

इंजेक्शन मोल्डिंग द्वारा तैयार किए गए पुर्जों में विकृति अक्सर खराब गुणवत्ता के साथ एक कभी न खत्म होने वाले संघर्ष की तरह प्रतीत होती है।.
इंजेक्शन मोल्डिंग से बने पुर्जों में विकृति की समस्या को हल करने के लिए, विशेषज्ञों को शीतलन प्रणाली, गेट डिज़ाइन और सामग्री पर ध्यान केंद्रित करना चाहिए। शीतलन प्रणाली का सुचारू रूप से काम करना आवश्यक है। गेट की सही स्थिति बेहद महत्वपूर्ण है। सामग्री का चयन भी महत्वपूर्ण है। इससे विकृति की समस्या में काफी कमी आ सकती है। इन उपायों से उत्पाद की गुणवत्ता में वास्तव में सुधार होता है।.
मुझे वार्पिंग की समस्या का अपना पहला अनुभव याद है। सावधानीपूर्वक तैयार किए गए पुर्जों को टेढ़ा होते देखना बहुत निराशाजनक था। शुरुआती उपाय, जैसे कि कूलिंग में सुधार और गेट लेआउट में बदलाव, जल्दी ही मददगार साबित हुए। हर बारीकी को ध्यान से देखने पर छोटे-छोटे अंतर नज़र आते हैं, जो लंबे समय तक चलने वाली सफलता का वादा करते हैं। अगले भाग इन उपायों को और अधिक स्पष्ट रूप से समझाते हैं। ये ऐसे सुझाव देते हैं जो न केवल वार्पिंग की समस्या को हल करते हैं, बल्कि आपकी पूरी इंजेक्शन मोल्डिंग प्रक्रिया को उच्च मानकों तक ले जाते हैं। बहुत उच्च मानकों तक। ये आपको वार्पिंग के बिना उच्च गुणवत्ता वाले पुर्जे बनाने के तरीके बताते हैं।.
शीतलन प्रणाली को अनुकूलित करने से ढाले गए भागों में विकृति कम हो जाती है।.सत्य
कुशल शीतलन से असमान संकुचन कम होता है, जिससे विकृति कम होती है।.
किसी भी सामग्री का उपयोग करने से इंजेक्शन मोल्डिंग में विकृति संबंधी दोषों का समाधान हो जाएगा।.असत्य
सामग्री का चयन सिकुड़न की दर को प्रभावित करता है, जिससे विकृति के परिणाम पर असर पड़ता है।.
कूलिंग सिस्टम ऑप्टिमाइजेशन से ताना-बाना कम करने में कैसे मदद मिलती है?
क्या आप इंजेक्शन मोल्डिंग से बनी किसी वस्तु के मुड़ जाने की निराशा को जानते हैं? मैं इसे अच्छी तरह समझता हूँ। इस समस्या को दूर करने का समाधान शीतलन प्रणाली को बेहतर बनाने में निहित है।.
इंजेक्शन मोल्डिंग द्वारा निर्मित पुर्जों में विकृति की समस्या को कूलिंग सिस्टम, गेट डिज़ाइन और सामग्री चयन को अनुकूलित करके हल किया जा सकता है। प्रभावी कूलिंग, गेट की रणनीतिक स्थिति और उपयुक्त सामग्री का चयन महत्वपूर्ण कदम हैं। ये उपाय विकृति को कम करने और उत्पाद की गुणवत्ता में उल्लेखनीय सुधार करने में सहायक होते हैं।.
