाष्प में परिवर्तित हो जाती है, जिससे बुलबुले बनते हैं।.
इंजेक्शन की गति बढ़ाने से बुलबुले बनने से रोका जा सकता है।.असत्य
अत्यधिक गति के कारण हवा फंस सकती है, जिससे अधिक बुलबुले बन सकते हैं।.
मोल्डिंग प्रक्रिया में शॉर्ट शॉट्स का कारण क्या है?
क्या आपने कभी अपनी वर्कशॉप में खड़े होकर, आधे-अधूरे बने सांचे को देखा है और असमंजस में पड़ गए हैं? आखिर क्या गड़बड़ हो गई?
मोल्डिंग के दौरान शॉर्ट शॉट्स तब होते हैं जब इंजेक्शन का दबाव बहुत कम होता है या इंजेक्शन की गति बहुत धीमी होती है। सामग्री का खराब प्रवाह और पर्याप्त वायु निकास न होना भी इस समस्या का कारण बनते हैं। इन कारणों से प्लास्टिक मोल्ड को पूरी तरह से नहीं भर पाता। इन समस्याओं को हल करने से पूरी तरह से बने उत्पाद प्राप्त होते हैं। पूरी तरह से बने उत्पाद महत्वपूर्ण होते हैं।.
इंजेक्शन दबाव और गति
मुझे वह दिन याद है जब मुझे शॉर्ट शॉट्स में परेशानी हो रही थी। शुरुआत में प्रेशर सेटिंग्स ठीक लग रही थीं, लेकिन ध्यान से देखने पर पता चला कि मोल्ड को पूरी तरह भरने के लिए इंजेक्शन प्रेशर थोड़ा कम था। कम इंजेक्शन प्रेशर ने पूरी प्रक्रिया को रोक दिया।.
शॉर्ट शॉट्स का एक मुख्य कारण अपर्याप्त इंजेक्शन दबाव है। पिघले हुए प्लास्टिक को मोल्ड के पूरे भाग को भरने के लिए पर्याप्त बल की आवश्यकता होती है। यदि दबाव बहुत कम हो या इंजेक्शन की गति धीमी हो, तो सामग्री मोल्ड के सभी भागों तक नहीं पहुंच पाती, जिससे अपूर्ण उत्पाद बनते हैं। इन मापदंडों को समायोजित करने से शॉर्ट शॉट्स की समस्या को काफी हद तक कम किया जा सकता है।
पदार्थ तरलता
एक बार, मोटे प्लास्टिक के साथ, मैंने देखा कि इसकी धीमी गति के कारण जटिल डिज़ाइनों में भराई रुक जाती थी। तापमान को समायोजित करके, हमने इस जिद्दी प्लास्टिक से बेहतर प्रवाह प्राप्त किया। यह चरण तब महत्वपूर्ण होता है जब डिज़ाइनों में सटीक भराई की आवश्यकता होती है।.
प्लास्टिक के पिघलने की तरलता 9 एक अन्य कारक है। उच्च श्यानता वाले पदार्थ जटिल साँचे के डिज़ाइनों से होकर बहने में कठिनाई का सामना कर सकते हैं। इन पदार्थों का उपयोग करते समय, तापमान सेटिंग्स को अनुकूलित करने से प्रवाह विशेषताओं को बेहतर बनाया जा सकता है।
मोल्ड वेंटिंग
पहले बंद वेंट की वजह से मुझे कई परेशानियां होती थीं। अच्छी वेंटिलेशन से मोल्ड भरते समय हवा बाहर निकल जाती है। अगर वेंट बंद हों या ठीक से डिज़ाइन न किए गए हों, तो हवा अंदर ही रह जाती है, जिससे प्लास्टिक का प्रवाह रुक जाता है और शॉर्ट शॉट की समस्या हो जाती है।.
मोल्ड भरते समय फंसी हुई हवा को बाहर निकलने देने के लिए उचित वेंटिलेशन आवश्यक है। यदि वेंटिलेशन बंद हो या ठीक से डिज़ाइन न किया गया हो, तो इससे हवा के बुलबुले बन सकते हैं जो प्लास्टिक के प्रवाह में बाधा डालते हैं और शॉर्ट शॉट्स का कारण बनते हैं।.