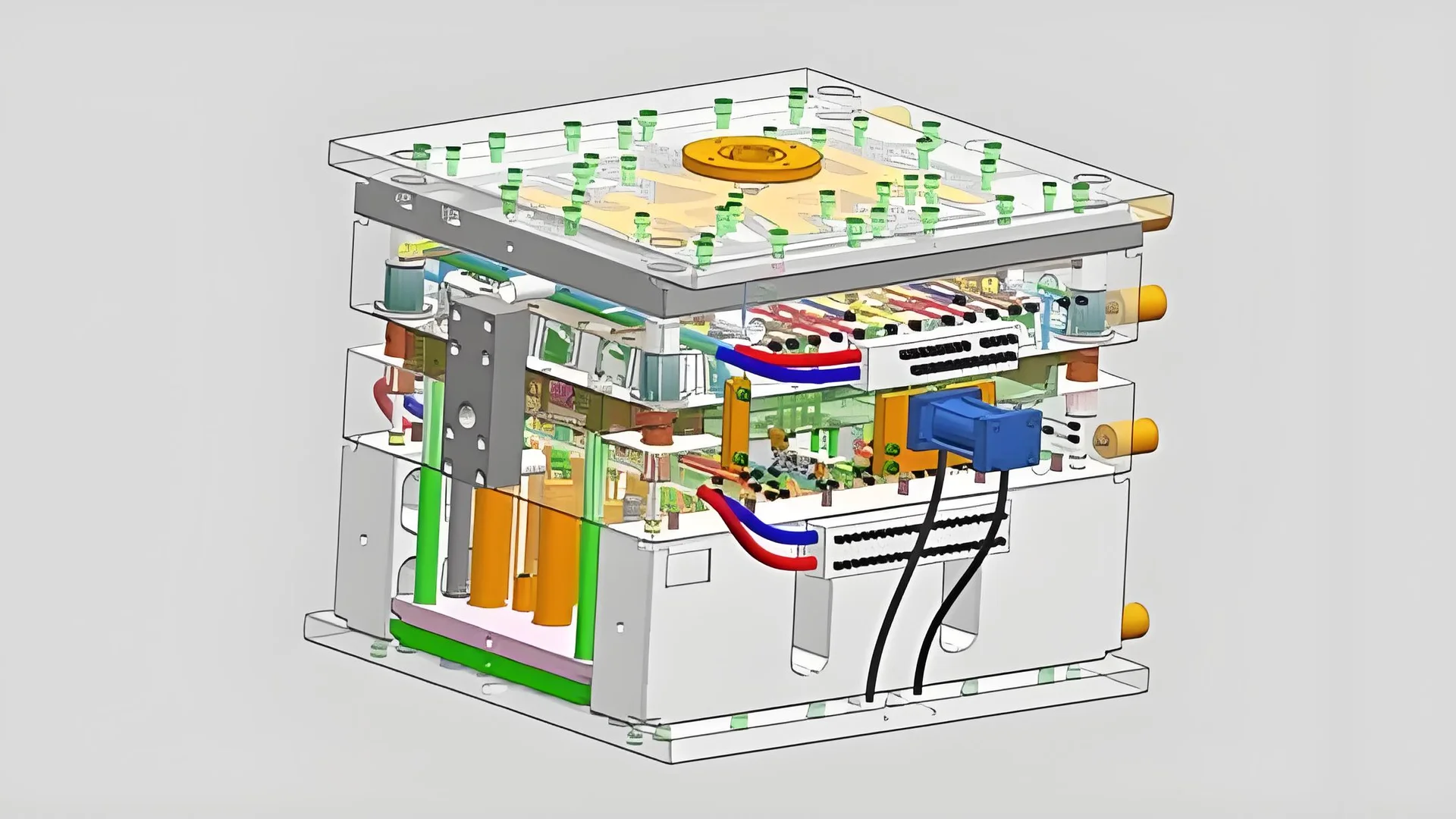
शीतलन चैनल डिजाइन का महत्व
डिज़ाइन कूलिंग चैनल1 मोल्ड किए गए हिस्से के ठंडा होने की गति को प्रभावित करता है। सही ढंग से डिज़ाइन किए गए चैनल एकसमान शीतलन सुनिश्चित करते हैं, जो थर्मल तनाव को कम करने और विकृति को रोकने के लिए आवश्यक है। जटिल भागों के लिए, स्तरित और विभाजित चैनल लाभकारी होते हैं।
मोटी दीवारों वाले भागों के लिए, शीतलन चैनलों का उच्च घनत्व या कुशल शीतलन माध्यमों का उपयोग प्रक्रिया को तेज कर सकता है। इसके विपरीत, पतली दीवारों वाले भागों को अत्यधिक संकुचन से बचने के लिए नियंत्रित शीतलन की आवश्यकता होती है।.
| भाग प्रकार | शीतलन रणनीति |
|---|---|
| मोटी दीवारों | चैनल घनत्व बढ़ाएँ |
| पतली दीवार | शीतलन गति को नियंत्रित करें |
शीतलन प्रणालियों का नियमित रखरखाव
नियमित जांच और रखरखाव से कूलिंग चैनलों में रुकावट या रिसाव जैसी समस्याओं को रोका जा सकता है। चैनल में रुकावट से कूलिंग असमान हो सकती है, जिससे कुरूपता आ सकती है। नियमित निरीक्षण और सफाई से इष्टतम प्रदर्शन बनाए रखने में मदद मिलती है।.
गेट डिज़ाइन समायोजन
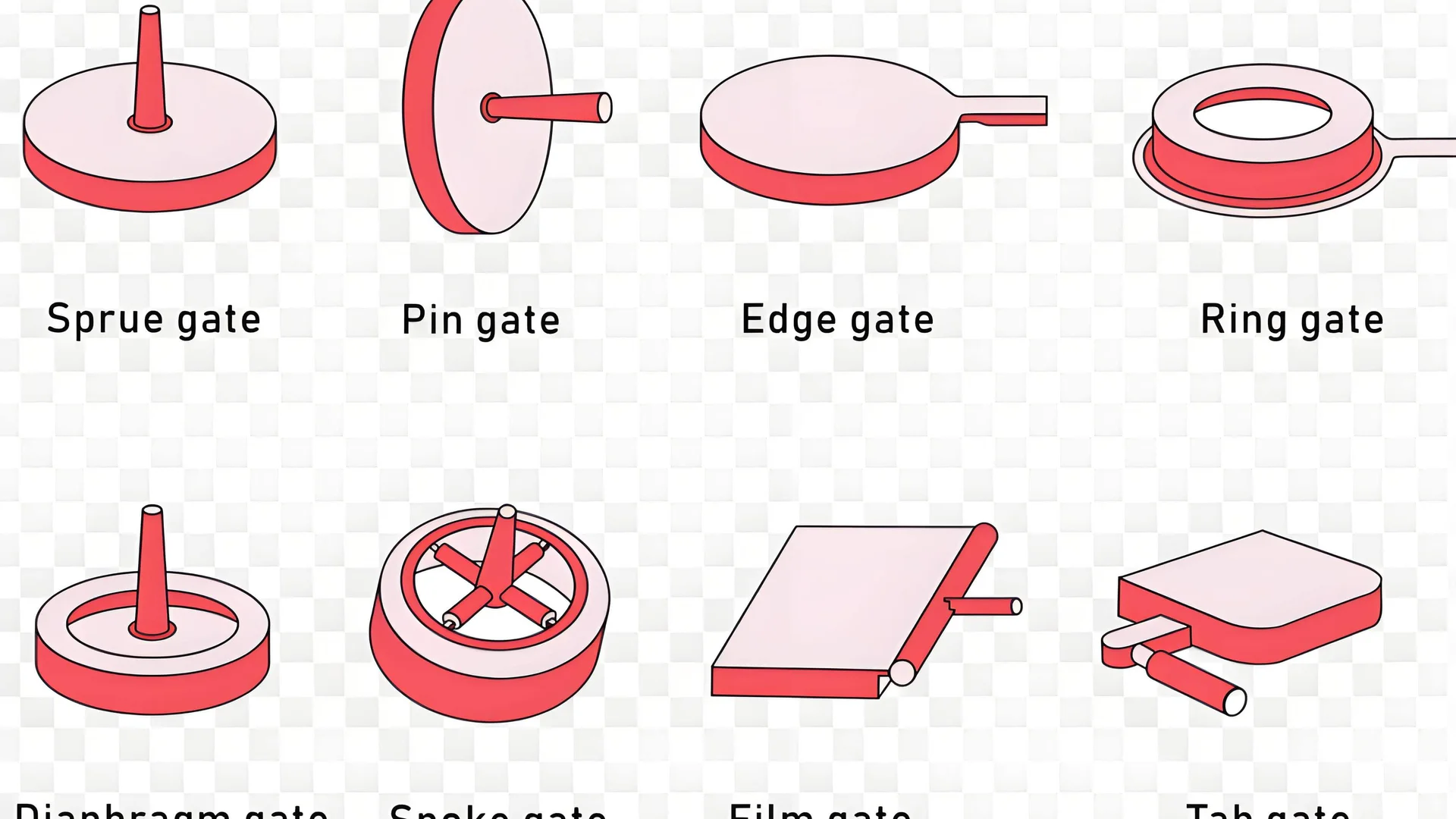
गेट डिज़ाइन को समायोजित करना कूलिंग सिस्टम ऑप्टिमाइज़ेशन को पूरा करने का एक और तरीका है। गेट को मोटे हिस्से या ज्यामितीय केंद्र पर रखने से, पिघला हुआ प्लास्टिक कैविटी को अधिक समान रूप से भरता है, जिससे विकृति का खतरा कम हो जाता है। पॉइंट गेट2 या साइड गेट जैसे विभिन्न प्रकार के गेट, पार्ट की ज्यामिति के आधार पर अलग-अलग लाभ प्रदान करते हैं।
शीतलन को तापमान नियंत्रण के साथ एकीकृत करना
सटीक तापमान नियंत्रण के साथ अनुकूलित शीतलन का संयोजन विरूपण को और भी कम करता है। मोल्ड के तापमान को सटीक रूप से प्रबंधित करके, निर्माता क्रिस्टलीय प्लास्टिक में क्रिस्टलीकरण को नियंत्रित कर सकते हैं, जिससे आयतन संकुचन में अंतर कम हो जाता है।.