सामग्री की तैयारी
समस्याओं से बचने के लिए सामग्रियों को ठीक से तैयार करना आवश्यक है। मैंने सीखा है कि ठीक से न सुखाई गई सामग्री नमी सोख लेती है, जिससे प्रवाह बाधित होता है और बुलबुले बनते हैं।
उपयोग से पहले सामग्रियों को ठीक से तैयार करना इन समस्याओं को कम करने में सहायक हो सकता है। उपयोग से पहले प्लास्टिक के दानों को अच्छी तरह सुखाने से इंजेक्शन के दौरान जल वाष्प से बुलबुले बनने से रोका जा सकता है।
| कारण | विवरण |
|---|---|
| कम इंजेक्शन दबाव | अपर्याप्त बल के कारण सांचा पूरी तरह से नहीं भर पाता है।. |
| धीमी इंजेक्शन गति | भरने में देरी के कारण कुछ क्षेत्र अधूरे रह जाते हैं।. |
| सामग्री की कम तरलता | उच्च श्यानता वाले प्लास्टिक को सांचे के सभी हिस्सों तक पहुंचने में कठिनाई होती है।. |
| अपर्याप्त मोल्ड वेंटिंग | फंसी हुई हवा सामग्री के प्रवाह में बाधा डालती है, जिससे अपूर्ण भराई होती है।. |
| अनुचित सामग्री तैयारी | पदार्थों में मौजूद नमी बुलबुले बनाती है और प्रवाह विशेषताओं को प्रभावित करती है।. |
व्यावहारिक समाधान
मोल्ड सेटअप के लिए चेकलिस्ट का उपयोग करने से मेरे लिए बहुत फायदा हुआ; इसमें प्रेशर सेटिंग्स की जांच करना और शॉर्ट शॉट्स को कम करने के लिए सामग्री को अच्छी तरह से तैयार करना शामिल है।
प्रेशर सेटिंग्स, स्पीड कैलिब्रेशन और सामग्री तैयार करने की प्रक्रियाओं सहित मोल्ड सेटअप के लिए चेकलिस्ट लागू करने से शॉर्ट शॉट्स को काफी हद तक कम किया जा सकता है।
ऑपरेटरों के लिए नियमित प्रशिक्षण सभी को सर्वोत्तम प्रक्रियाओं पर समस्याओं को हल करने के लिए तैयार रखता है और मोल्डिंग प्रक्रिया के दौरान जागरूकता और समस्या निवारण क्षमताओं को बढ़ाता है।
सिमुलेशन सॉफ्टवेयर 10 का उपयोग करके पहले से सोचने से मुझे उत्पादन से पहले संभावित समस्याओं को देखकर कई घंटे की बचत हुई; यह एक सक्रिय तरीका है जो वास्तव में मेरे कार्यप्रवाह को बेहतर बनाता है।
कम इंजेक्शन दबाव के कारण शॉट छोटे रह जाते हैं।.सत्य
अपर्याप्त दबाव के कारण पिघला हुआ प्लास्टिक सांचे को पूरी तरह से नहीं भर पाता है।.
सामग्री की कम तरलता मोल्ड भरने की प्रक्रिया को बढ़ाती है।.असत्य
उच्च श्यानता वाले पदार्थ प्रवाह में बाधा डालते हैं, जिससे सांचों में पदार्थ पूरी तरह से नहीं भर पाते।.
डिजाइन में कौन से बदलाव करके इंजेक्शन मोल्डिंग की खामियों को कम किया जा सकता है?
सभी डिज़ाइनर इंजेक्शन मोल्डिंग में आने वाली समस्याओं से होने वाली परेशानी से वाकिफ हैं। ये खामियां उत्पाद की गुणवत्ता और कार्यक्षमता को बुरी तरह प्रभावित करती हैं। लेकिन आपके लिए एक अच्छी खबर है: कुछ बेहतरीन डिज़ाइन परिवर्तनों से इन समस्याओं का सीधा समाधान हो जाता है।.