इंजेक्शन मोल्डिंग की दक्षता पर प्रभाव
कमी, जिससे उत्पादन में वृद्धि और लागत में बचत होती है। यह अनुकूलन बड़े पैमाने पर उत्पादन।में
स्तरित चैनल जटिल भागों में विकृति को कम करते हैं।.सत्य
स्तरित चैनल एकसमान शीतलन सुनिश्चित करते हैं, जिससे ऊष्मीय तनाव कम होता है।.
मोटी दीवारों वाले हिस्सों को विकृति से बचाने के लिए धीमी गति से ठंडा करने की आवश्यकता होती है।.असत्य
मोटी दीवारों वाले हिस्सों को विकृति से बचाने के लिए तेजी से ठंडा करने की आवश्यकता होती है।.
गेट डिज़ाइन में समायोजन करके विकृति को कम करने में कैसे मदद मिल सकती है?
इंजेक्शन मोल्डिंग में गेट डिजाइन को बदलने से उत्पाद की गुणवत्ता में वास्तव में सुधार होता है।.
इंजेक्शन मोल्डिंग में गेट डिज़ाइन को बेहतर बनाने से विरूपण कम होता है। इंजीनियर गेट के लिए सही स्थान और प्रकार का चयन करते हैं। गेट की उचित स्थिति से प्रवाह और शीतलन एक समान होता है। संकुचन में भिन्नता कम होती है। दोषों की संभावना कम हो जाती है। संकुचन में भिन्नता वास्तव में कम हो जाती है।.
इंजेक्शन मोल्डिंग में गेट डिजाइन का महत्व
मुझे इंजेक्शन मोल्डिंग में गेट डिज़ाइन की भूमिका के बारे में पहली बार जानने का क्षण याद है। यह देर रात के अध्ययन सत्र के दौरान हुआ, जब मैंने महसूस किया कि पिघले हुए प्लास्टिक के सांचे में जाने के मार्ग को नियंत्रित करना कितना महत्वपूर्ण है। गेट की गलत स्थिति या गलत प्रकार के गेट के कारण असमान प्रवाह होता है, जिससे असमान संकुचन और विकृति उत्पन्न होती है। अच्छा गेट डिज़ाइन महत्वपूर्ण है; यह स्थिर प्रवाह बनाए रखने में मदद करता है और इन दोषों को कम करता है।.
गेट का इष्टतम स्थान निर्धारण
एक दिन कारखाने में मैंने देखा कि गेट को किसी हिस्से की मोटी दीवार या केंद्र में लगाने से पिघले हुए धातु का फैलाव सुचारू रूप से हो सकता है। केंद्रीय गेट के साथ पिघला हुआ धातु समान रूप से बहता है, जिससे संकुचन संतुलित होता है, जो कि आवश्यक है।.
| भाग का आकार | गेट लगाने की अनुशंसित जगह |
|---|---|
| डिस्क के आकार | केंद्र |
| लंबे समय तक के आकार का | लंबाई के साथ |
| जटिल आकृतियाँ | रणनीतिक बिंदुओं पर कई द्वार |
सही प्रकार का द्वार चुनना
सही गेट का चुनाव करना गलतियों से सीखने का एक सबक था। विभिन्न प्रकार के गेट प्रवाह को अलग-अलग तरह से प्रभावित करते हैं। उदाहरण के लिए, पॉइंट गेट में फव्वारे जैसी भराई होती है जो वेल्ड के निशान और विकृति को कम करती है। वहीं, साइड गेट लंबे पुर्जों के लिए आदर्श होते हैं, जो पिघले हुए धातु को उसकी पूरी लंबाई में समान रूप से प्रवाहित करने में मदद करते हैं।.
पॉइंट गेट्स के बारे में और जानें4
शीतलन पर गेट डिजाइन का प्रभाव
समान शीतलन अत्यंत महत्वपूर्ण है क्योंकि यह विकृति को रोकता है। सोच-समझकर किया गया गेट डिज़ाइन यह सुनिश्चित करता है कि पिघला हुआ पदार्थ समान रूप से भरे, जिससे तनाव और विकृति कम हो जाती है।.
शीतलन प्रणालियों के साथ एकीकरण
गेट डिज़ाइन सेटिंग्स अनुकूलित शीतलन प्रणालियों के साथ अच्छी तरह काम करती हैं। मेरा लक्ष्य एकरूपता के साथ शीतलन पथों को डिज़ाइन करना है, विशेष रूप से जटिल आकृतियों के लिए।.
कूलिंग चैनल रणनीतियों के बारे में जानें5
सामग्री स्थिरता और गेट डिजाइन
अंत में, प्रभावी गेट डिज़ाइन के साथ कम सिकुड़न वाली सामग्री का चयन करने से विकृति कम होती है। बेहतर आयामी स्थिरता के लिए मैं अक्सर फिलर्स के साथ पॉलीस्टायरीन (पीएस) जैसी सामग्री का उपयोग करता हूँ।.
सामग्री समाधानों का अन्वेषण करें6
इन विधियों के माध्यम से, मैंने विरूपण को काफी हद तक कम कर दिया है। इंजेक्शन मोल्डिंग में गेट डिज़ाइन अब मेरे प्रक्रिया सुधार उपकरणों का एक महत्वपूर्ण हिस्सा है।.
डिस्क के आकार वाले भागों में विकृति को कम करने के लिए केंद्रीय गेट का स्थान निर्धारित किया गया है।.सत्य
एक केंद्रीय द्वार पिघले हुए पदार्थ के समान प्रवाह को सुनिश्चित करता है, जिससे संकुचन में अंतर कम होता है।.
असमान पिघल वितरण के कारण पॉइंट गेट्स में विकृति बढ़ जाती है।.असत्य
पॉइंट गेट्स एक फव्वारे जैसी भराई पैदा करते हैं, जिससे वेल्ड के निशान और विकृति कम हो जाती है।.
इंजेक्शन मोल्डिंग प्रक्रिया में तापमान नियंत्रण इतना महत्वपूर्ण क्यों है?
क्या आपने कभी सोचा है कि इंजेक्शन मोल्डिंग में तापमान को नियंत्रित करना इतना महत्वपूर्ण क्यों है? यह केवल समस्याओं को रोकने के लिए ही नहीं है। यह गुणवत्ता और दक्षता दोनों के लिए सही संतुलन खोजने के बारे में है।.
इंजेक्शन मोल्डिंग में तापमान को नियंत्रित करना महत्वपूर्ण है। इससे सामग्री का प्रवाह सुचारू रूप से होता है और दोष नहीं बनते। तापमान पर बेहतर नियंत्रण से उत्पाद की गुणवत्ता बढ़ती है। क्रिस्टलीकरण, संकुचन और शीतलन दर तापमान पर निर्भर करते हैं। उत्पादों की एकरूपता और सटीकता के लिए इन सभी कारकों का सही होना आवश्यक है।.