रणनीतिक डिज़ाइन परिवर्तन इंजेक्शन मोल्डिंग में दोषों को कम करने में वास्तव में सहायक होते हैं। मोल्ड संरचना का अनुकूलन एक महत्वपूर्ण कदम है। दीवार की मोटाई को समायोजित करना दूसरा महत्वपूर्ण कदम है। इन समायोजनों से फ्लैश, सिकुड़न के निशान और वेल्ड लाइन जैसी समस्याओं में काफी कमी आ सकती है।.

मोल्ड संरचना का अनुकूलन
मुझे याद है जब मैंने फ्लैश डिफेक्ट्स 11 – ऐसा लगा जैसे मैं हार रहा हूँ। फिर, क्लैम्पिंग फोर्स और यहाँ तक कि पार्टिंग सरफेसेस मेरे मददगार साबित हुए। सही समायोजन से प्लास्टिक पिघलने पर वह बाहर नहीं निकलता। इससे पोस्ट-प्रोसेसिंग में समय की बचत होती है और उत्पाद पॉलिश और चिकना दिखता है।
| दोष | कारण | डिजाइन समाधान |
|---|---|---|
| चमक | मोल्ड क्लैम्पिंग बल अपर्याप्त है | क्लैम्पिंग बल बढ़ाएँ, सतहों को समतल करना सुनिश्चित करें |
दीवार की मोटाई को समायोजित करना
सिकुड़न के निशान 12 ने मुझे उलझन में डाल दिया था। डिज़ाइन में दीवार की मोटाई एक समान रखने से यह समस्या हल हो जाती है। इस बदलाव से शीतलन भी संभव हो पाता है, जिससे उत्पादों की दिखावट और एकरूपता में ज़बरदस्त सुधार होता है। यह सचमुच एक क्रांतिकारी बदलाव था।
सामग्री प्रवाह में सुधार
वेल्डिंग के निशान 13 मुझे बहुत परेशान करते थे – प्लास्टिक के प्रवाह के मिलने के भद्दे धब्बे। मोल्ड के प्रवाह मार्गों को फिर से डिज़ाइन करने से कोर जैसी बाधाओं को कम करने में मदद मिली, जिससे मजबूती और दिखावट में सुधार हुआ।
वेंटिलेशन और नमी की समस्या का समाधान
खराब वेंटिलेशन या नमी से उत्पन्न बुलबुले एक बुरा सपना थे। बेहतर वेंटिलेशन सिस्टम और अच्छी तरह से सूखे पदार्थों का उपयोग करके इन दोषों को । इंजेक्शन की गति को समायोजित करने से कैविटेशन और अपूर्ण भराई में कमी आई, जिससे उत्पाद दोष-मुक्त होने के करीब पहुंच गए।
उत्पादन संबंधी प्रतिक्रिया के आधार पर नियमित डिज़ाइन समीक्षा से दोषों का बेहतर प्रबंधन होता है, जिससे उत्पाद की गुणवत्ता में सुधार होता है और उत्पादन गति बढ़ती है। उन्नत उपकरणों के साथ डिज़ाइन रणनीतियों का अन्वेषण इंजेक्शन मोल्डिंग प्रक्रियाओं को और अधिक अनुकूलित करने में सहायक होता है।.
उन्नत सॉफ्टवेयर उपकरणों का लाभ उठाना
आधुनिक सीएडी और सिमुलेशन सॉफ्टवेयर क्रांतिकारी साबित हुए हैं; ये संभावित दोषों का पूर्वानुमान लगाकर सुधार लाने में सहायक होते हैं, जिससे सामग्री का प्रवाह बेहतर होता है और उत्पादन चक्र का समय कम हो जाता है। डिजाइन के दौरान इन सॉफ्टवेयर समाधानों से गुणवत्तापूर्ण उत्पादों के निर्माण में बढ़त मिलती है।
इन डिज़ाइन परिवर्तनों को लागू करके, निर्माता इंजेक्शन मोल्डिंग प्रक्रियाओं में होने वाली महंगी खामियों को कम करते हुए उत्पाद की गुणवत्ता बढ़ा सकते हैं। इंजेक्शन मोल्डिंग विशेषज्ञों 16 न्यूनतम खामियों के लिए डिज़ाइन को अनुकूलित करने में बहुमूल्य अंतर्दृष्टि प्रदान करता है, जिससे आप प्रतिस्पर्धी क्षेत्र में आगे बने रहते हैं।
समतल सतहें फ्लैश दोषों को रोकती हैं।.सत्य
समान विभाजन सतहों को सुनिश्चित करने से प्लास्टिक के पिघलने से होने वाले रिसाव को रोका जा सकता है, जिससे फ्लैश कम होता है।.