पदार्थ प्रवाह में तापमान की भूमिका
इंजेक्शन मोल्डिंग के साथ काम शुरू करते ही तापमान का महत्व समझ में आ गया। तापमान किसी भी प्रोजेक्ट में बहुत बड़ा फर्क ला सकता है। सोचिए, ठंडे दिन में सिरप डालने पर वह ठीक से बहता नहीं है, है ना? मोल्डिंग में प्लास्टिक भी कुछ इसी तरह व्यवहार करता है। हर पदार्थ एक निश्चित तापमान पर सबसे अच्छी तरह बहता है। ABS प्लास्टिक को अच्छी तरह बहने के लिए 180-250°C के बीच तापमान की आवश्यकता होती है। यह बिल्कुल सही पैनकेक मिक्स ढूंढने जैसा है – अगर मिक्स बहुत गाढ़ा या बहुत पतला हो तो वह ठीक से नहीं बनेगा।
उचित तापमान प्रबंधन7 यह सुनिश्चित करता है कि प्लास्टिक पिघलकर इष्टतम तरलता प्राप्त कर ले, जिससे आंतरिक तनाव कम हो जाते हैं जो विकृति जैसे दोषों को जन्म देते हैं।
क्रिस्टलीकरण और संकुचन पर प्रभाव
क्रिस्टलीय प्लास्टिक के साथ मेरा पहला अनुभव आश्चर्यजनक था। पॉलीप्रोपाइलीन (PP) जैसी सामग्रियों के लिए मोल्ड तापमान को समायोजित करने से क्रिस्टलीकरण की गति और संकुचन में बहुत बदलाव आता है। यह केक पकाने जैसा है - गलत तापमान पर केक खराब हो जाता है। सही तापमान से विकृति नहीं आती और पुर्जे एकसमान बने रहते हैं।
| सामग्री | बैरल तापमान सीमा (°C) | प्रभाव |
|---|---|---|
| पेट | 180-250 | तरलता और संकुचन नियंत्रण सुनिश्चित करता है |
| पॉलीप्रोपाइलीन (पीपी) | भिन्न | क्रिस्टलीकरण और संकुचन को नियंत्रित करता है |
शीतलन प्रणाली अनुकूलन
कूलिंग सिस्टम को बेहतर बनाना किसी पहेली को सुलझाने जैसा था। सांचे में एकसमान कूलिंग बेहद ज़रूरी है। मैंने रुकावटों या रिसावों की जाँच करना सीखा – कल्पना कीजिए कि एक बगीचे की नली मुड़ गई है और पानी आना बंद हो गया है। इस सावधानीपूर्वक जाँच से असमान कूलिंग और विकृति को रोका जा सकता है, खासकर जटिल हिस्सों में।.
का उपयोग स्तरित और विभाजित शीतलन चैनलों8 गर्मी के समान वितरण को सुनिश्चित करता है, विशेष रूप से जटिल आकार वाले या मोटी दीवारों वाले भागों में।
दबाव और गति का प्रभाव
दबाव और गति में संतुलन बनाए रखना, कार चलाने की तरह ही है – बहुत तेज़ या बहुत धीमी गति से परेशानी होती है। ज़्यादा दबाव से भरने में दिक्कतें आती हैं और पुर्जे टेढ़े हो जाते हैं। हल्का दबाव पूरी तरह से भरने को सुनिश्चित करता है, जिससे पुर्जों की गुणवत्ता में काफ़ी सुधार होता है।.
- इष्टतम दबाव सेटिंग्स:
- इंजेक्शन दबाव: आंतरिक तनाव को कम करने के लिए समायोजित करें।.
- होल्डिंग प्रेशर: अक्सर इंजेक्शन प्रेशर का 50%-80% होता है।.
सामग्री चयन और पूर्व उपचार
सामग्री का चुनाव करना ऐसा लग रहा था मानो बिना किसी गलती की गुंजाइश के सामग्री चुन रहे हों। सिकुड़न की समस्या होने पर पॉलीस्टायरीन (पीएस) जैसी सामग्रियां बेहतरीन होती हैं। सामग्रियों से नमी हटाना एक और महत्वपूर्ण कदम था – जैसे आटा गूंथने से पहले हाथों को सुखाना; नमी सब कुछ बदल देती है।.
इसके अलावा, पूर्व-उपचार करनाका महत्वपूर्ण है, क्योंकि नमी की मात्रा नायलॉन (पीए) जैसे प्लास्टिक के थर्मल गुणों और प्रवाह व्यवहार को प्रभावित करती है।
संक्षेप में कहें तो, इंजेक्शन मोल्डिंग में तापमान को नियंत्रित करना केवल संख्याओं का खेल नहीं है; यह सावधानीपूर्वक और सावधानीपूर्वक कुछ खास बनाने के बारे में है। मोल्ड डिज़ाइन, दबाव सेटिंग्स और सामग्री चयन में सुधार करके, आप वास्तव में उत्पाद की गुणवत्ता में बेहतर स्थिरता ला सकते हैं—ठीक वैसे ही जैसे किसी वाद्य यंत्र को ट्यून करने के लिए अभ्यास, एकाग्रता और शायद काम के प्रति थोड़ी लगन की आवश्यकता होती है।.