असमान शीतलन से सिकुड़न के निशान कम हो जाते हैं।.असत्य
असमान शीतलन से सिकुड़न के निशान पड़ते हैं; एकसमान दीवार की मोटाई एक समान शीतलन सुनिश्चित करती है।.
निष्कर्ष
यह लेख फ्लैश, सिकुड़न के निशान, वेल्ड के निशान, बुलबुले और शॉर्ट शॉट्स जैसे सामान्य इंजेक्शन मोल्डिंग दोषों की पड़ताल करता है, साथ ही उनके कारणों, उत्पाद की गुणवत्ता पर पड़ने वाले प्रभावों और सुधार के समाधानों का विस्तार से वर्णन करता है।.
-
जानिए कि उच्च इंजेक्शन दबाव और मोल्ड डिजाइन की खामियां किस प्रकार फ्लैश निर्माण में योगदान करती हैं।. ↩
-
मशीन की सेटिंग्स और मोल्ड डिजाइन में सुधार के माध्यम से फ्लैश को कम करने की तकनीकों का पता लगाएं।. ↩
-
इंजेक्शन मोल्डिंग में पाए जाने वाले अन्य सामान्य दोषों के बारे में जानें और समझें कि वे उत्पाद की गुणवत्ता को कैसे प्रभावित करते हैं।. ↩
-
जानिए कि मोल्ड डिजाइन में आने वाली बाधाएं पिघले हुए धातु के प्रवाह को कैसे प्रभावित करती हैं और वेल्ड के निशान जैसे दोषों में कैसे योगदान देती हैं।. ↩
-
वेल्ड के निशान बनने की संभावना को कम करने के लिए मोल्ड डिजाइन रणनीतियों पर विशेषज्ञों की सिफारिशों का पता लगाएं।. ↩
-
बेहतर उत्पाद गुणवत्ता के लिए इंजेक्शन मोल्डिंग से जुड़ी आम समस्याओं के प्रबंधन और समाधान के बारे में जानकारी प्राप्त करें।. ↩
-
ऐसे नवोन्मेषी तरीकों की खोज करें जो बुलबुले जैसे सामान्य दोषों को कम करके उत्पाद की गुणवत्ता को बढ़ाते हैं।. ↩
-
यह लिंक बताता है कि इंजेक्शन की गति में बदलाव मोल्ड किए गए उत्पादों की गुणवत्ता और स्थिरता को कैसे प्रभावित कर सकता है।. ↩
-
जानिए कि प्लास्टिक के पिघलने पर उसकी चिपचिपाहट मोल्ड के अंदर प्रवाह को कैसे प्रभावित करती है और इसे बेहतर बनाने की तकनीकें क्या हैं।. ↩
-
जानिए कैसे सिमुलेशन उपकरण मोल्डिंग प्रक्रिया में आने वाली समस्याओं को पहले से ही पहचान सकते हैं।. ↩
-
जानें कि सांचे को सही तरीके से क्लैंप करने से सामग्री का रिसाव कैसे रोका जा सकता है, जिससे उत्पाद की सटीकता सुनिश्चित होती है।. ↩
-
समझें कि दीवार की एकसमान मोटाई से गड्ढे कैसे कम होते हैं और उत्पाद की दिखावट में सुधार कैसे होता है।. ↩
-
ऐसी डिज़ाइन तकनीकों का पता लगाएं जो बेहतर उत्पाद मजबूती के लिए सामग्री प्रवाह को बढ़ाती हैं।. ↩
-
जानिए कि बेहतर वेंटिंग सिस्टम मोल्ड में बुलबुले और शॉर्ट शॉट्स को कैसे कम करते हैं।. ↩
-
डिजाइन की सटीकता और दक्षता बढ़ाने वाले सॉफ्टवेयर फीचर्स के बारे में जानें।. ↩
-
दोष निवारण रणनीतियों के बारे में गहन जानकारी प्राप्त करने के लिए विशेषज्ञों से जुड़ें।. ↩