एबीएस के लिए बैरल का तापमान 180-250 डिग्री सेल्सियस के बीच होना आवश्यक है।.सत्य
एबीएस प्लास्टिक को उचित चिपचिपाहट और प्रवाह के लिए विशिष्ट तापमान की आवश्यकता होती है।.
पीपी के लिए मोल्ड का तापमान बढ़ाने से विकृति कम हो जाती है।.सत्य
मोल्ड का उच्च तापमान क्रिस्टलीकरण को बढ़ाता है, जिससे पीपी में विकृति कम से कम होती है।.
कौन से पदार्थ ऐसे हैं जो विकृति के दोषों को रोक सकते हैं?
क्या कभी प्लास्टिक के पुर्जों के अप्रत्याशित रूप से मुड़ जाने के कारण कोई परियोजना पटरी से उतर गई है? सही सामग्री का चुनाव करना वास्तव में सब कुछ सुचारू रूप से चलाने के लिए महत्वपूर्ण है।.
ऐसे पदार्थ चुनना महत्वपूर्ण है जो कम सिकुड़ते हों और गर्मी में स्थिर रहें। पॉलीस्टाइरीन इसके लिए बहुत अच्छा विकल्प है। ग्लास फाइबर-प्रबलित पॉलीप्रोपाइलीन भी एक बढ़िया विकल्प है। ये पदार्थ इंजेक्शन मोल्डिंग द्वारा निर्मित भागों में विकृति को कम करने में सहायक होते हैं।.

सामग्री के गुणों को समझना
पहली बार में मुझे टेढ़ापन की समस्या से बहुत हैरानी हुई। एक समस्या को सुलझाना किसी पहेली सुलझाने जैसा लग रहा था; एक सुलझती तो दूसरी खड़ी हो जाती। ठंडा होने के दौरान असमान संकुचन से परेशानी हो रही थी। कम संकुचन दर और उच्च तापीय स्थिरता वाली सामग्री का चयन करना महत्वपूर्ण है। पॉलीस्टाइरीन मिलाने से ग्लास फाइबर10 आयामी स्थिरता बढ़ जाती है।
फिलर्स और संशोधनों का प्रभाव
फिलर्स ने मुझे मित्र और शत्रु दोनों के रूप में आश्चर्यचकित किया। जब मैंने पॉलीप्रोपाइलीन में टैल्क मिलाया, तो उत्पाद में काफी सुधार हुआ। टैल्क या खनिजों जैसे फिलर्स को मिलाने से सामग्री के सिकुड़ने के गुणों में बदलाव आ सकता है। उदाहरण के लिए, टैल्क-युक्त पॉलीप्रोपाइलीन विभिन्न भागों में सिकुड़न को स्थिर करके विकृति को कम किया जा सकता है।
| तालिका: सामग्री के गुणों पर फिलर्स का प्रभाव | सामग्री | भरनेवाला | संकुचन दर | ताना-बाना कम करना |
|---|---|---|---|---|
| polypropylene | ग्लास फाइबर | कम | उच्च | |
| polypropylene | तालक | मध्यम | मध्यम |
सामग्रियों का पूर्व-उपचार
नायलॉन जैसी सामग्रियों को सुखाना बेहद ज़रूरी है। पहले ऐसा न करने पर नमी के कारण विकृति आ जाती थी। प्रसंस्करण से पहले कच्चे माल को ठीक से सुखाना आवश्यक है। नायलॉन, जो अपनी नमी सोखने की क्षमता के लिए जाना जाता है, सुखाने से काफी लाभान्वित होता है, जिससे नमी के कारण होने वाली असमान सिकुड़न11 , जो विकृति का कारण बनती है।
सामग्रियों की तापमान संवेदनशीलता
तापमान नियंत्रण से विकृति को रोकने में बहुत मदद मिलती है। विभिन्न प्लास्टिकों के लिए विशिष्ट प्रसंस्करण तापमान सीमाएँ होती हैं। एबीएस प्लास्टिक का उपयोग करते समय, तापमान को सटीक रूप से नियंत्रित करने से तरलता और संकुचन पर नियंत्रण बना रहता है। उचित तापमान प्रबंधन विकृति की समस्याओं को प्रभावी ढंग से कम कर सकता है।
इन बारीकियों को समझने से मुझे सही सामग्री चुनने में कला और विज्ञान के मिश्रण का महत्व समझ में आता है। जैकी12, जो उपभोक्ता इलेक्ट्रॉनिक्स में एक कुशल डिजाइनर हैं, सही सामग्री का चयन करने से सब कुछ खूबसूरती से एक साथ आ जाता है।
पॉलीस्टाइरीन में सिकुड़न की दर बहुत अधिक होती है।.असत्य
पॉलीस्टाइरीन को इसकी कम संकुचन दर के कारण चुना जाता है, जिससे विकृति कम होती है।.
ग्लास फाइबर पॉलीप्रोपाइलीन के विरूपण को कम करता है।.सत्य
पॉलीप्रोपाइलीन में ग्लास फाइबर मिलाने से आयामी स्थिरता बढ़ती है और विकृति कम होती है।.
निष्कर्ष
यह लेख इंजेक्शन मोल्डिंग द्वारा पुर्जों में विकृति को कम करने के लिए प्रभावी रणनीतियों पर चर्चा करता है, जिसमें शीतलन प्रणाली अनुकूलन, गेट डिजाइन समायोजन, तापमान नियंत्रण और सामग्री चयन पर ध्यान केंद्रित किया गया है।.
-
चैनल डिजाइन में सर्वोत्तम प्रथाओं का पता लगाने से मोल्ड किए गए भागों में विकृति को काफी हद तक कम किया जा सकता है।. ↩
-
पॉइंट गेट के फायदों को समझने से बेहतर पार्ट क्वालिटी के लिए आपकी गेट डिजाइन रणनीति को बेहतर बनाया जा सकता है।. ↩
-
अनुकूलित शीतलन प्रणालियों से दक्षता में होने वाले लाभों के बारे में जानने से बेहतर उत्पादन परिणाम प्राप्त हो सकते हैं।. ↩
-
पॉइंट गेट्स को समझने से डिजाइनरों को प्रवाह पैटर्न को अनुकूलित करने में मदद मिल सकती है, जिससे वेल्ड के निशान और विकृति जैसे दोषों को कम किया जा सकता है।. ↩
-
उचित शीतलन चैनल रणनीतियाँ एकसमान शीतलन को बढ़ावा देती हैं, जिससे विकृति को रोका जा सकता है और पुर्जों की गुणवत्ता में सुधार होता है।. ↩
-
सही सामग्री का चयन करने से विकृति का खतरा कम हो जाता है, जिससे पुर्जे की समग्र स्थिरता और गुणवत्ता में सुधार होता है।. ↩
-
एबीएस के इष्टतम प्रवाह और उत्पाद की गुणवत्ता सुनिश्चित करने के लिए आवश्यक विशिष्ट तापमान सीमा का पता लगाएं।. ↩
-
जानिए कि किस प्रकार स्तरित शीतलन चैनल एकसमान शीतलन को बढ़ाते हैं और विरूपण जैसे दोषों को रोकते हैं।. ↩
-
मोल्डिंग के दौरान नायलॉन के वांछित गुणों को बनाए रखने के लिए आवश्यक पूर्व-उपचार चरणों के बारे में जानें।. ↩
-
जानिए कैसे ग्लास फाइबर सुदृढ़ीकरण पॉलीप्रोपाइलीन के गुणों को बढ़ाता है, जिससे सिकुड़न कम होती है और स्थिरता में सुधार होता है।. ↩
-
समझें कि इंजेक्शन मोल्डिंग में नमी से संबंधित दोषों को रोकने के लिए नायलॉन को सुखाना क्यों महत्वपूर्ण है।. ↩
-
जानिए कि जैकी जैसे उत्पाद डिजाइनर कार्यक्षमता और उत्पादन दक्षता के लिए सर्वोत्तम सामग्री चयन कैसे सुनिश्चित करते हैं।. ↩






